
Токарный станок ТВ-16: технические характеристики
Токарный станок ТВ-16 – оборудование, активно использовавшиеся в советский период, на котором обучались все молодые специалисты в области токарного дела. Наличие этого станка было обязательно для любого профессионального заведения, школы, промышленных предприятий. Официальные заводы уже давно не выпускают эту модель станка, но на ней до сих пор проходят обучение многие люди, решившие стать токарями.
История создания станка
Оборудование было разработано на основе чехословацкого прибора TOS MN80.

Чехословацкий прибор TOS MN80
В Советском Союзе производством этого станка занимались многие заводы, например:
- инструментальное предприятие в Кобрине;
- механический комбинат в Иркутске.
Было также много других мест, которые производили станки этой модели, но все произведенное оборудования имело одинаковые технические характеристики, а все отличия заключались лишь в форме литья, используемой на заводе.
Популярность станок получил благодаря простой конструкции, разобраться в которой не составляет труда, но именно она способствовала обучению технологиям по обработке различных металлов. На приборе можно:
- обтачивать поверхности;
- высверливать и растачивать отверстия;
- нарезать резьбу.
Такой широкий спектр возможностей делает станок незаменимым для молодых специалистов, недавно окончивших училище и нуждающихся в практике.
Особенности станка
Для фиксации подшипников используются гайки.
При помощи грамотного подбора втулок для распора можно полностью обезопасить себя от возникновения люфта по горизонтальной оси.
А также важно отрегулировать натяжение клиноременной передачи так, чтобы не было проскальзывания на шкивах, но при этом оно не было чересчур сильным. Для того чтобы совершать регулирование всего прибора, требуется использовать эксцентриковый механизм, а после выполнения необходимых процедур, зафиксировать его в нужном положении.
Перед тем как закрепить станок, нужно внимательно осмотреть состояние оборудования, смазать все шестерёнки и очистить все, что можно от опилок, грязи, остатков машинного масла. При помощи клиньев и винтов возможна коррекция пробелов в направляющих каретки суппорта.
Для обработки изделия по конусу требуется сдвинуть заднюю бабку относительно центра изделия. При помощи винтов необходимо настроить точное ее положение.
Конструкция переднего узла
У переднего узла существует единственная цель – вращать рабочий вал.
Конструкция переднего узла
Именно для этого в его корпусе расположен подшипниковый узел, который позволяет совершить установку главного рабочего вала устройства. А подшипник, отвечающий за продольные и радиальные усилия, расположен в конце переднего вала.
Шкив, задающий скорость вращения, располагается на главном вале, именно при его помощи, вращение, обеспечивающееся двигателем, поступает сразу же на вал. Конструкция токарного станка ТВ-16 предполагает осуществление реверсивного вращения вала за счет использования трензеля, который также расположен на переднем узле.
Шпиндельный узел основывается на двух подшипниках, которые выходят наружу в виде конуса. В результате образующегося зазора между этим узлом и его основой, становится возможным регулирование перемещений подшипника по горизонтали за счет обыкновенной гайки. Смазка вала происходит за счет прессмасленок и подушек из войлока.
Мой токарный станок ТВ-16
Конструкция заднего узла
Токарный станок по металлу ТВ-16 имеет незамысловатую конструкцию, одной из важнейших частей которой, является задний узел. Его главная функция – поддерживать длинные заготовки и высверливать отверстия. Он перемещается лишь в продольном направлении при помощи треугольных направляющих.
Если конструкция обрабатывает конусовидные детали, то задний узел может совершать перпендикулярные перемещения при помощи винта. Установка центра с конусом возможна лишь при помощи отверстия, которое предусмотрительно расположено в пиноли.
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода. Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом.
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.

Уровень поможет в правильном монтаже
При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.
Правила использования
Перед использованием станка требуется подумать над количеством оборотов, выдаваемых токарно-винторезным станком ТВ-16. Нужно также понимать, что вид выполняемой обработки оказывает существенное влияние на процедуру установки шестеренок механизма подач.
Следующим шагом будет фиксация патрона на шпинделе.
После этого деталь, обработка которой предполагается, должна быть зафиксирована в центре либо патроне. Для того чтобы начать обработку, требуется подвести заднюю бабу к заготовке и после этого запустить станок.
Нужно знать, что шпиндель может работать в режиме реверса. Для этого требуется перевернуть ручку переключателя в крайнее заднее положение до того момента, пока положение не приблизится к моменту «стоп», именно тогда начнется реверс, а если пересечь черту, то двигатель остановится.
Для того чтобы обеспечить безопасное использование настольного токарного станка ТВ-16 нужно следить за тем, чтобы переключатель находился на отметке «выключено».
Техника безопасности
Обслуживанием станка может заниматься лишь работник, обладающий соответствующими компетенциями, который может разобраться в технических тонкостях оборудования и предотвратить возникновение несчастных случаев.
А для того чтобы они и вовсе не появлялись, требуется соблюдать следующие правила:
- Запрещается очищать и смазывать элементы станка во время процесса эксплуатации.
- После завершения работы на станке, требуется выключить его, дождаться пока точение будет завершено.
- На рабочем месте требуется обязательное хорошее освещение.
- Если в процессе использования станка по металлу ТВ-16 возникли неполадки, то нужно сразу же прекратить работу на нем и обратиться к специалисту.
- При возникновении аварии требуется обесточить станок путем выключения его из электросети.
Соблюдение этих простых правил поможет обезопасить работу на станке.
Видео: Токарный станок ТВ16
promzn.ru
Настольный токарный станок ТВ-9: технические характеристики, паспорт
Станки токарной группы получили широкое распространение в машиностроительной и другой производственной промышленности, основное предназначение заключается в обработке тел вращения, некоторые варианты исполнения из-за внесенных изменений могут использоваться и для проведения иных операций, к примеру, нарезания резьбы или растачивание отверстий. ТВ-9 токарный станок предназначается для проведения всех видов токарных работ и нарезания резьбы. Применение современных технологий при производстве токарного станка ТВ-9 определяет высокую точность проводимых работ, при установке соответствующего режимам резания режущего инструмента оператор может выдерживать заданный параметр шероховатости. Модель применима в среднем и мелкосерийном, штучном производстве, имеет ряд отличительных признаков, о которых далее поговорим подробнее.

