, ГОСТ от 17 января 1974 года №19425-74")
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
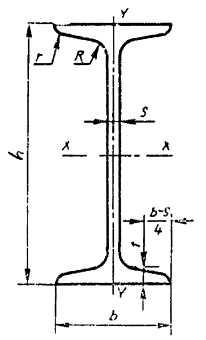
Дата введения 01.07.90 Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок. 1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1. h – высота двутавра; b – ширина полки; s – толщина стенки; t – средняя толщина полки; R – радиус внутреннего закругления; r – радиус закругления полки Черт. 1 Примечание. Уклон внутренних граней полок должен быть 6 – 12 %. Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м двутавра вычищены по номинальным размерам; плотность стали принята равной 7,85 г/см3. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт. 1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется. 3. В таблицах используют обозначения: I – момент инерции; W – момент сопротивления; S – статический момент полусечения; i – радиус инерции. 4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках. 2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1. 3. По точности прокатки двутавры изготовляют: повышенной точности – Б, обычной точности – В. 4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1 – 2) должны соответствовать приведенным в табл. 2. b1
– ширина укороченного фланца; b2 -
ширина удлиненного фланца; Черт. 2 Таблица 2 мм
_____________ * Плюсовые отклонения ограничиваются предельными отклонениями по массе. 5. Прогиб стенки (f) не должен превышать 0,15 S. 6. Кривизна двутавра не должна превышать 0,2 % длины. 7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности – не контролируется. 8. Профили изготавливают длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины. По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м. 9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %. По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16. 10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра. Высоту двутавра контролируют в плоскости Y – Y. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940 3. Стандарт полностью соответствует СТ СЭВ 2209-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 5951-75, TGL 10369 6. ВЗАМЕН ГОСТ 8239-72 7. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95) 8. ПЕРЕИЗДАНИЕ Октябрь 2001 г. |
|||||||||||||||
files.stroyinf.ru
Сортамент. Балки двутавровые (ГОСТ 8239-72) 003
Попробуй новый онлайн расчет сплошных сечений.
|
№ профиля |
Масса 1 м, кг |
Размеры, мм |
Площадь сечения см 2 |
Справочные величины для осей | |||||||||
|
см 4 |
см 3 |
см |
см 3 |
см 4 |
см 3 |
см |
|||||||
| 10 | 9,46 | 100 | 55 | 4,5 | 7,2 | 12,0 | 198 | 39,7 | 4,06 | 23,0 | 17,9 | 6,49 | 1,22 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 12 | 11,5 | 120 | 64 | 4,8 | 7,3 | 14,7 | 350 | 58,4 | 4,88 | 33,7 | 27,9 | 8,72 | 1,38 |
| 14 | 13,7 | 140 | 73 | 4,9 | 7,5 | 17,4 | 572 | 81,7 | 5,73 | 46,8 | 41,9 | 11,5 | 1,55 |
| 16 | 15,0 | 160 | 81 | 5,0 | 7,8 | 20,2 | 873 | 109 | 6,57 | 62,3 | 58,6 | 14,5 | 1,70 |
| 18 | 18,4 | 180 | 90 | 5,1 | 8,1 | 23,4 | 1290 | 143 | 7,42 | 81,4 | 82,6 | 18,4 | 1,88 |
| 18a | 19,9 | 180 | 100 | 5,1 | 8,3 | 25,4 | 1430 | 159 | 7,51 | 89,8 | 114 | 22,8 | 2,12 |
| 20 | 21,0 | 200 | 100 | 5,2 | 8,4 | 26,8 | 1840 | 184 | 8,28 | 104 | 115 | 23,1 | 2,07 |
| 20a | 22,7 | 200 | 110 | 5,2 | 8,6 | 28,9 | 2030 | 203 | 8,37 | 114 | 155 | 28,2 | 2,32 |
| 22 | 24,0 | 220 | 110 | 5,4 | 8,7 | 30,6 | 2550 | 232 | 9,13 | 131 | 157 | 28,6 | 2,27 |
| 22a | 25,8 | 220 | 120 | 5,4 | 8,9 | 32,8 | 2790 | 254 | 9,22 | 143 | 206 | 34,3 | 2,50 |
