
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.

Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: “Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов”.
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: “Какие пропиленовые трубы используют для отопления и водоснабжения”.

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: “Правила и технология сварки полипропиленовых труб – важные особенности”).

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: “Как делается сварка полипропиленовых труб – технологичные способы”.

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
trubaspec.com
Сварка полипропиленовых труб своими руками
При строительстве различных объектов возникает необходимость прокладки трубопроводов. В качестве материала труб достаточно часто выбирают полипропилен. Такие трубы обладают длительным сроком эксплуатации, относительно недорогие, достаточно быстро монтируются как открытым, так и скрытым способом. Однако для соединения труб требуются знания и опыт, поскольку необходимо применение специального сварочного инструмента.
Особенности сварки полипропиленовых труб
Сварка двух труб происходит при помощи муфтового соединения: прогрева свариваемых поверхностей без полного расплавления и потери формы, а затем происходит прижатие нагретых поверхностей. При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
Обратите внимание! При превышении температурного максимума полипропилен теряет свои свойства. Максимально допустимое отклонение должно быть не более 10°С.
Как правильно подобрать сварочный аппарат?
 Выбор устройства для сварки
Выбор устройства для сваркиОбратите внимание! Ориентировочно мощность в Ваттах должна превышать свариваемый диаметр, измеряемый в мм, в 10 раз. Поэтому применение насадок ограничено максимальной мощностью аппарата.
Однако не стоит уповать на то, что технические характеристики дешевого паяльника могут соответствовать действительности. Особенно это касается китайских производителей. Все зависит от качества сборки, которая легко может быть проверена таким образом: если присутствует два отдельных нагревателя, включаемых раздельно, то это говорит о возможной ненадежности или несоответствии заявленной мощности, поскольку они могут либо при одновременном включении прогревать до требуемой температуры, либо каждый в отдельности иметь номинальную мощность. Это можно проверить только опытным путем во время сварки.
 Характеристика сварочного аппарата
Характеристика сварочного аппаратаКаждый инструмент имеет определенный вид терморегулятора, влияющего на качество сварного шва. Самым технологическим и продвинутым является электронный регулятор нагревания. В нем предусмотрен специальный датчик, который способен отслеживать минимальные колебания температуры вблизи нагреваемых поверхностей, учитывать инерционность нагрева и в соответствии с этим регулировать напряжение на нагревателе. При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
 Выбираем паечный аппарат
Выбираем паечный аппаратТретий тип датчика – биметаллическое реле. Он располагается не так близко к нагреваемой поверхности из-за своих габаритов, поэтому имеет значительную инерционность, которая не позволяет осуществлять качественную сварку, так как возможен либо недостаточный прогрев, либо расплавление. Для начинающих сварщиков такой паяльник крайне не рекомендуется.
Обратите внимание! Если планируется однократное использование сварочного аппарата, то лучше отказаться от покупки дешевого и некачественного инструмента, а взять в аренду профессиональный инструмент, с которым не возникнет никаких проблем при использовании, а сварные швы получатся прочными и герметичными.
Сварочный аппарат может быть ручным или стационарным. Ручной инструмент позволит прямо по месту проводить сварку практически без ограничений, поскольку позволяет работать даже в самых труднодоступных местах. Однако точно отцентрировать соединения и обеспечить плотное прижатие сможет только опытный сварщик.
Стационарный, наоборот, имеет больший вес и габариты, зато позволит осуществить качественную центровку, обеспечить предварительную подготовку поверхностей перед соединением, а после нагрева закрепить надежно сваренные трубы до полного схватывания и остывания. По стоимости они достаточно дорогие и поэтому спросом пользуются только среди профессионалов.
Подготовка труб к сварке
 Труборез
ТруборезПеред тем как варить полипропиленовые трубы, их необходимо отрезать по размерам при помощи ножовки, ножниц со специальной конструкцией или труборезом. Резка должны быть выполнена под прямым углом, чтобы при соединении не возникало пустых пространств и не происходило падения давления в трубе. После необходимо очистить трубу от опилок и снять с внешней стороны фаску. Она снимается под углом в 30-45°. Выполнить эту процедуру можно при помощи фаскоснимателя. Трубы с малыми диаметрами снятия фаски не требуют.
Процесс сварки
Перед началом работ следует включить сварочный аппарат и прогреть его до рабочей температуры. После прогрева подготовленные трубы и фитинги одеваются на соответствующие нагреватели. Так как труба имеет диаметр больше номинального, а фитинг меньший, то без нагрева их соединить невозможно.
 Работа по сварке труб
Работа по сварке трубДля контроля глубины вхождения на поверхности делаются отметки или насечки.
Обратите внимание! Натягивание деталей на нагревательный элемент должно выполняться строго в соосном направлении, чтобы не допустить перекоса, что может повлечь повреждение стенки и ухудшение качества соединения.
Сварочные насадки имеют коническую поверхность для упрощения процедуры натягивания и разогрева. При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным.
Типичные ошибки
Самой распространенной ошибкой является неполное вхождение трубы в фитинг, что влечет за собой образование завихрения — слабого места в коммуникациях, и, соответственно, падение давления при движении жидкости.
Другой ошибкой становится применение излишнего усилия при соединении трубы и муфты, в результате чего из-за подплавленных концов внутри создается выступ, который препятствует перемещению рабочего вещества.
Сварка полипропиленовых труб своими руками требует внимательности и отточенности всех действий, поскольку необходимо достичь оптимального нагрева, а затем быстро соединить детали. Любая задержка ведет либо к порче материала, либо к некачественному соединению.
Видео
Чтобы вам было проще разобраться в данном вопросе, предлагаем вам посмотреть этот ролик:
Последняя редакция: 04.03.2015 Автор: Владислав Тихий
trubyinfo.ru
Как правильно сваривать полипропиленовые трубы?
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
На чем основан принцип монтажа полипропиленовых труб
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.

Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
electrod.biz
Сварка полипропиленовых труб своими руками
С появлением нового высокопрочного синтетического материала полипропилена возникла реальная альтернатива замены им металла. В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили простой, и в то же время эффективной технологии диффузионной сварки.
Содержание:
Способы применения аппарата
Технология диффузионной сварки полипропиленовых труб
Процесс сварки труб из металлопластика, видео
Способы применения аппарата
Суть метода, нагрев деталей трубопровода в специальном инструменте, называемом паяльником, по форме отличающийся от обычного представления. Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).

Если раньше процесс сваривания требовал знаний и опыта, то сегодня он превратился в легкое действие, обеспечивая беспроблемную работу в домашних условиях. Теперь сварка существенно экономит время сборки трубопровода и деньги. Обычно у пприбора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.

Как правило, все основные коммуникации проходят по стенам, соответственно сваривать трубы и фитинги приходиться по месту. Очень часто изначально производится соединение с металлическими трубами с помощью тех же фитингов и муфт. Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Технология диффузионной сварки полипропиленовых труб
В общем случае, процесс соединения труб диаметром до 50 мм из пропилена, одинаков, но различается по времени:
- нагрева;
- охлаждения.
Основным способом называют раструбовый метод. Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Процесс сварки труб из металлопластика, видео
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.

Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.

Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.
В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.

Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.

В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.

Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
Рекомендуем другие статьи по теме:
stroydetali.com
в труднодоступных местах без аппарата
 Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос – как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.

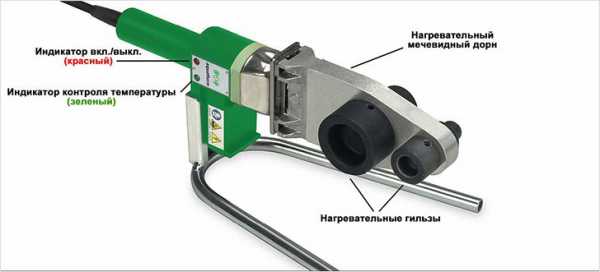
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
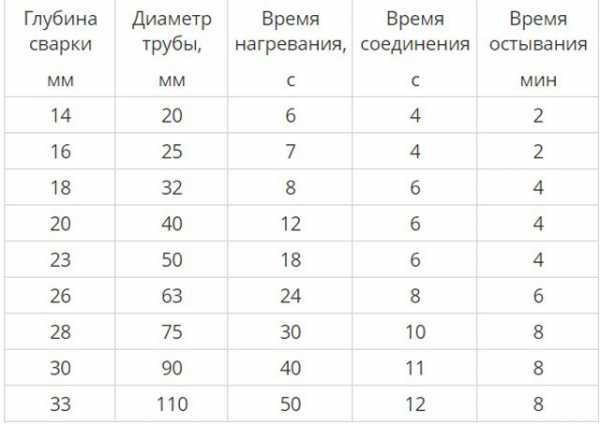
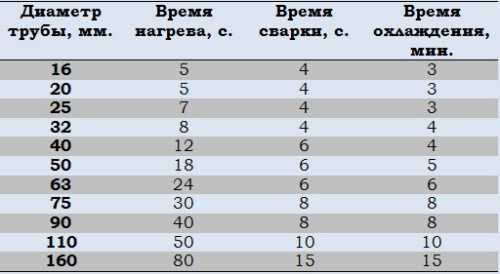
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.