Внешний вид станка
Технические характеристики
При выборе подобного оборудования первоначально уделяют внимание информации, которая заносится в паспорт.
Скачать паспорт (инструкцию по эксплуатации) станка ТВ-9
Технические характеристики следующие:
- Максимальный диаметральный размер заготовки: над суппортом составляет 100 мм, над станиной 220 мм. Данный момент определяет то, что станок токарно-винторезный ТВ-9 предназначен для точения относительно небольших заготовок.
- В центрах может устанавливаться заготовка длиной 525 мм, в патроне 500 мм.
- Винторезный станок серии ТВ имеет сквозное отверстие в шпинделе с диаметром 18 мм. Оно необходимо в случае, когда заготовка представлена длинным прутом.
- Есть возможность проводить регулировку скорости вращения шпинделя 6-тью передачами. Скорость вращения может устанавливается в пределе от 60 до 1000 об/мин.
- Вращение создает электродвигатель, работающий от стандартной трехфазной сети, мощность его составляет 11 кВт. Кинематическая схема представлена зубчатыми колесами, которые изготавливаются из нержавеющей стали.
- Есть и возможность использовать быструю подачу суппорта, которая имеет показатель в пределе от 0,1 до 0,32 мм/об.
- Настольный токарный станок ТВ-9 имеет вес 230 кг. При этом показатель может изменятся в зависимости от вида устанавливаемой оснастки.
Технические характеристики токарного станка ТВ-9 указывают на то, что он может устанавливаться как в частных мастерских, так и в заводских цехах. Конструкция имеет относительно небольшой вес, что обуславливает возможность установки без особой подготовки основания.
Кинематическая схема станка
Конструктивные особенности
Проводя обзор настольного токарного станка ТВ-9, следует уделить внимание его конструктивным особенностям:
- Основой конструкции является станина.
- Устройство станка классическое, предусматривает наличие передней и задней бабки.
- Для подачи режущего инструмента имеется суппорт.
- Инструкция по эксплуатации предусматривает возможность проведения регулировки станка ТВ-9 для получения необходимой резьбы путем смены элементов гитары.
- На фартуке расположены основные элементы управления суппортом.
- Коробка подачи.
- Электродвигатель расположен в нижней части конструкции и спрятан в корпусе. Электрическая схема предусматривает управление многими параметрами путем переключения тумблеров, электрический шкаф находится в верхней части передней бабки.
- Для защиты мастера во время работы установлен небольшой защитный экран на суппорте, также есть светильник, который должен улучшить условия обработки при плохой освещенности рабочего места.
Электрическая схема станка
Токарный станок ТВ-9 производит Ростовский завод. Данный производитель специализируется на выпуске малогабаритных станков. В сравнении с аналогами ТВ-9 прост в эксплуатации, обладает высокой надежность и ремонтопригодностью.
Виды проводимых работ
Станок токарно винторезный ТВ-9 предназначен для проведения следующих работ:
- Создание цилиндрической и конической поверхности. Установленный лимб позволяет перемещать суппорт с режущим инструментом одновременно в продольном и поперечном направлении, за счет чего и получается коническая поверхность.
- Также при использовании специальной оснастки можно провести и сверление отверстий.
- Отрезание заготовок выполняется при установке отрезного резца и поперечной подаче.
- Инструкция по эксплуатации предусматривает возможность выполнения работы по нарезанию различной резьбы на цилиндрической поверхности. Для этого можно проводить настройки гитары сменных колес, которая спрятана в корпусе передней бабки.
- Подрезка торцов.
Передняя бабка станка ТВ-9
Электросхема станка ТВ-9 определяет присутствие функции быстрой подачи для ускорения процесса обработки. Назначение модели ТВ-9 токарной группы определяет ее широкую универсальность в применении. При этом она позволяет получать детали с высокоточными размерами и показателем шероховатости. Проведенные тесты указывают на то, что при установке резца с алмазной пластиной в качестве режущей кромки при обработке стали 45 показатель шероховатости не более Ra 0,2 мкм. При точении может использоваться система ручных подач, на органов управления которой нанесена измерительная шкала.
Особенности модели ТВ-9
ТВ-9 успешно пошел лабораторные исследования Минобороны РФ, что определяет высококачественную сборку и надлежащую надежность. Охарактеризовать ТВ-9 можно следующим образом:
- Рациональную компоновку.
- Оптимальное, продуманное расположение основных узлов и органов управления.
- Невысокая периодичность обслуживания.
- Надежность всех установленных узлов.
- Применимость при изготовлении высокоточных деталей.
Механика станка ТВ-9
Также можно отметить тот момент, что в опорах шпинделя устанавливаются подшипники радиально-упорной группы. Высокая жесткость всей конструкции с вышеупомянутыми подшипниками обеспечивают гашение вибрационной нагрузки, в результате чего уменьшается степень брака при точении. При создании конструкции ТВ-9 учитывалась возможность его дополнительного оснащения для существенного расширения области применения. Описание производителя указывает на то, что модель можно уверенно использовать для обработки деталей, вес которых достигает 10 килограмм. При этом при установке износостойкого резца и выборе оптимальных режимов обработки исходя из материала заготовки за один проход можно провести снятие 4 мм на диаметр.