| 24 | 27,3 | 240 | 115 | 5,6 | 9,5 | 34,8 | 3460 | 289 | 9,97 | 163 | 198 | 34,5 | 2,37 |
| 24a | 29,4 | 240 | 125 | 5,6 | 9,8 | 37,5 | 3800 | 317 | 10,1 | 178 | 260 | 41,6 | 2,63 |
| 27 | 31,5 | 270 | 125 | 6,0 | 9,8 | 40,2 | 5010 | 371 | 11,2 | 210 | 260 | 41,5 | 2,54 |
| 27a | 33,9 | 270 | 135 | 6,0 | 10,2 | 43,2 | 5500 | 407 | 11,3 | 229 | 337 | 50,0 | 2,80 |
| 30 | 36,5 | 300 | 135 | 6,5 | 10,2 | 46,5 | 7080 | 472 | 12,3 | 268 | 337 | 49,9 | 2,69 |
| 30a | 39,2 | 300 | 145 | 6,5 | 10,7 | 49,9 | 7780 | 518 | 12,5 | 292 | 436 | 60,1 | 2,95 |
| 33 | 42,2 | 330 | 140 | 7,0 | 11,2 | 53,8 | 9840 | 597 | 13,5 | 339 | 419 | 59,9 | 2,76 |
| 36 | 48,6 | 360 | 145 | 7,5 | 12,3 | 61,9 | 13380 | 743 | 14,7 | 423 | 516 | 71,1 | 2,89 |
| 40 | 57,0 | 400 | 155 | 8,3 | 13,0 | 72,6 | 19062 | 953 | 16,2 | 545 | 667 | 86,1 | 3,03 |
| 45 | 66,5 | 450 | 160 | 9,0 | 14,2 | 84,7 | 27696 | 1231 | 18,1 | 708 | 808 | 101,0 | 3,00 |
| 50 | 78,5 | 500 | 170 | 10,0 | 15,2 | 100,0 | 39727 | 1589 | 19,9 | 919 | 1043 | 123,0 | 3,23 |
| 55 | 96,2 | 550 | 180 | 11,0 | 16,5 | 118,0 | 55962 | 2035 | 21,8 | 1181 | 1356 | 151,0 | 3,39 |
| 60 | 108,0 | 600 | 190 | 12,0 | 17,8 | 138,0 | 75806 | 2560 | 23,6 | 1491 | 1725 | 182,0 | 3,54 |
Понравилась статья! Поддержи проект! Ставь ЛАЙК!
www.sopromat.info
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ СОРТАМЕНТ ГОСТ 8239-89 (СТ СЭВ 2209-80)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Срок действия с 01.07.90 Несоблюдение стандарта преследуется по закону Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок. 1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
h — высота двутавра; b — ширина полки; s — толщина стенки; t — средняя толщина полки; R — радиус внутреннего закругления; r — радиус закругления полки Черт. 1 Примечание. Уклон внутренних граней полок должен быть 6—12 %. Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м двутавра вычищены по номинальным размерам; плотность стали принята равной 7,85 г/см3. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок, указанные на черт. 1 и в табл. 1, приведены для построения калибров и на готовом прокате не контролируется. 3. В таблицах используют обозначения: I — момент инерции; W — момент сопротивления; S — статический момент полусечения; i — радиус инерции. 4. Двутавры от № 24 до № 60 не рекомендуется применять в новых разработках.
2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл. 1. 3. По точности прокатки двутавры изготовляют: повышенной точности — Б, обычной точности — В. 4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт. 1—2) должны соответствовать приведенным в табл. 2.
b1 — ширина укороченного фланца; b2 — ширина удлиненного фланца; D — перекос полки; f — прогиб стенки Черт. 2
Таблица 2 мм
_____________ * Плюсовые отклонения ограничиваются предельными отклонениями по массе.
5. Прогиб стенки (f) не должен превышать 0,15 S. 6. Кривизна двутавра не должна превышать 0,2 % длины. 7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности — не контролируется. 8. Профили изготавливают длиной от 4 до 12 м: мерной длины; кратной мерной длины; немерной длины. По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м. 9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5 %. По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3 % для двутавров до № 16 и плюс 2,5, минус 2,5 % для двутавров свыше 16. 10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра. Высоту двутавра контролируют в плоскости Y — Y.