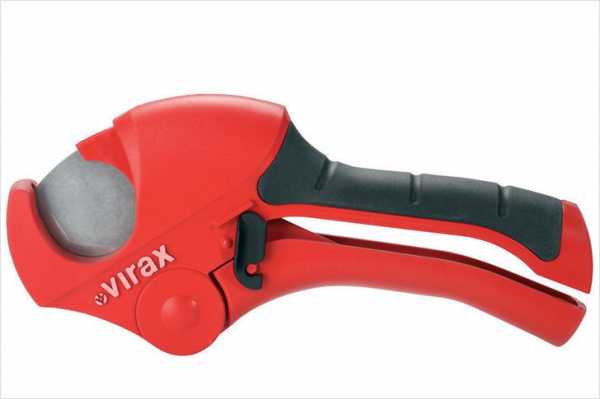
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси

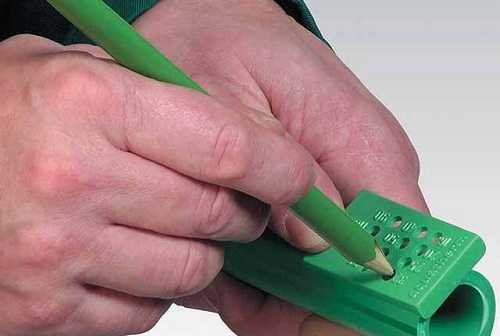
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)

Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.

Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы

Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
- Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
- Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
www.portaltepla.ru
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
ura-remontu.ru
Сварка полипропилена своими руками
Пластиковые трубы сегодня всё увереннее вытесняют металлические изделия. По этой причине их сварка остается одной из насущных проблем каждого, кто решил заменить в доме трубопровод. Собрать пластиковую систему коммуникаций можно, руководствуясь определенной схемой действий. При этом элементы должны быть соединены между собой, дополнены запорной и крепежной арматурой, а также герметизированы.
Для справки

В продаже можно встретить элементы, которые обеспечивают возможность сборки трубопровода любой сложности и конфигурации. В качестве единственного минуса таких трубопроводов выступает необратимость, ведь демонтаж сварного соединения невозможен. Поэтому с полипропиленовыми трубами следует работать с особой внимательностью, в противном случае придется осуществлять их замену.
Оборудование для сварки

Среди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
Аппарат для сварки полипропилена прост конструктивно, он состоит:
- из ручки;
- нагревающей плиты;
- терморегулятора.
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Дополнительно о насадках

Насадки для сварки полипропилена обычно обладают диаметром в пределах от 20 до 40 мм. В качестве промежуточного значения выступают 25 и 32 мм. Рабочие поверхности насадок обладают тефлоновым напылением, поэтому сварочные элементы изготовить самостоятельно нет возможности, так как к незащищенной поверхности пластик будет прилипать.
Сварка труб

Подготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом.
Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Разметка глубины посадки

В качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы.
Приспособление для разметки

Если вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины.
Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры.
Рекомендации по сварке