Информация о производителе
Ростовский завод был основан в далеком 1956 году. На сегодняшний день он входит в группу промышленных компаний КомТех, которая известна в сфере производства станков на протяжении последних нескольких лет. Продукция данного производителя хорошо известна на территории России и других стран СНГ, появившиеся ТВ-4 и ТВ-6 получили широкое применение и популярность практически сразу после поступления в продажу. Компания при проектировании своего оборудования уделяет особое внимание экономичности и достижению низкого уровня эксплуатационных расходов, что позволяет снизить себестоимость изделий и повысить эффективность труда. ТВ-9 отличается от своих аналогов показателем межцентрового расстояния. При изготовлении его основных узлов используются самые различные металлы. Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный школьный станок ТВ 4: техническая характеристики, устройство, схема
Ростовским комбинатом учебного оборудования начал выпускаться токарный школьный станок ТВ 4 еще в начале 1970-х годов. И по сей день он используется для обучения школьников и студентов, а также нередко встречается в личных мастерских и мелких предприятиях. Это универсальное устройство имеет много положительных отзывов пользователей и подходит для хобби. Оно позволяет выполнять такие виды работ, как:
- точение поверхностей цилиндров и конусов – внутренних и внешних;
- обработка торцов;
- нарезка резьбы резцом или метчиком;
- отрезка;
- высверливание отверстий.
Работа агрегата осуществляется путем вращения болванки в патроне или центрах. Основной рабочий вал устройства осуществляет вращение за счет ременной передачи, получаемой от электрического двигателя. При выполнении токарных операций резцы подводятся к обрабатываемой болванке благодаря второстепенному движению подачи.
Токарный станок ТВ 4 и его устройство
Устройство состоит из нескольких элементов, среди которых:
- Задняя опора с размещенным в ней электрическим оборудованием.
- Передняя опора с размещенным в ней электрическим двигателем.
- Устойчивая основа устройства, размещенная на двух опорах, на чьей передней части располагается рейка и подвижный винт.
- Коробка подач задает величину подачи при нарезке резьб, что позволяет получить необходимый шаг. Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.
- Узлы агрегата. Передний узел обеспечивает соединение между механизмами вращения и обрабатываемой болванкой. В заднем узле крепится другой конец обрабатываемой болванки.
- Основной рабочий вал (шпиндель) расположен в переднем узле. Вращает обрабатываемую болванку, за счет трехкулачкового патрона, и имеет 6 величин оборотов.
- Электрооборудование, к которому относятся: трансформатор освещения, плавкие предохранители, двигатель и электрический щит.

Органы управления
- установка оборотов вала производится двумя ручками, располагающихся на переднем узле;
- направление подач для нарезки резьб производится рукоятью, расположенной на переднем узле;
- скорости подач и шаги резьб устанавливается при помощи ручки, расположенной на переднем узле;
- ходовой вал переключается рукоятью, находящейся на переднем узле;
- ручное передвижение каретки в осевом направлении производится при помощи маховика, расположенного на фартуке;
- реечное зубчатое колесо включается кнопкой, расположенной на фартуке;
- осевая подача суппорта включается рукоятью, расположенной на фартуке;
- гайка ходового винта запускается рукоятью, расположенной на фартуке;
- ручное передвижение поперечных салазок производится при помощи ручки, расположенной на фартуке;
- резцедержатель закрепляется при помощи ручки, расположенной на фартуке;
- пиноль заднего узла фиксируется ручкой, расположенной на заднем узле;
- продольное перемещение пиноли осуществляется при помощи маховика, расположенного на заднем узле;
- трансформатор освещения расположен на задней тумбе устройства;
- местное освещение включается и выключается при помощи переключателя, расположенного на задней тумбе;
- предохранительная колодка располагается на задней тумбе;
- магнитный пускатель располагается на задней тумбе;
- реверсивный запуск станка производится при помощи кнопки, расположенной на передней тумбе;
- светильник располагается на переднем узле;
- установка заднего узла к направляющим производится при помощи ручки, расположенной на заднем узле;
- выключатель сети располагается на задней тумбе;
- защитный элемент располагается на фартуке.
Основные элементы конструкции
- Коробка подач – при помощи гитары сменных шестерней коробка получает вращательное воздействие, а ее устройство обеспечивает нарезку резьб разных шагов. Рукоятью производится запуск ходового вала или винта. Шестерня, перемещаясь, выходит из зацепления с другой шестерней и зацепляется с муфтой, передающей вращение на вал. Запуск винта и вала в одно время конструкцией исключен.
- Передний узел – иначе называемый коробкой скоростей, узел находится с левой стороны агрегата. Основной вал вращается под воздействием электродвигателя при помощи клиновременной передачи. В переднем узле расположен патрон, фиксирующий обрабатываемую болванку. Вращение передается через неподвижное цилиндрическое зубчатое колесо, находящееся на валу, на вал с блок-шестерней и неподвижным зубчатым колесом. Рукоятками перемещаются подвижные зубчатые колеса, находящиеся на другом валу, которые зацепляются с другими шестернями, передавая вращение шпинделю.
- Гитара – данный элемент передает вращение с основного вала коробки скоростей на коробку подач и состоит из шестерней, находящихся на кронштейне.
- Фартук – производит перпендикулярную подачу суппорта ходовым валом и осевую – ходовым винтом (механическую или ручную). Ручная подача производится маховиком. На валу располагается зубчатое колесо, которое зацепляется с реечной шестерней, расположенной на валике и установленной на станине.
- Суппорт – элемент перемещает резцы при помощи 4 кареток (перемещающейся по направляющим основы; перемещающийся по перпендикулярным направляющим и перемещающий резец в поперечном направлении; поворачивающийся в обе стороны от центрального положения; перемещающаяся в осевом направлении по направляющим каретки, в которой закреплен резцедержатель).
- Задний узел – поддерживает второй конец обрабатываемой болванки. Корпус узла располагается на, перемещающейся по направляющим станины, основе. Внутри находится пиноль, чье передвижение в осевом направлении осуществляется маховиком.
Технические характеристики
Учебный токарно-винторезный станок ТВ 4 по паспорту имеет следующие параметры:
- диаметр обрабатываемой болванки – 20 см;
- диаметр точения над суппортом – 12,5 см;
- диаметр обрабатываемого прута – 1,5 см;
- расстояние между центрами – 35 см;
- длина обтачивания – 30 см;
- число оборотов шпинделя – 120-170 об/мин;
- продольные подачи – 0.08-0,012 мм/об;
- метрический шаг нарезаемой резьбы – 0,8;1;1,25;
- диаметр отверстия – 1,6 см;
- габариты – 110х47х102 см;
- вес – 280 кг.