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 № 2940 3. Стандарт полностью соответствует СТ СЭВ 2209-80 4. Стандарт соответствует МС ИСО 657/13 5. Стандарт унифицирован с БДС 5951—75, TGL 10369 6. ВЗАМЕН ГОСТ 8239-72 7. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95) 8. ПЕРЕИЗДАНИЕ Октябрь 2001 г. |
|||||||||||||||
files.stroyinf.ru
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДВУТАВРЫ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ
С ПАРАЛЛЕЛЬНЫМИ ГРАНЯМИ ПОЛОК
Сортамент
ГОСТ 26020-83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ С ПАРАЛЛЕЛЬНЫМИ ГРАНЯМИ ПОЛОК Сортамент Hot-rolled steel I-beam with parallel flange edges. Dimensions |
ГОСТ
|
Постановлением Государственного комитета СССР по стандартам от 17 декабря 1983 г. № 6095 срок действия установлен
1. Настоящий стандарт распространяется на стальные горячекатаные двутавры с параллельными гранями полок высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм.
2. По соотношению размеров и условиям применения двутавры подразделяются на типы:
К – колонные двутавры.
3. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
4. Размеры двутавров, площадь поперечного сечения, линейная плотность и справочные величины приведены в табл. 1.
5. Предельные отклонения по размерам и геометрической форме двутавров (черт. 1 и 2) не должны превышать величин, приведенных в табл. 2.
Обозначение к чертежу и табл. 1:
h – высота двутвара; b – ширина полки; s – толщина стенки; t – толщина полки; r – радиус сопряжения; I – момент инерции; W – момент сопротивления; S – статистический момент полусечения; i – радиус инерции.
Черт. 1
f – кривизна стенки по высоте сечения.
Черт. 2
znaytovar.ru
Сортамент двутавров
Двутавры – это разновидность строительного материала, который используется для разных целей, но чаще всего для создания несущих конструкций. Это балка, которая делается из металла или дерева. Она имеет необычную форму сечения, благодаря которой и получила свое название. По виду двутавр очень похож на две буквы «Т», соединенные в нижней части, образуя букву «Н». Благодаря такой форме двутавры способны выдерживать колоссальную нагрузку, в десятки раз больше чем обычная балка или швеллер.
Для изготовления двутавров используется черная углеродистая сталь или низколегированная сталь. Сортамент двутавров просто поражает. Рядовой пользователь может запутаться, так как существует десятки изделий, которые отличаются по своему способу изготовления, ширине полок, характеристикам и другим особенностям. Чтобы разобраться во всем этом, нужно ознакомиться с сортаментом и выделить группы изделий, которые продаются в свободном доступе.
Классификация
Каждый должен знать, что существует две большие группы двутавров, которые уже делятся на всевозможные подгруппы. Эти две группы характеризуются способом изготовления:
- Двутавры, производимые методом горячего катания, которые являются монолитными.
- Двутавры, производимые методом сварки, состоящие из нескольких элементов, соединенных при помощи сварочного аппарата.
Именно с них можно рассматривать сортамент двутавров, прописанный в ГОСТ.
Сортамент горячекатаных изделий
Если говорить о сечении и их форме, то двутавры, производимые методом горячей катки можно разделить на такие виды:
- продукция, производимая с уклоном граней полок внутри, которые создаются по положениям, прописанным в ГОСТ в пунктах 8239.89 и 19425.74;
- изделия, у которых грани полок делаются параллельными относительно друг друга, соответствующие положением ГОСТ 26020.83.
Продукция имеющая уклоны внутренних полок
Если говорить об изделиях, которые производятся согласно нормативам ГОСТ 8239/89, то их допустимый уклон граней составляет 12% и не больше. Сортамент отличается точностью прокатки и делится на два вида, которые маркируются следующим образом:
- «Б» – двутавры повышенной точности;
- «В» – двутавры обычной точности.
Что касается балок, выпускаемых по ГОСТ 19425/74, то они делятся на два вида в зависимости от использования:
- «М» – для создания подвесных путей. При этом уклон внутренних граней продукции не должен превышать 12%;
- «С» – чтобы выполнять армирование шахтных стволов. В этом случае уклон полок может быть больше, до 16%.
Продукция с параллельными гранями полок
Существуют стандартные размеры такой продукции, изготавливаемой по методу горячекатания. Размерные параметры следующие:
- высота – от 100 до 1000 мм;
- ширина полки – от 55 до 400 мм.
К тому же такие изделия с параллельными полками делятся на следующие виды:
- «Б» – нормальные. Именно такие разновидности изделий нужны для сооружения построек с колоннами решетчатого типа.