Если вы свариваете трубы по месту их расположения, то вам понадобится помощь ещё одного человека, который будет удерживать сварочный аппарат. Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя.
Прежде чем будет осуществлена сварка полипропилена, необходимо определиться, где будут уложены трубы. Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе.
Для соединения труб края элементов нагреваются. Внутренняя стенка – в муфте, а трубы следует прогреть с внешней стороны. Для этого их почти до конца надевают на насадку и удерживают в течение нескольких секунд. Затем элементы нужно соединить между собой. У вас будет всего лишь пара секунд, чтобы отцентрировать их. Обычно эти работы осуществляются на глаз. Прокручивать элементы по отношению друг к другу не стоит.
Ширина шва и толщина пластика будут определять время сварки. Сварка полипропилена позволит получить надежное соединение, если материал был нагрет до нужной температуры. Перед свариванием труб кран на муфте следует открыть, в противном случае воздух будет выталкивать его из насадки. Часть пластика при соединении выходит, образуя наплыв на муфту. Если при надевании возникнут проблемы, а пластик сильно деформируется, рекомендуется снять фаску с кромки.
Методика проведения работ
Если следовать немецким нормам, то зачистка должна иметь угол, равный 15°, при этом углубление достигает 3 мм. Российские специалисты руководствуются другими правилами, они гласят, что скос фаски равен 45°, тогда как углубление – трети толщины. На практике подойдёт любая фаска в упомянутых пределах, но главным условием при этом выступает ее равномерность.
Когда выполняется сварка полипропилена своими руками, следует оставлять аппарат на подставке, которая имеет вид специальной струбцины. На регуляторе выставляется температура, равная 260 °C, однако для скорости этот параметр может быть увеличен до 280 °C. Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором.
На нагревательную насадку элементы надеваются с трудом, поэтому их необходимо повернуть по оси. Однако вставлять трубы нельзя до упора, в противном случае они могут оплавиться внутри. Для того чтобы избежать таких неприятностей, рекомендуется делать отметки карандашом, однако со временем вы будете чувствовать нужную глубину. Как только все элементы были собраны, можно приступать к сварке на весу. В данном случае речь идёт о переходах между стенами, вводах водоснабжения и соединениях с батареями.
Как избежать ошибок
Пластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
Общие правила сварки
Сварка полипропилена может осуществляться в раструб или в стык. Отрезки и аппарат должны быть очищены не только от загрязнений, но и жира, а также масел, последние из которых особенно опасны. Использовать для обезжиривания можно спирт, ацетон или другие растворители. Что касается инструмента, то его можно очистить спиртом.
Важно позаботиться о том, чтобы ветошь для обезжиривания не оставляла волокон. К загрязнениям следует отнести слои полимера, разрушившиеся под воздействием ультрафиолета и воздуха. Их следует убрать механически. С поверхности труб при необходимости удаляется конденсат, а элементы хорошо просушиваются.
Сварка полипропилена не должна сопровождаться охлаждением шва с помощью воды или холодного воздуха. В этом случае процесс произойдёт слишком быстро, что станет причиной напряжения и снижения прочности шва. Если сварка велась при низких температурах, то охлаждение следует замедлить с помощью ткани или утеплителя.
Сварка листового полипропилена
Сварка полипропилена листового феном предполагает нагрев кромок и расположение между полотнами полипропиленовой проволоки. Все три элемента должны быть соединены друг с другом. Выбирая фен, вы должны предпочесть тот, что имеет довольно внушительную мощность. Что касается проволоки, то она должна быть изготовлена из того же материала, который предстоит соединять, в противном случае элементы будут плавиться неравномерно.
Для начала листы следует уложить на ровную поверхность и обработать кромки наждачной бумагой. Используя фен для сварки полипропилена, необходимо действовать по принципу, который схож с применением плавкого электрода. Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению.
Применяя описываемую технологию для сварки листового полипропилена, следует помнить о том, что слишком медленное воздействие может стать причиной сильного нагрева, это приведет к деформации шва. Поэтому следует действовать оперативно. Перед началом работ нужно оценить достоинства и недостатки такой сварки. Таким образом, созданный шов будет обладать наименьшей прочностью по сравнению с теми, которые были созданы при использовании других технологий.
Максимальный коэффициент прочности при таком плавлении не достигает значения, равного 0,7. Это говорит о том, что соединять детали по такой методике можно лишь в том случае, когда они имеют не слишком толстые кромки в пределах 6 мм. Для быстрого плавления тонких деталей этот подход может стать лучшим решением.
Дополнительные рекомендации по использованию паяльника
Если вы решили осуществить сварку полипропилена паяльником, то для начала необходимо перекрыть подачу воды и демонтировать старую систему трубопровода. Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным.
Например, если наружный диаметр составляет 16 мм, то время разогрева такой трубы должно быть равно 5 секундам, соединять элементы необходимо в течение 4 секунд, а охлаждать – 2 секунды. Проходной диаметр при этом должен составить 3/8 дюйма. Если наружный диаметр увеличивается до 40 мм, то время разогрева и соединения должно быть равно 12 и 6 мм соответственно. Охлаждать такие трубы необходимо в течение 4 секунд. С увеличением наружного диаметра до 90 мм время разогрева и соединения будет равно 40 и 8 секундам соответственно. Охлаждать трубы в данном случае необходимо в течение 8 секунд.
При использовании паяльника температура нагрева обычно составляет 260°C. Важно использовать описываемое оборудование совместно с розеткой, которая имеет заземляющий контакт. После включения паяльника на корпусе следует нажать специальную кнопку. При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева.
Заключение
Сварка полипропиленовых труб в домашних условиях сегодня достаточно распространена. Если у вас есть в наличии специальное оборудование, вы можете заняться прокладкой пластикового трубопровода самостоятельно. После завершения всех работ необходимо удостовериться в качестве и герметичности соединений. Для этого определенный отрезок продувается. Если воздух проходит беспрепятственно, то спаек не образовалось.
fb.ru