Видео: обзор токарного станка ТВ 4.
Токарный школьный станок по металлу ТВ 4: устройство,характеристика,схемы
Передняя бабка токарного станка
Передняя бабка токарного станка расположена с левой стороны станины. Ее еще называют коробкой скоростей.
Вращение шпинделя коробки скоростей осуществляется с помощью электродвигателя. Через клиноременную передачу и систему зубчатых зацеплений. В передней бабки крепится патрон, на котором закрепляется обрабатываемая деталь.
Внутри коробки скоростей вращательное движение передается через вал 2 и цилиндрическую шестерню 3, расположенная на валу неподвижно, на вал 4, на котором сидят блок-шестерня 5 и неподвижная шестерня 12.
На валу 7 расположены подвижные блок-шестерни 8 и 11, которые перемещаются при помощи рукояток 1 и 2.
Блочная шестерня 8 находится в зацеплении с блоком 5 или зубчатым колесом 12, тем самым передавать крутящий момент на вал 7 и блочной шестерни 13, находящаяся на шпинделе.
Шпиндель токарного станка передает крутящий момент заготовке, которая крепиться в трехкулачковом патроне или планшайбе с поводком.
Коробка подач токарного станка
Коробка подач токарного станка получает вращательное движение от коробки скоростей с помощью гитары сменных зубчатых колес.
Механизм коробки подач позволяет нарезать метрическую резьбу с различным шагом.
Включение ходового винта или вала осуществляется с помощью рукоятки 5. При перемещении шестерни 9, она выйдет из зацепления с зубчатым колесом 10 и войдет в зацепление с муфтой 11, которая передает крутящий момент на ходовой валик. В конструкции исключается возможность одновременного включение ходового вал и винта.
Гитара токарного станка ТВ 4
Гитара токарного станка предназначена для передачи крутящего момента с шпинделя коробки скоростей на коробку подач. Гитара сменных зубчатых колес состоит из кронштейна 1, на котором расположены шестерни 2, 4, 7.
Передаточное отношение гитары токарного станка ТВ 4 составляет ¼.
Суппорт токарного станка ТВ 4
Суппорт токарного станка ТВ 4 предназначен для перемещения режущего инструмента. На суппорте расположены 4 каретки:
- 1-я каретка перемещается по направляющим станины;
- 2-я перемещается по поперечным направляющим каретки 1, поперечно перемещая режущий инструмент;
- 3-я поворачивается на 45 градусов от среднего положения в обе стороны;
- 4-я каретка, несущая резцедержатель и перемещается в продольном направлении по направляющим каретки 3.
Фартук токарного станка ТВ 4
Фартук токарного станка ТВ 4 осуществляет как механическую, так и ручную продольную подачу (S) суппорта при помощи ходового вала и продольную – ходовым винтом.
Вращением маховика 1 осуществляется ручная подача ходового вала, насаженного на вал 4, на котором расположена шестерня 11.Шестерня 11 входит в зацепление с зубчатым колесом 3, сидящий на валике с реечной шестерней 2.Шестерня 2 входит в зацепление с рейкой, которая жестко прикрепленная к станине.
Подача осуществляется ходовым винтом, путем поворота вниз ручки 7, соединяющей маточную гайку 8 и 9 с винтом.
Задняя бабка токарного станка
Задняя бабка токарного станка предназначена для поддержания с помощью центра второго конца заготовки.
Корпус задней баки расположен на основании 2, который перемещается по направляющим станины.
В корпусе расположен пиноль, перемещающийся в продольном направлении. Перемещение пиноли задней бабки осуществляется маховиком 4, вращающий винт 5. Чтобы пиноль при перемещении не проворачивался, она имеет шпоночное соединение, состоящие с винт-шпонки 7.
При помощи рукоятки 10 осуществляется зажим пиноли в корпусе задней бабки
Техническая характеристика токарно-винторезного станка по металлу ТВ 4
| Основные параметры | ТВ 4 |
|---|---|
| Наибольший диаметр изделия, мм | 200 |
Наибольший диаметр точения над нижней частью суппорта,мм | 125 |
Наибольший диаметр обрабатываемого прутка, мм | 15 |
| Расстояние между центрами,мм | 350 |
| Наибольшая длина обтачивания,мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | 120-710 |
| Пределы продольных подач,мм/об | 0,08-0,012 |
| Нарезаемые резьбы: | |
| Метрическая шагом,мм | 0,8;1;1,25 |
| Диаметр отверстия в шпинделе,мм | 16 |
| Габариты станка | 1100х470х1020 |
| Вес станка,кг | 280 |
Нужна автотехника МАЗ? Автокраны, тягачи, строительная и комунальная техника заказывайте у официального дилера на http://www.ukreuromaz.com/.