- «Ш» – широкополочные. У такой продукции ширина полок идентична их высоте. Такие балки хорошо переносят сжимающую нагрузку в конструкции с небольшими колоннами. Сортамент двутавров широкополочных: таблица.
- «К» – колонные балки. Используются для колонн. Двутавр колонный: сортамент.
- «Д» – особые двутавры или дополнительной серии.
Кроме стандартов изготовления, прописанных в ГОСТ 26020/83, горячекатаные двутавры с параллельными гранями полок делаются согласно СТО АСЧМ 20/93. Это объясняет, почему размерные параметры в некоторых случаях могут не совпадать. Особенно это касается продукции с большими размерами.
Характеристики горячекатаной продукции
Особенность монолитных горячекатаных изделий в том, что они очень прочные на изгиб и на сжатие. Если использовать такие изделия в строительстве, то сдвиги, усадка, образование трещин в ходе эксплуатации не будут появляться.
Метод горячей прокатки является основным способом получения качественных двутавров. Это высокопроизводительный процесс, благодаря которому изделия получаются с высокой точностью и правильных размеров. Недостатком является то, что на поверхности могут быть окалины. К тому же производство данных балок выполняется на сложном и дорогостоящем оборудовании. Другой минус – ограниченность в размерах. Технология не позволяет выпускать длинные балки, которые можно делать методом сварки. Размеры и сортамент двутавров: таблица:
Что касается прочностных характеристик, то на них влияют следующие факторы:
- Марка стали, используемая для создания. Например, чтобы получить продукцию ответственного назначения, или которая будет предназначаться для эксплуатации в суровом климате, используется низколегированная сталь 09Г2С.
- Общая длина изделий. Логично, что чем длиннее балка, то тем меньшие у ее прочностные характеристики.
- Вид поперечного сечения, а именно, продукция с уклоном внутренних граней или параллельными гранями полок.
- Вариант монтажа балки и тип оказываемой на нее нагрузки.
Что касается недостатков горячекатаной продукции, то она следующая:
- Весь сортамент двутавров балочных имеет склонность к возникновению ржавчины. А это значит, что продукция нуждается в дополнительной защите. Сюда входит окрашивание или цинкование.
- Чем больше длина пролета, тем хуже несущие способности балки.
Сварные изделия
В некоторых случаях уместней использовать именно сварной двутавр. Такие изделия очень распространены в строительном деле. Их часто используют для создания жилых домов, объектов инфраструктуры, а также промышленных и общественных построек.
Его основное отличие в методе изготовления. Он делается из трех пластин, которые соединяются друг с другом методом сварки. Технология создания такого двутавра следующая:
- Стальные листы разрезаются на полоски нужного размера.
- Благодаря специальному станку, выполняется разделка кромки, которая улучшит провар изделий друг с другом.
- За счет использования спецтехники, заготовки укладываются на конвейер, где они правильно размещаются и фиксируются на месте.
- Следующий этап – сварка деталей флюсом. Работа выполняется на специальном станке, который оборудован комплектом сварочных головок. Они перемещаются по порталу.
Важно! Особенность создания двутавром методом сварки в том, что все происходит на автоматических линиях, а за качество изделий и их размеры отвечает лазерная система. Если она обнаруживает дефектные изделия, то они устраняются, после чего выполняется вторая проверка.
- Дальше выполняется правка, торцовка и сверловка изделий на станках, управляемых специальной программой.
- Изделия очищаются от ржавчины, остатков масла и грязи.
- В зависимости от требований, на них можно наносить краску.
Ниже перечислены преимущества, которыми обладает сварной двутавр:
- с учетом сферы использования, продукция может быть выполнена с переменной толщиной профиля, а для создания стенки и полок берется два вида стали. Одна из них дешевле, другая дороже и имеет перфорацию, благодаря которой уменьшается удельный вес. Такой подход позволяет сделать продукцию дешевле, при этом не теряя в ее прочности в участках с нагрузкой;
- двутавры с отверстиями имеют меньший вес, поэтому нагрузка на фундамент будет меньшая. Как результат, меньше средств на его создание;
- размеры сварных изделий могут быть самыми разными, в зависимости от требований заказчика;
- благодаря сварным изделиям появляется возможность создавать необычные архитектурные формы.