www.metalstanki.com.ua
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) – Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель – Завод “Учебное оборудование № 1” г. Ростов на Дону.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 125 мм
- Расстояние между центрами – 350 мм
- Наибольшая длина обтачивания – 300 мм
- Мощность электродвигателя – 0,6 кВт
- Вес станка полный – 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой – М36х4
- Диаметр отверстия в шпинделе – Ø 16 мм
- Наибольший диаметр обрабатываемого прутка – Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту – (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона – Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: – (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических – (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 – Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
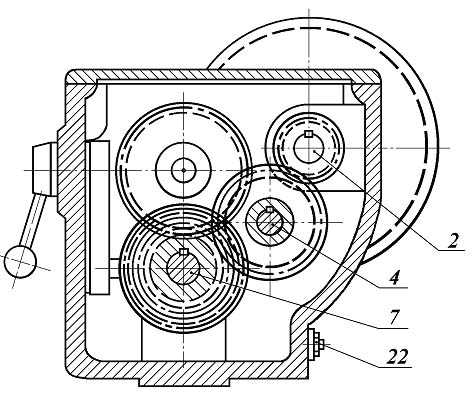
Габаритные размеры рабочего пространства станка ТВ-4
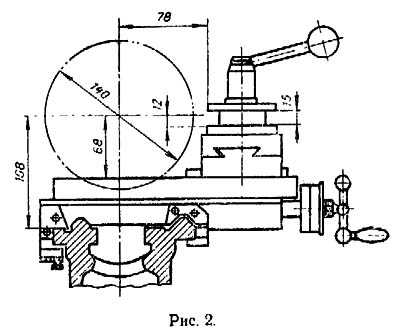
Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4

Фото токарно-винторезного станка ТВ-4
Расположение составных частей и органов управления токарным станком ТВ-4
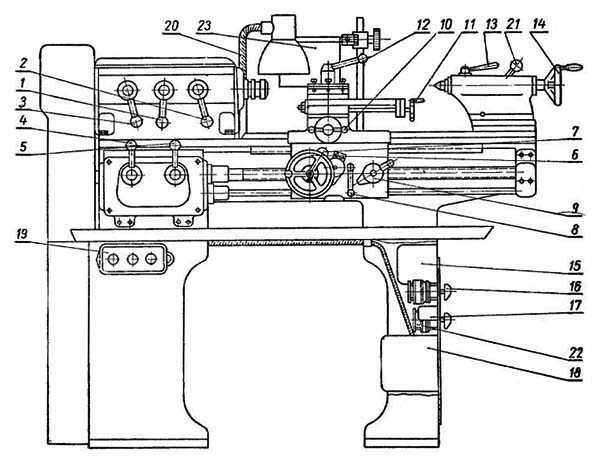
Расположение составных частей и органов управления токарным станком ТВ-4
Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
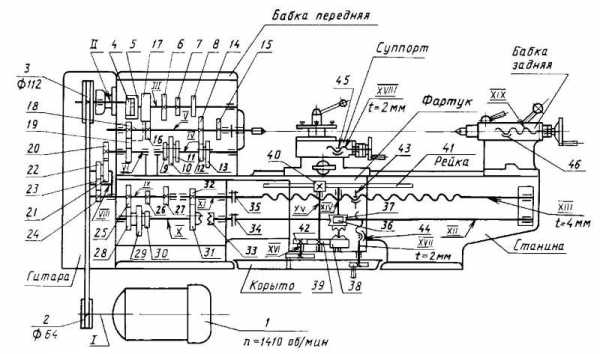
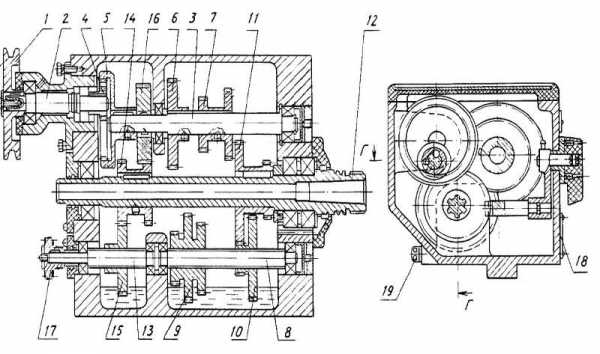
Схема кинематическая токарно-винторезного станка ТВ-4
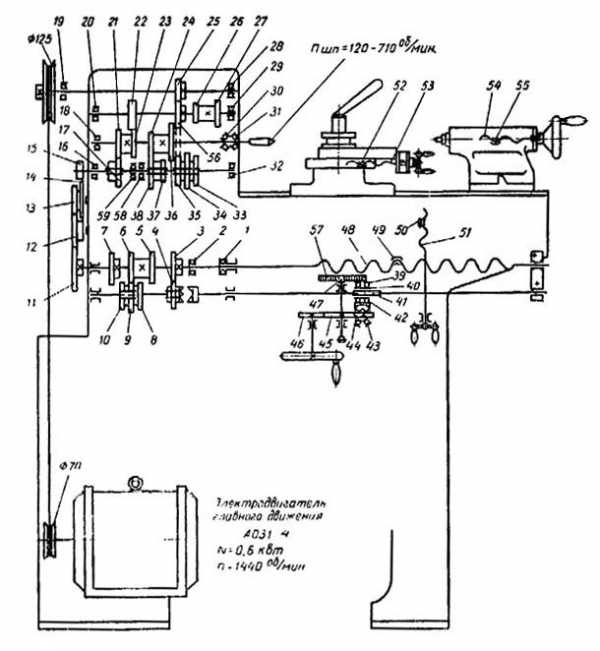
Схема кинематическая токарно-винторезного станка ТВ-4
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
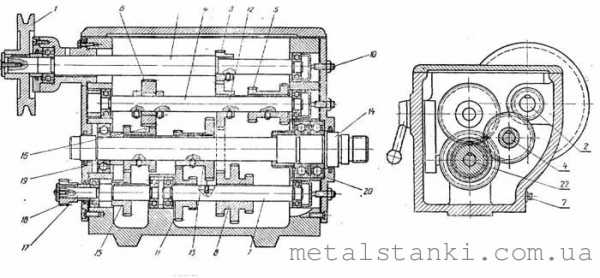
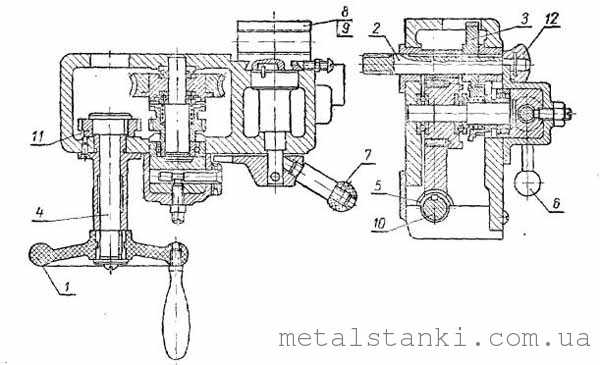
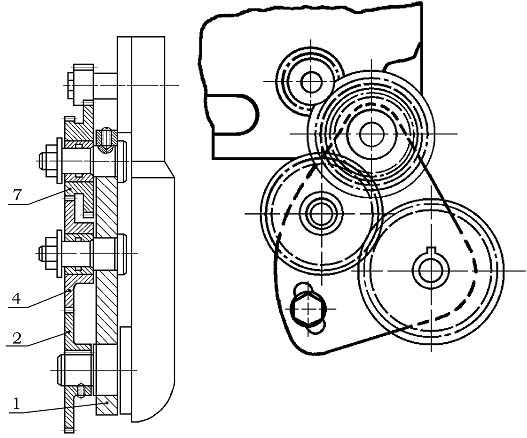
Передняя бабка токарно-винторезного станка ТВ-4
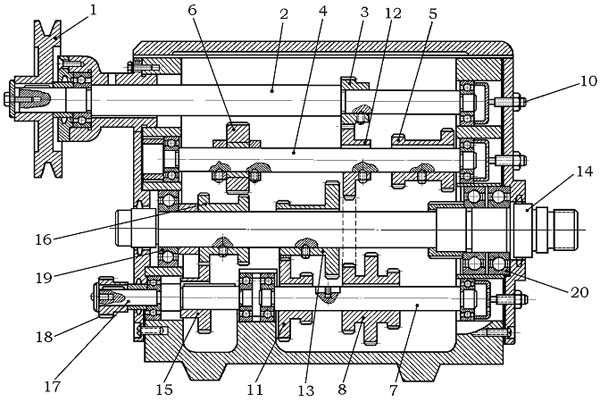
Чертеж передней бабки токарного станка ТВ-4
Чертеж передней бабки токарного станка ТВ-4
Фото передней бабки станка ТВ-4

Фото передней бабки токарно-винторезного станка ТВ-4
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
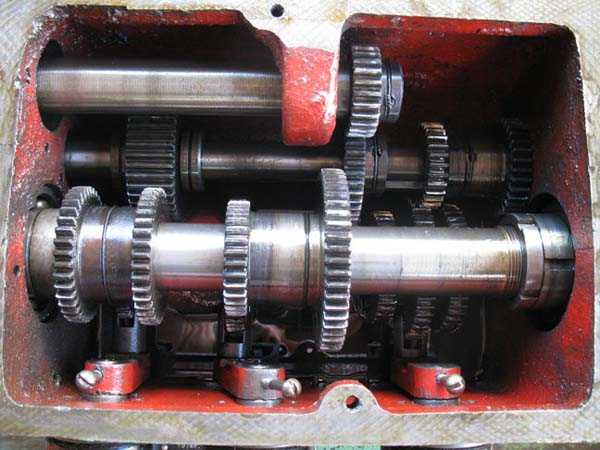
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
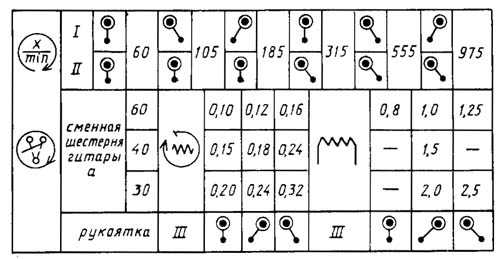
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
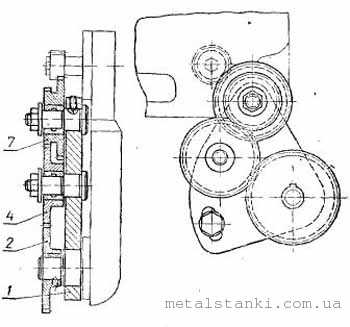
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
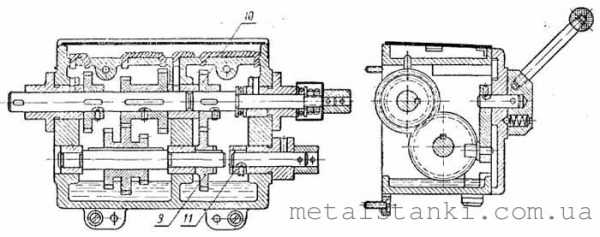
Коробка подач токарно-винторезного станка ТВ-4