Сортамент продукции сварного типа практически ничем не отличается от горячекатаного. Здесь все те же марки: «Б» (обычный), «Ш» (широкополочный), «К» (колонный), и с параллельными гранями полок, которые изготавливаются по СТО АСЧМ 20/93 и ГОСТ 26020/83. К тому же фирмы принимают индивидуальные заказы, согласно чертежам от заказчика. А еще сортамент включает в себя двутавры с разными размерами полок.
Заключение
Сортамент двутавров довольно велик, как и разновидность изделий Это незаменимая продукция, если нужно сделать перекрытие кровли или возвести здание. Имея всю необходимую информацию о сортаменте, можно подобрать оптимальный вариант для своих целей.
Что еще почитать по теме?
Автор статьи:Сергей Новожилов – эксперт по кровельным материалам с 9-летним опытом практической работы в области инженерных решений в строительстве.
Понравилась статья? Поделись с друзьями в социальных сетях:Вконтакте
Одноклассники
Google+
proroofer.ru
Двутавровые балки ГОСТ 8239-89, 26020-83, 19425-74, СТО АСЧМ 20-93
Представлен основной ГОСТ на двутавровые балки, стальных и горячекатанных в таблице.
Двутавровая балка размеры ГОСТ
| Номер | Название |
Двутавры (балки двутавровые) с уклоном внутренних граней полок | |
| ГОСТ 8239-89 | Двутавры стальные горячекатаные. Сортамент |
| ГОСТ 19425-74 | Балки двутавровые и швеллеры стальные специальные. Сортамент |
Двутавры (балки двутавровые) с параллельными гранями полок | |
| ГОСТ 26020-83 | Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент |
Двутавровые балки (двутавры) по техническим условиям заводов-изготовителей | |
| СТО АСЧМ 20-93 | Прокат стальной сортовой фасонного профиля. Двутавры горячекатаные с параллельными гранями полок. Технические условия Нижнетагильского металлургического комбината |
| ТУ 14-2-336-78 | Профиль двутавровый для шарнирных остряков № 8 |
| ТУ У 01412851.001-95 | Сварные двутавры |
Прочие виды специальных балок двутавровых (двутавров) | |
| ГОСТ 5267.5-90 | Профиль двутавровый № 19 для хребтовой балки. Сортамент |
| ГОСТ 5267.3-90 | Профиль зетовый для хребтовой балки. Сортамент |
Балка двутавровая ГОСТ 8239
Балка двутавровая ГОСТ 8239 – настоящий стандарт устанавливает сортамент горячекатаных стальных двутавровых балок с уклоном внутренних граней полок.
Балка двутавровая ГОСТ 19425
Балка двутавровая ГОСТ 19425 – Специальный двутавр (балка двутавровая) (ГОСТ 19425-74): М – для подвесных путей (уклон внутренних граней не более 12%): №18М, 24М, 30М, 36М, 45М;
Размеры, масса и количество метров в тонне двутавров стальных горячекатаных по ГОСТ 19425-74 можете узнать по ссылке >>>
balka-dvutavrovaya.ru
ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные. Сортамент
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАЛКИ ДВУТАВРОВЫЕ И ШВЕЛЛЕРЫ СТАЛЬНЫЕ СПЕЦИАЛЬНЫЕ
СОРТАМЕНТ
ГОСТ 19425-74
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
БАЛКИ ДВУТАВРОВЫЕ И ШВЕЛЛЕРЫ СТАЛЬНЫЕ СПЕЦИАЛЬНЫЕ СОРТАМЕНТSpecial-purpose steel I-beams and channels. Dimensions |
ГОСТ ВзаменГОСТ 5157-53 в части балок двутавровых для подвесных путей |
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 января 1974 г. № 149 срок введения установлен
с 01.01.75
Проверен в 1985 г. Постановлением Госстандарта от 27.06.85 № 2031 срок действия продлен
до 01.07.95
1 . Настоящий стандарт распространяется на горячекатаные двутавровые балки для подвесных путей (М), армировки шахтных стволов (С) и швеллеры для автомобильной промышленности (С).
1 а. По точности прокатки профили изготовляют:
высокой точности – А,
обычной точности – В.
(Введен дополнительно, Изм. № 2 ).
2 . Форма, размеры балок и швеллеров, площадь поперечного сечения, масса 1 м и справочные величины должны соответствовать указанным на черт. 1 и 2 и табл. 1 .
Условные обозначения к черт. 1 и 2 и табл. 1:
Черт. 1
Примечание. Уклон внутренних граней полок должен быть не более:
для балок М-12 %,
для балок С-16 %.
Черт. 2
Примечание. Уклон внутренних граней полок дол жен быть не более 10 %.
h – высота;
b – ширина полки;
s – толщина стенки;
t – средняя толщина полки;
R – радиус внутреннего закругления;
r – радиус закругления полки;
I – момент инерции;
W – момент сопротивления;
i - радиус инерции;
S – статический момент полусечения;
zo – расстояние от оси у–у до наружной грани стенки.
Таблица 1
|
Номер профиля |
h |
b |
s |
t |
R |
r |
Площадь поперечного сечения, см2 |
Масса 1 м, кг |
Справочные величины для осей |
zo, см |
||||||
|
х-х |
у-у |
|||||||||||||||
|
мм |
I x, см4 |
Wх, см3 |
ix, см |
S x, см3 |
Iv, см4 |
W v, см3 |
iv, см |
|||||||||
|
Балки двутавровые |
||||||||||||||||
|
14С |
140 |
80 |
5,5 |
9,1 |
7,5 |
3,8 |
21,5 |
16,9 |
712 |
102 |
5,75 |
58,4 |
64,8 |
16,2 |
1,74 |
– |
|
20С |
200 |
100 |
7,0 |
11,4 |
9,0 |
4,5 |
35,6 |
27,9 |
2370 |
237 |
8,16 |
136 |
159 |
31,8 |
2,11 |
– |
|
20Са |
200 |
102 |
9,0 |
11,4 |
9,0 |
4,5 |
39,6 |
31,1 |
2500 |
250 |
7,95 |
146 |
170 |
33,3 |
2,07 |
– |
|
22С |
220 |
110 |
7,5 |
12,3 |
9,5 |
4,8 |
42,1 |
33,1 |
3400 |
310 |
9,00 |
178 |
228 |
41,5 |
2,32 |
– |
|
27С |
270 |
122 |
8,5 |
13,7 |
10,5 |
5,3 |
51,5 |
42,8 |
6550 |
485 |
11,0 |
279 |
346 |
56,7 |
2,52 |
– |
|
27Са |
270 |
124 |
10,5 |
13,7 |
10,5 |
5,3 |
59,9 |
47,0 |
6870 |
507 |
10,7 |
297 |
366 |
59,0 |
2,47 |
– |
|
36С |
350 |
140 |
11,0 |
15,8 |
12,0 |
6,0 |
90,9 |
71,3 |
17360 |
964 |
13,8 |
574 |
618 |
88,3 |
2,61 |
– |
|
18М |
180 |
90 |
7,0 |
12,0 |
9,0 |
3,5 |
32,9 |
25,8 |
1760 |
196 |
7,32 |
113 |
130 |
28,9 |
1,99 |
– |
|
24М |
240 |
110 |
8,2 |
14,0 |
10,5 |
4,0 |
48,7 |
38,3 |
4640 |
387 |
9,75 |
223 |
276 |
50,2 |
2,38 |
– |
|
30М |
300 |
130 |
9,0 |
15,0 |
12,0 |
6,0 |
64,0 |
50,2 |
9500 |
633 |
12,2 |
364 |
480 |
73,9 |
2,74 |
– |
|
36М |
360 |
130 |
9,5 |
16,0 |
14,0 |
6,0 |
73,8 |
57,9 |
15340 |
852 |
14,4 |
493 |
518 |
79,7 |
2,65 |
– |
|
45М |
450 |
150 |
10,5 |
18,0 |
16,0 |
7,0 |
98,8 |
77,6 |
31900 |
1420 |
18,0 |
821 |
892 |
119 |
3,00 |
– |
|
Швеллеры |
||||||||||||||||
|
18С |
180 |
68 |
7,0 |
10,5 |
10,5 |
5,3 |
25,7 |
20,2 |
1272 |
141 |
7,04 |
83,5 |
98,5 |
20,1 |
1,96 |
1,88 |
|
18 Ca |
180 |
70 |
9,0 |
10,5 |
10,5 |
5,3 |
29,3 |
23,0 |
1370 |
152 |
6,84 |
91,6 |
111 |
21,3 |
1,95 |
1,84 |
|
20С |
200 |
73 |
7,0 |
11,0 |
11,0 |
5,5 |
28,8 |
22,6 |
1780 |
178 |
7,86 |
104,7 |
128 |
24,2 |
2,11 |
2,01 |
|
30С |
300 |
87 |
9,5 |
13,5 |
13,5 |
6,8 |
49,6 |
39,1 |
6500 |
433 |
11,4 |
259,7 |
289 |
44,0 |
2,41 |
2,13 |
Примечания:
1. Площадь поперечного сечения и масса 1 м профиля вычислены по номинальным размерам. При вычислении массы 1 м профиля плотность стали принята равной 7,85 г/см3.
2. Радиусы закруглений, указанные на черт. 1 и 2 , на профилях, не определяются и даны для построения калибра.
3 . Предельные отклонения по размерам профилей должны соответствовать указанным в табл. 2 .
Таблица 2
Размеры , мм
|
Номер профиля |
Предельные отклонения |
||||
|
по высоте профиля |
по ширине полки |
по толщине полки |
|||
|
Точность прокатки |
|||||
|
обычная |
высокая |
обычная |
высокая |
||
|
14 |
– |
± 2,0 |
± 2,0 |
+1,0 -2,0 |
-0,061 |
|
18 |
± 2,5 |
– |
± 2,5 |
– |
Плюсовые отклонения ограничиваются предельными отклонениями по массе |
|
Св. 18 до 30 |
– |
± 3,0 |
– |
± 3,0 |
|
|
36 |
± 3,5 |
– |
± 3,5 |
– |
|
|
45 |
± 4,0 |
– |
± 4,0 |
– |
|
Примечание. Определение толщины полок профилей проводится по калибрам в валках при их расточке.
4 . Уклон наружной грани профилей не должен превышать 0,015 b .
По требованию потребителя профили изготовляются с уклоном наружной грани полки не более 0,0125 b.
5 . Кривизна стенки по высоте сечения профиля не должна превышать 0,15 s .
6 . Притупление наружных кромок полок профилей до № 24 включительно не должно превышать 0,3 t , свыше № 24 – 3 мм.
(Измененная редакция, Изм. № 2).
7 . По требованию потребителя несимметричность фланцев полок балок относительно вертикальной оси не должна превышать Ѕ суммы предельных отклонений по ширине полки.
(Измененная редакция, Изм. № 2).
8 . В соответствии с заказом балки и швеллеры изготовляются длиной от 4 до 13 м:
мерной длины;
кратной мерной длины;
мерной длины с остатком до 5 % массы партии;
кратной мерной длины с остатком до 5 % массы партии;
немерной длины.
Остатком считаются профили длиной не менее 3 мм.
9 . По требованию потребителя допускается изготовление профилей ограниченной длины в пределах немерной и длиной свыше 13 м.
(Измененная редакция, Изм. № 2).
10 . При изготовлении профилей немерной длины допускается наличие профилей длиной не менее 3 м в количестве не более 5 % массы партии.
11 . Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
+ 40 мм – при длине до 8 м;
+ 80 мм – при длине св. 8 м.
Предельные отклонения по длине профилей мерной и кратной мерной длины для высокой точности прокатки не должны превышать:
+ 40 мм – при длине до 8 м;
+ 5 мм на каждый метр свыше 8 м.
12 . Кривизна профилей в вертикальной и горизонтальной плоскостях не должна превышать 0,2 % длины.
Кривизна профилей в вертикальной и горизонтальной плоскостях для высокой точности прокатки и не должна превышать 0,15 % длины для профилей высотой до 360 мм и 0,1 % длины - для профилей высотой свыше 360 мм.
10-12 . (Измененная редакция, Изм. № 2).
13 . На каждом профиле дополнительно к требованиям ГОСТ 7566-81 в части маркировки проката должен быть нанесен номер профиля с индексами М или С (18М, 20Са, 36С и т.д.).
14 . Определение размеров проводится на расстоянии не менее 500 мм от торца профиля. Высота балки измеряется по оси у–у, швеллера – в плоскости стенки.
15 . Предельные отклонения по массе 1 м профиля не должны превышать плюс 3 – минус 5 %. Предельные отклонения проверяются предприятием-изготовителем взвешиванием партии массой 20 – 60 т от каждых 400 – 500 т проката или кусков профиля длиной не менее 300 мм, отбираемых при прокатке не реже, чем через каждые 100 прокатанных штанг.
16 . Марки стали и технические требования – по ГОСТ 535-88 и другим действующим стандартам, оговоренным в заказе.
17 . (Исключен, Изм. № 2).
Похожие документы
znaytovar.ru