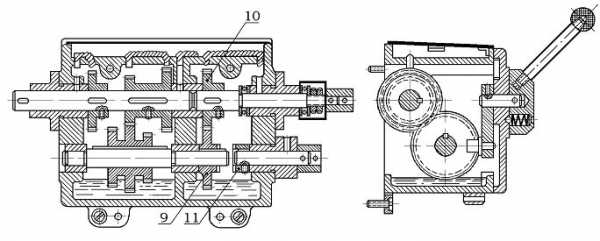
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4

Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
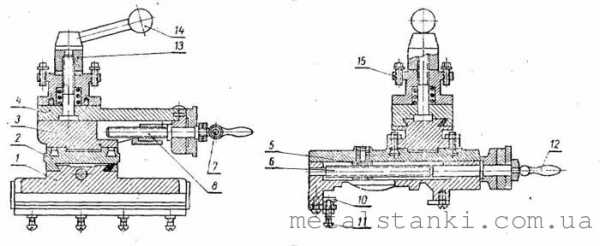
Суппорт токарно-винторезного станка ТВ-4
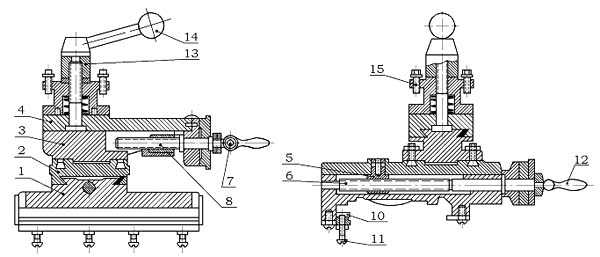
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
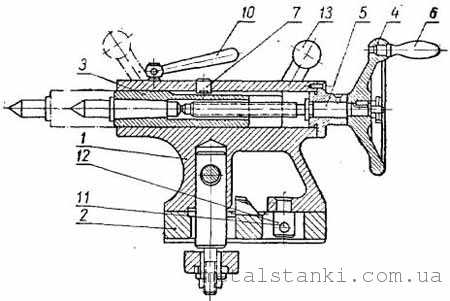
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
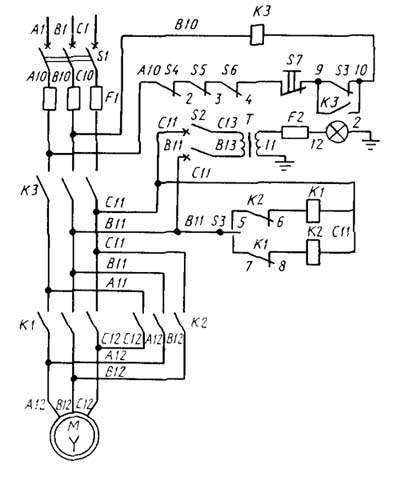
Схема электрическая токарно-винторезного станка ТВ-4
Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
Токарно-винторезный станок ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
тв-4 Паспорт токарно-винторезного станка, Скачать
stanki-katalog.ru
Школьный токарный станок ТВ 6:устройство,фото,видео,характеристики
Кинематическая схема токарного станка ТВ 6
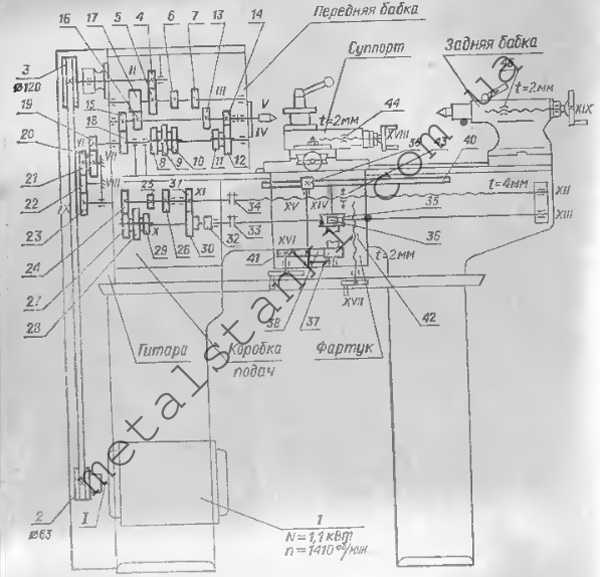
фото:кинематическая схема токарного станка
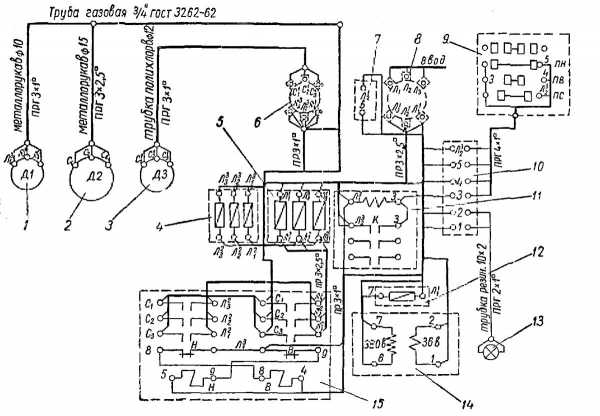
Электрическая схема токарного станка ТВ 6
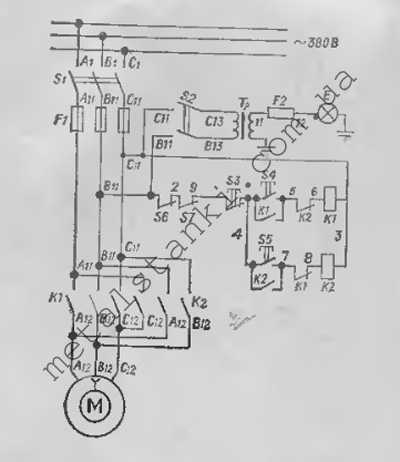
фото:электрическая схема токарного станка
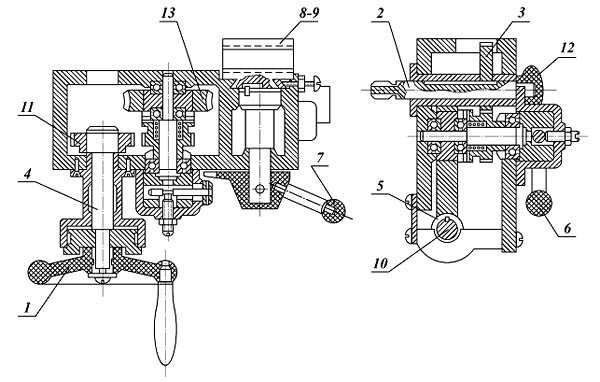
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
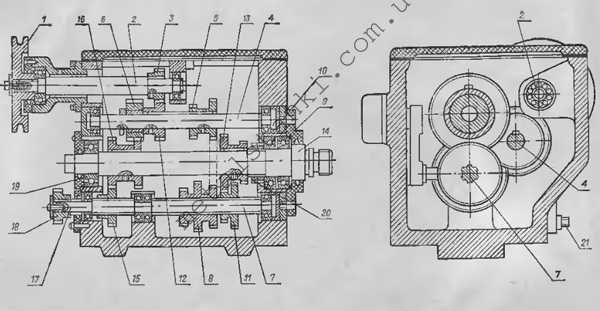
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
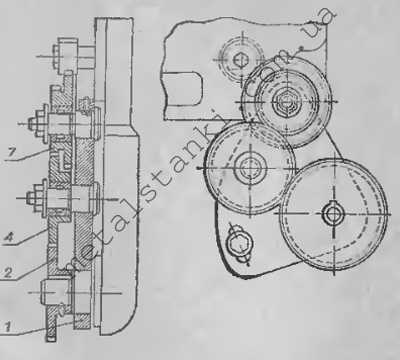
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
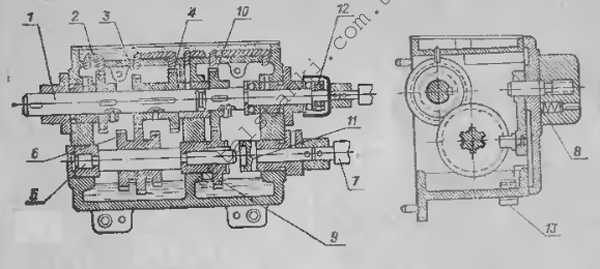
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
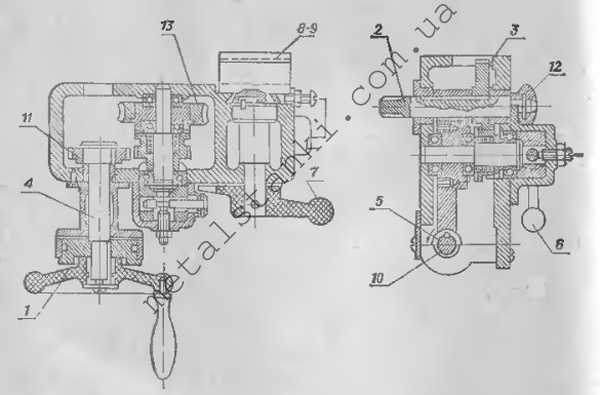
фото:фартук токарного станка
Задняя бабка токарного станка ТВ 6
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.
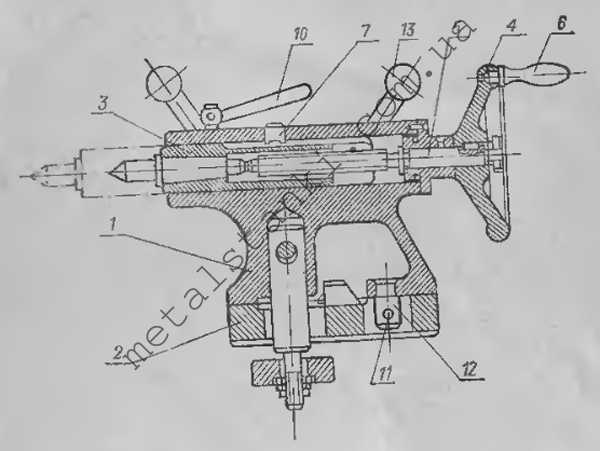
фото:задняя бабка токарного станка
Техническая характеристика школьного токарно-винторезного станка по металлу ТВ 6
| Основные параметры | ТВ 6 |
|---|---|
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130…170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
www.metalstanki.com.ua
Токарно-винторезный станок ТВ-16: характеристики, паспорт, видео
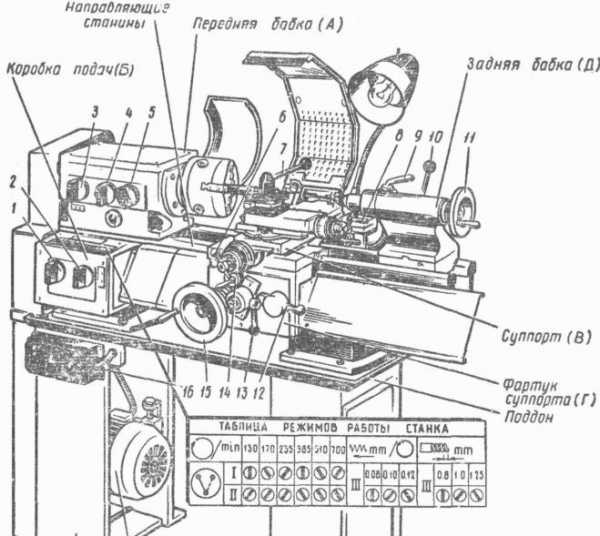
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.

Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
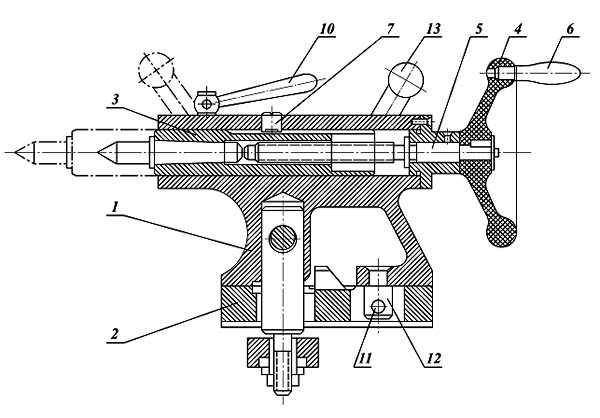
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
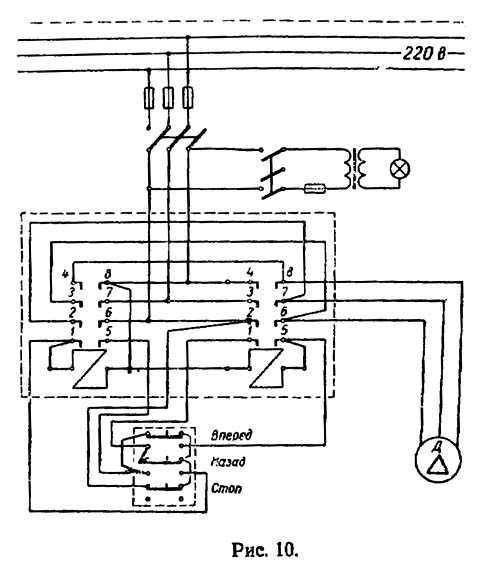
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.

Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru