
Токарная обработка дерева — деревообработка на токарном станке
В старину красивые вещи из дерева могли делать только мастера своего дела при помощи ручного инструмента, но когда был изобретён современный токарный станок, и его приспособили для столярных работ, положение дел изменилось. Теперь любой человек, изучивший азы работы на станке, способен, используя точение дерева, создавать почти произведения искусства.
В последние годы деревообработка стала не только производством каких-либо деревянных изделий на предприятиях, но и увлечением многих тысяч любителей выточить поделку из дерева на своём личном токарном станке для деревообработки.
Если делать какую-либо деталь из дерева ручным инструментом, то такое занятие займёт много времени, ту же самую поделку на станке можно сделать гораздо быстрее, и даже качественней. Вручную красивые вещи из дерева может сделать только мастер своего дела, но любой желающий может освоить азы такого ремесла как токарная обработка дерева, и у него будут получаться весьма красивые поделки. Попробуем немного рассказать об этом ремесле.
Устройство и принцип работы токарного станка по дереву
Основные узлы токарного станка по дереву
Главное отличие токарного станка по дереву от его собрата, на котором обрабатываются заготовки по металлу, заключается в том, что у него вместо механического устройства для подвода резца к обрабатываемой детали установлен подручник — приспособление для упора стамесок.
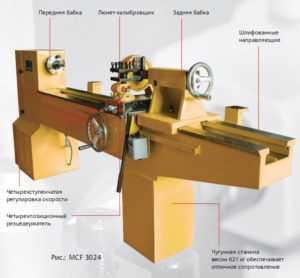
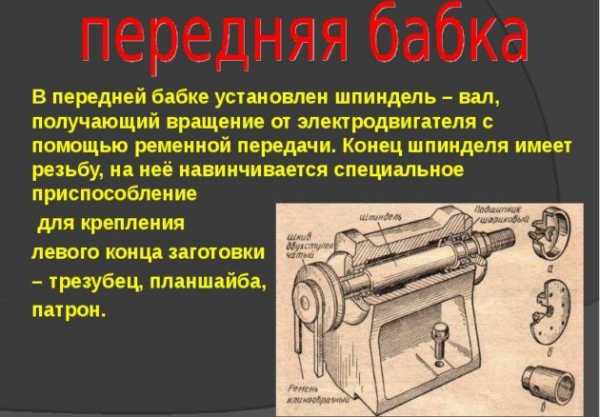
Токарный станок для деревообработки устроен несложно. На станине устройства располагаются передняя и задняя бабки. В передней бабке расположен шпиндель, в него вставляют разные приспособления, с помощью которых крепится левый конец деревянной заготовки. Задняя бабка служит для упора правого конца длинной заготовки. Между левой и правой бабкой устанавливается подручник, который служит для упора инструмента, которым будет обрабатываться заготовка.
Шпиндель приводится в движение электродвигателем. Скорость вращения может регулироваться. Кстати, некоторые токарные работы можно исполнять на фрезерных станках, но об этом рассказ должен быть в отдельной статье.
Заготовка закрепляется в патроне, который установлен на шпинделе. Потом она поджимается задней бабкой. Если устройство подпора задней бабки неподвижное, то его перед установкой заготовки смазывают машинным маслом. Прежде чем начинать устанавливать заготовку, нужно в ней точно вычислить и отметить центр. Его проще всего найти, если воспользоваться угловым центроискателем. Если заготовка будет закреплена не по центру, то при вращении шпинделя это вызовет её «биение», и качественно выточить деталь не удастся.
Выбор материала и его подготовка

Породы дерева
Дерево — податливый материал для изготовления самых разных поделок. Тем не менее, нужно учитывать, что не все породы дерева одинаково легко поддаются токарной обработке. Легче всего на токарном станке обрабатываются заготовки из ореха, граба, бука, липы, березы и груши. Хвойные породы, а также дуб и ясень поддаются точению значительно труднее. Подбирая материал для заготовки, следует выбирать такие болванки, на которых нет трещин, выпадающих сучков, просмолок и прочих дефектов.
Следует учесть, что разные породы дерева имеют свою внутреннюю неповторимую красивую текстуру. Зная, какая у каждого из видов деревьев внутренняя текстура, легче подбирать необходимую болванку для изготовления той или иной поделки. Из ореховой древесины можно выточить красивую пудреницу, круглую шкатулку, а из дерева акации получается великолепная солонка. Текстуру дерева нужно учитывать при выточке того или иного изделия.
Прежде чем поставить болванку на токарный станок, нужно как можно больше подогнать её размер под будущее изделие ручным инструментом, например, топором. Толстое полено незачем устанавливать в центры, если предстоит выточить тонкую деталь. Его следует обтесать. Если заготовка в сечении имеет квадратную форму, то углы тоже можно срезать ручным инструментом, придав болванке более округлую форму.
Приспособления для крепления деревянной заготовки
Наиболее часто употребляемое приспособление для крепления болванки — поводковый патрон. Чаще всего для токарных работ по дереву используется два вида таких приспособлений.
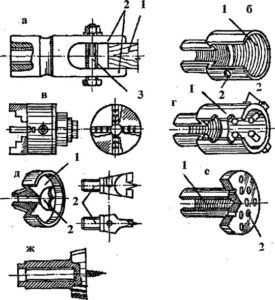
Схема патрона с зубцами
Первый вариант такого устройства — патрон с зубцами. Крепится заготовка в таком приспособлении следующим образом: следует просверлить небольшое отверстие в отмеченном центре болванки, вставить в него центральный зуб патрона, конечно, предварительно сняв его (патрон) со шпинделя, после чего следует слегка ударить по хвостовику приспособления, тем самым вгоняя остальные зубцы в древесину.
Таким способом размечается место установки болванки в патрон. Устанавливаем его на шпиндель, после чего устанавливаем заготовку согласно разметке, поджимаем пинолью задней бабки — можно начинать точение дерева.
Второй вариант поводкового крепления деревянной болванки — использование планшайбы. Такое приспособление представляет собой металлический круглый диск. В середине расположено отверстие для надевания и крепления на шпинделе токарного станка.
По всей площади диска в правильном порядке располагаются сквозные отверстия. Через эти отверстия болтами или шурупами (саморезами) заготовка и крепится к планшайбе. Предварительно нужно отметить центр заготовки, а потом её устанавливать. Без использования планшайбы не обойтись, когда требуется точение дерева торца заготовки, и задней бабкой для упора уже не воспользоваться.
Инструмент для точения дерева
Чаще всего для обработки древесины на станках используются токарные стамески. По сравнению с обычными стамесками токарные имеют более удлинённые ручки, их резцы изготавливаются только из высококачественной инструментальной стали. То есть стамеска состоит из двух частей — ручки и, насаженного на неё, металлического полотна с заточенным под определённым углом или обоюдоострым лезвием.
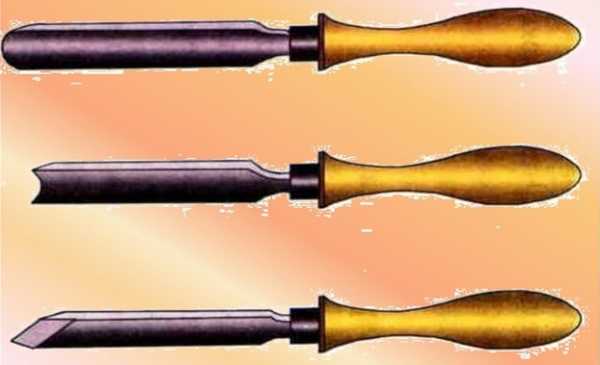
Для разных задач существуют разные типы стамесок. Новичку в токарных делах для того, чтобы начать работать с деревом, достаточно научиться владеть вот этими двумя стамесками:
Стамески для токарных работ
- рейером — у этой стамески полукруглое лезвие, которое изготавливается из толстой пластины, она предназначена для черновой обтачки заготовки;
- мейселем — этот вид стамесок предназначен для чистовой обработки детали, лезвие заточено наискось, причём с обеих сторон.
Большую часть остальных типов токарных стамесок причисляют к фасонным инструментам. Ими придаётся окончательный вид выточенной детали. К примеру, на выточенной солонке можно вырезать декоративные канавки. Вот некоторые виды таких стамесок:
- стамеска-крючок — таким резцом можно выточить в торце заготовки углубление;
- стамеска-гребёнка — с её помощью можно нарезать внутреннюю и внешнюю резьбу или же нанести множество декоративных канавок;
- стамеска-кольцо — ею можно делать то же самое, что и при помощи крючка.
Видов фасонных резцов существует великое множество. Опытные токари под конкретную задачу придумывают свои резцы, и изготавливают их сами.
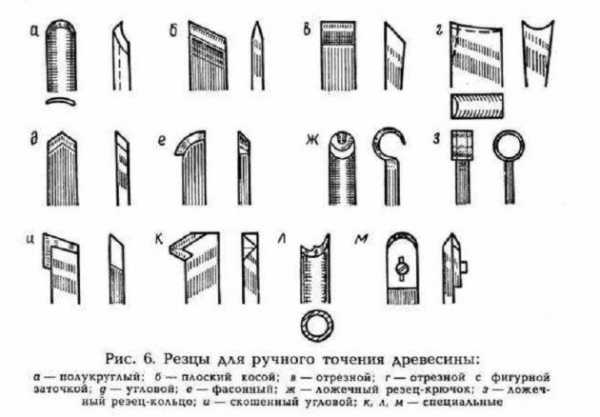
Резцы для точения древесины
Технология работы на токарном станке
Желательно, чтобы рабочее место перед токарным станком было оборудовано для конкретного работника — под его рост. Обрабатываемая деталь должна находиться на уровне локтя. Прежде чем начать работать, токарь должен занять устойчивую и удобную стойку перед станком.
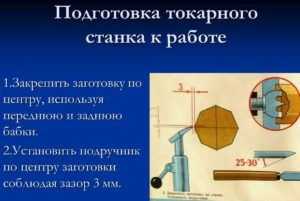 Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Теперь можно запустить двигатель. Чем более чистовая работа производится, тем больше должна быть скорость вращения шпинделя. Упираем тело полотна стамески в подручник, медленно приближаем резец к вращающейся заготовке. Снимать стружку надо тонким слоем, нельзя позволять резцу глубоко проникать в тело болванки — это небезопасно. Одной рукой держат полотно стамески, а другой — её рукоять. Желательно плотно прижимать локоть к телу, таким манером создается более сильный и неподвижный упор.
Соблюдение правил безопасности при работе на токарном станке — обязательное условие
Не освоив правила безопасности работы на станке, не стоит и подходить к нему, иначе работник может здоровье потерять, а не получить удовольствие от классно изготовленной детали. Основные требования безопасности при проведении токарных работ по дереву изложены ниже:
Техника безопасности
- токарь должен быть одет в спецодежду, которая должна быть плотно застёгнута на все пуговицы;
- волосы должны быть убраны в головной убор;
- обязательно надевание защитных очков и опускание защитного экрана;
- ручки стамесок не должны иметь трещины;
- заготовка должна быть надёжно закреплена в патроне;
- заготовка не должна иметь повреждений;
- станок должен быть заземлен;
- все настроечные манипуляции (замер размера, пододвигание подручника к детали и т. д.) должны выполняться при выключенном станке.
Существуют и другие пункты требований по безопасности, которые могут быть изложены либо в производственной инструкции, либо в документации завода-изготовителя токарного станка.
Видео по теме: Точение изделий из дерева на токарном станке
promzn.ru
Работа на токарном станке по дереву: точение и обработка, видео
Содержание: [скрыть]
- Разновидности станков для обработки дерева
- Техника безопасности
- Технология обработки
- Правильное положение
- Этап 1: делаем заготовки
- Этап 2: выбор стамески
- Этап 3: фиксация заготовки
- Этап 4: точим изделие
Ручная обработка древесины никогда не изживет себя даже в век полной автоматизации всех производственных процессов, ведь уникальную вещь в большинстве случаев можно создать только вручную. Основы работы на токарном станке по дереву могут пригодиться не только профессиональному столяру, но и начинающим строителям, дизайнерам да и всем желающим освоить это древнее ремесло.
Разновидности станков для обработки дерева
Инструмент для точения дерева имеет разные модификации:
- Универсальный. Он умеет все: обдирать заготовки, нарезать их, точить, шлифовать, сверлить, наносить резьбу. Такое оборудование в виду своей универсальности пользуется высоким спросом и занимает лидирующие позиции на рынке.

- Токарно-винтовой станок предназначен для обработки конусовидных заготовок и нанесения резьбы.
- Токарно-фрезерный инструмент разработан для создания пазов в деревянных изделиях и их обработки.
- Настольная установка для токарных работ включает в себя функции обычного станка, но обладает меньшими размерами, мощностью и функциями. Подходит для ознакомления с ремеслом и приобретения первоначальных навыков.
- Токарный станок по дереву предполагает автоматическую работу без вмешательства человека.


Для обработки древесины допустимо использовать металлорежущий станок. Предварительно следует убрать все масляные подтеки, чтобы к ним не прилипали опилки. Так же необходимо закрыть все щели и отверстия, ведущие к мотору (если таковые имеются).
Техника безопасности
Прежде, чем окунаться в практику, начинающий и опытный токарь периодически обязан повторять правила техники безопасности и на производстве ставить подпись в соответствующем журнале. Итак, основные правила безопасной работы:
- Приступать к выполнению работ только в защитной спецодежде. Обрабатываемый брус дает большое количество мелкой стружки и пыли, которая может попасть в глаза, волосы, залепить одежду.
- Нельзя подходить к рабочему инструменту с распущенными длинными волосами, висящими украшениями.
- Перед включением обязательно проверять заземление.
- Эксплуатация механизма возможна только после проверки состояния оборудования и тестирования холостого хода.
- Надежно фиксировать заготовку для избегания ее срыва.
- Технология точения древесины на токарном станке не подразумевает силовых воздействий на деталь, потому все движения должны быть плавными, осуществляемыми только на полном ходу вала.
- Не передавать предметы через работающий станок.
- Не совать пальцы в работающие механизмы.

К основному перечню добавляют дополнительные пункты на каждом предприятии. Пожалуй, нигде не встретишь правило «не бойся станка», хотя оно является ключевым и исключает нарушение прописанных установок.
Технология обработки
Основной принцип работы заключается в постепенном снятии стружки с заготовки с применением станка и ручных инструментов. Чтобы рассмотреть основной алгоритм производственного процесса, представляем наглядный мастер-класс на токарном станке по дереву.
Правильное положение
Успешная работа во много определяется правильным расположением мастера у станка.
Станина должна располагаться параллельно вашему телу – не нагибайтесь над рабочим местом, не отходите от него далеко. Оптимальное расстояние – длина предплечья. Высота установки должна так же находиться на уровне локтя.

Чтобы не устать, соблюдайте время работы и делайте перерывы через каждые 20-30 минут: ходьба, смена положения, легкий отдых.
Первичную обработку болванки производите захватом инструмента сверху, сомкнув пальцы снизу. Так вы надежно удержите грубое изделие при высоких оборотах токарного станка.
Обрабатывать обточенную деталь удобнее нижним захватом. Это положение обеспечивает более точное движение инструмента при финишной корректировке.
Этап 1: делаем заготовки
Чтобы обработка дерева на токарном станке прошла без происшествий и порчи материала, сделаем заготовку будущего изделия:
- Возьмем брусок любой породы дерева. Его размеры должны незначительно отличаться от габаритов предполагаемого изделия.
- Топором придаем заготовке приблизительную форму цилиндра. Даже опытные мастера не советуют крепить к станку целиковый брусок – велик риск получить травму, поскольку могут отлететь достаточно крупные куски древесины.
- Обозначаем места, где будет произведено вытачивание формы (центры вращения).

Этап 2: выбор стамески
Работа на токарном станке по дереву невозможна без обтачивающих инструментов. Для обработки болванки нам потребуется 3 стамески:
- Желобчатая. Её полукруглая форма подходит для снятия грубого верхнего слоя с заготовки.
- Желобчатая полукруглая вогнутая подготовит изделие к финишной отделке.
- Косая стамеска помогает вытачивать конусы, подрезать торцы и производить чистовую обработку.
Все уроки технологии резьбы по дереву начинаются с заточки стамесок и любого режущего инструмента. От тупого лезвия эффективного результата ожидать не приходится.
Этап 3: фиксация заготовки
На всех станках предусмотрено место для крепления обрабатываемой детали. Зачастую крепежом выступает шестигранник с шипами. Чтобы заготовка не выпала из механизма при работе, рекомендовано сделать в ее торцах углубления с помощью стамески в местах прилегания шипов.

Опорную скобу подручника (поддержку для руки) установите на расстоянии 5 мм от болванки и немного выше оси вращения. По мере стачивания объема заготовки подручник приближайте к поверхности изделия, подкручивайте задний шпиндель станка через каждые 5-10 минут.
Этап 4: точим изделие
Точение дерева начинается с полного запуска вала. Только после набора скорости можно начинать отделку дерева.
Приемы работы на токарном станке подразумевают поочередное использование стамесок по мере обточки грубой болванки.
- Черновая обработка. С нее начинается точение на токарном станке. Установите скорость вращения на 1000-1500 об/мин. Используйте полукруглую стамеску, точнее – ее лезвие и боковые части. Держите инструмент обеими руками, опираясь на подручник. Ведите приспособление в направлении снятия стружки одной рукой, второй только придерживайте ручку стамески. Не давите на дерево!
- Меняем обрабатывающий инструмент – теперь желобчатая полукруглая стамеска поможет создать контур выемок. Направляйте острый торец приспособления по направлению к детали под углом около 450, углубляя лезвие внутрь заготовки в отмеченных местах. На этом этапе осуществляется художественная резьба по дереву.
- Выточенный элемент обрабатываем косой стамеской.

Правильно обработанное изделие не нуждается в дополнительной обработке – его поверхность идеально гладкая.

Чтобы наглядно повторить урок, предлагаем видео с мастер-классом от опытного резчика, где он объяснит все тонкости процесса.
derevo-s.ru
Как правильно работать (точить) на токарном станке по дереву
Содержание статьи:
Токарные станки – группа оборудования, которая сейчас широко используется на мебельных и деревообрабатывающих предприятиях, домашних условиях и при обучении в школах и ВУЗах с целью механической обработки деталей из древесины. Для этого обычным деревянным поленьям определенной длины необходимо придать цилиндрическую форму.
Такие станки имеют важное назначение – с их помощью можно легко, быстро и качественно обрабатывать различные деревянные поверхности, придавая им требуемую форму. На современных моделях токарных станков можно выполнять следующие разновидности работ:
- точить различные детали;
- шлифовать и полировать поверхность деревянных изделий;
- осуществлять обдирку и отрезку;
- нарезать резьбу;
- сверлить отверстия и много подобного.
Типы токарных станков

Работа на универсальном токарном станке
Кроме токарного станка универсального типа, который сейчас встречается чаще всего, существует немало и других типов такого оборудования. Среди них:
- токарно-винтовой станок. Используется при нарезании на деревянную заготовку резьбы. Кроме того, на подобном станке также обрабатывают деревянные детали, которые имеют форму конуса;
- токарно-фрезерные устройства. Используются при изготовлении пазов, их последующей расточки и обработки других типов;
- настольное оборудование токарного типа. Благодаря небольшим размерам и массе широко используется в домашних условиях и учебных заведениях;
- станки с ЧПУ. Основное их отличие от всех остальных разновидностей токарного оборудования – автоматическая работа без вмешательства человека.
Подготовка болванки и установка подручника

Придание заготовке цилиндрической формы
Для обработки на токарном станке может подойти древесина практически любых пород, но конкретный выбор в каждом случае зависит от того, какая именно деталь будет создаваться и каким способом ее будут обрабатывать. Перед началом работы на станке заготовку необходимо предварительно обработать рубанком или топором, придавая ей форму, близкую к цилиндрической.
Подготовленную таким способом к использованию деревянную заготовку как можно сильнее зажимают в станке перед тем, как точить ее. Для его трезубцев с помощью стамески рекомендуется проделать в торцах заготовки небольшие углубления, что предотвратит возможное выпадение заготовки из оборудования во время его работы.
Опорная скоба подручника должна устанавливаться на расстоянии не более 5 миллиметров от болванки и обязательно немного выше оси, вокруг которой она вращается при работе на токарном станке.
Расположив же подручник немного ниже, чем ось вращения болванки, режущий инструмент будет только скоблить поверхность древесины, а не резать ее, как это должно быть. В результате такой работы поверхность станет шероховатой, а не гладкой. Кроме того, в таком случае может произойти перегиб инструмента под заготовку, что, вполне возможно, приведет к ранениям того, кто вытачивает тот или иной предмет на станке.
После каждых 5-10 минут проведенной работы на станке необходимо подкручивать задний шпиндель, что позволит предотвратить снижение надежности зажима болванки. По мере того, как диаметр заготовки будет уменьшаться, подручник необходимо постепенно приближать к ее поверхности.
Использование полукруглой и косой стамески
Придавая болванке цилиндрическую форму с использованием полукруглой стамески, резание необходимо осуществлять не только верхней частью лезвия, но также и его боковыми частями. В таком случае затупление инструмента будет проходить не так быстро, к тому же, обрабатываемая поверхность будет иметь не волнистую, а ровную форму, что ускорит и значительно облегчит всю ее последующую обработку.
При гладком обтачивании косяк следует держать таким образом, чтобы его лезвие по отношению до поверхности цилиндрической заготовки располагалось под углом 45 градусов. Вытачивая профиль, косяк можно располагать в разных положениях. Полная торцовка детали на токарном станке, как и частичное протачивание ее торцов осуществляется острым концом такого режущего инструмента, который устанавливается ребром на подручник.
Как правильно держать стамеску при работе

Правильное держание инструмента
В процессе работы инструмент необходимо удержать на скобе подручника левой рукой, используя всю ладонь. Сверху инструмент можно прижимать только используя большой палец. Всеми остальными охватывать опорную скобу категорически запрещено: это может привести к травмам. К тому же, в таком случае нельзя будет передвигать инструмент вдоль заготовки.
Правая рука должна удерживать ручку инструмента. Благодаря этому при вытачивании мастер может управлять направлением движения инструмента.
Заготовку в шпинделях необходимо закреплять как можно надежнее. В противном случае болванка может вылететь из станка, что может привести к ранениям работника. Именно поэтому запрещено обрабатывать на токарном станке заготовки, в торцах которых есть трещины.
Некоторые правила по безопасной работе
Кроме вышесказанного, опасность для работающего за токарным станком также вызывает значительное расстояние между скобой подручника и поверхностью детали, его расположение ниже оси вращения болванки, неравномерный или слишком сильный нажим на деталь инструментом.
Все подобные отступления от правил работы могут привести к вылету обрабатываемой заготовки из станка, перегибу инструмента под деталь или к его поломке.
Все проверки детали в процессе работы с нею – измерение ее диаметра, оценка гладкости поверхности, сверка ее с оригиналом и тому подобное – можно проводить только при остановленном токарном станке.
Точить на оборудовании всегда рекомендуется в защитных очках, чтобы обезопасить глаза от стружки, которая обязательно образовывается во время выполнения подобной работы.
Чертежи, схемы и инструкции по вытачиванию
stanokgid.ru
Точение древесины на токарном станке
Сегодня выточенные детали широко используются в производстве мебели, оформлении интерьера, создании бытовой утвари, сувениров, игрушек и прочих предметов. Подобные изделия носят как конструктивный, так и декоративный характер.
Точение древесины более полно раскрывает декоративные качества этого материала, создает возможность для использования лесоматериалов распространенных сортов, которые не отличаются красивой текстурой. Кроме этого токарное производство активно использует древесину кустарников и отходы, которые получаются в ходе раскроя пиломатериалов на деревообрабатывающих заводах.
Разновидности точения
Точение древесины осуществляется несколькими методами:
- продольный. Во время такой обработки заготовка крутится вокруг своей оси, а резец плавно двигается в направлении параллельном оси вращения
- поперечный. В таком случае резец передвигается в плоскости, которая перпендикулярна оси вращения заготовки
- угловой (тангентальный). В ходе такой обработки резец перемещается под произвольным углом к оси вращения.
Выбор станка
 Если вы работаете с деревом только ради удовольствия, и у вас нет полноценной мастерской с полным набором всех инструментов, то выбор станка – очень важный этап. Существуют определенные критерии, на которые стоит обратить внимание при покупке станка:
Если вы работаете с деревом только ради удовольствия, и у вас нет полноценной мастерской с полным набором всех инструментов, то выбор станка – очень важный этап. Существуют определенные критерии, на которые стоит обратить внимание при покупке станка:
- максимальный размер заготовки, помещаемой в станок. В сопроводительных документах к станку всегда указывается диаметр обточки – наибольшее сечение заготовки в поперечном направлении, а также длина станины – максимальная длина заготовки
- мощность. Конечно, лучшими являются станки с высокой мощностью. Однако увеличение мощности влечет за собой увеличение габаритов станка
- материал, из которого созданы станина и рама. Наиболее устойчивым будет станок со стальной рамой и чугунной станиной. Но масса такого инструмента достаточно внушительная, поэтому если вы будете часто перемещать станок, то присмотритесь к более легким моделям. Существуют аппараты, у которых станина и корпус созданы из легких сплавов, их можно легко перенести, даже в одиночку
- диапазон регулировки количества оборотов за одну минуту. К счастью, сегодня все станки оборудованы такой регулировкой, поэтому обратите внимание на верхнюю и нижнюю границу диапазона. К примеру, низкие обороты необходимы для черновой обработки параллелепипеда, а высокие нужны во время чистовой обработки, когда необходима идеально гладкая поверхность.
Виды станков
Технология точения древесины предполагает использование устройств различной модификации:
- универсальные станки. На них можно осуществлять обдирку заготовки, ее нарезку, точение, шлифование, сверление, нанесение резьбы. Такие станки вследствие своей универсальности пользуются наивысшим спросом
- токарно-винтовые станки предназначены для обработки заготовок в виде конуса, а также нанесения резьбы
- токарно-фрезерные станки созданы для изготовления пазов в деревянных предметах, а также их обработки
- настольный инструмент для токарных работ выполняет функции обычного станка, однако имеет меньшие габариты, мощность и меньшее количество функций. Такие станки подойдут для знакомства с ремеслом и получения первоначальных навыков.
Главные этапы работы
Точение древесины на токарном станке нужно начинать с создания заготовки. Для этого нужно взять брусок любого сорта дерева. Учтите, что размер заготовки должен в несколько раз превосходить размер предполагаемого изделия. При помощи топора нужно придать заготовке примерную форму цилиндра. Даже опытным мастерам не стоит закреплять на станок цельный брусок, потому что можно получить травму при отскакивании крупных частей древесины. После этого нужно обозначить места, в которых будет производиться вытачивание формы, то есть разметка центров вращения.
Технология точения древесины на токарном станке предполагает использование обтачивающих инструментов. Для того, чтобы обработать болванку вам понадобится три стамески:
- желобчатая для того, чтобы снять грубый верхний слой с заготовки
- желобчатая полукруглая вогнутая для того, чтобы подготовить изделие к финишной отделке
- косая стамеска поможет вытачить конус, подрезать торцы и реализовать чистовую обработку.
 Перед началом работы необходимо заточить стамески и любой режущий инструмент.
Перед началом работы необходимо заточить стамески и любой режущий инструмент.
Все станки имеют место для крепления заготовки. Чаще всего это шестигранник с шипами. Чтобы избежать выпадения заготовки из механизма во время работы, рекомендуется сделать в ее торцах углубления в месте прикосновения шипов.
Сам процесс точения начинается с полного запуска вала. Когда будет набрана скорость, можно приступать к отделке древесины.
В начале осуществляется черновая обработка. Для этого скорость вращения должна находиться в пределах 1000-1500 об/мин. Можно использовать полукруглую стамеску. Держать инструмент нужно двумя руками, опираясь на подручник. Однако нельзя давить на заготовку.
После снятия верхнего слоя можно взять желобчатую полукруглую стамеску. С ее помощью создается контур выемок. Заостренный торец приспособления должен быть направлен к детали под углом примерно 45. Таким образом, вы реализуете процесс художественной резьбы по дереву.
Грамотно обработанный предмет не нужно дополнительно шлифовать, его поверхность будет идеально гладкой.
wood-prom.ru
Особенности обработки древесины на токарном станке. Особенности современных токарных станков древесина
Для обработки на токарном станке пригодна древесина всех пород. Для тонкой, художественной обточки чаще берут древесину твердых пород: бук, граб, грушу, яблоню, орех, самшит. Хорошо обтачиваются клен, береза, липа, ольха, осина, кедр, тис. Заготовки для точеных изделий предварительно обрабатывают плотничным топором или одинарным рубанком, причем им придают форму, близкую к цилиндру.
Новая технология термической обработки древесины
Российская компания Barkett создала собственную технологию термической обработки древесины. Суть ее в том, что дерево обрабатывают в закрытой камере, при высоких температурах, влажности и давлении. В результате материал меняет свои физико-химические свойства: приобретает устойчивость к гниению, воздействию бактерий, грибков и насекомых, не разбухает при высокой влажности и даже при погружении в воду. Улучшаются и его теплоизоляционные свойства. Хвойные породы полностью лишаются смолы. Меняются твердость и прочность – у большинства видов они понижаются, а у ясеня и дуба повышаются. Влажность готовой древесины – всего 2–5%. Термической обработке подвергают и твердые и мягкие породы – сосну, ель, березу, осину, бук, дуб и др. Сырьем может служить как уже высушенное традиционным способом, так и сырое свежераспиленное дерево (его предварительно высушивают с использованием пара). В зависимости от выбранного режима обработки (их всего четыре), готовый материал приобретает оттенки от светлого (кремового и песочного) до темно-коричневого и даже черного.
Изделия из термообработанной древесины можно использовать для внутренней и внешней отделки зданий, в банях, саунах и бассейнах, для строительства яхт и лодок, изготовления садовой мебели и мощения дорожек.
Механизированная обработка древесины и ее особенности
Механизированная обработка древесины производится на деревообрабатывающих станках. Станки повышают производительность труда и обеспечивают высокое качество обработки. Рабочий (режущий) инструмент деревообрабатывающих станков в большинстве случаев имеет несколько резцов.
Работа режущего инструмента в деревообрабатывающих станках производится непрерывно.
Это достигается путем непрерывного надвигания обрабатываемого материала на резцы или, наоборот, движением режущего инструмента навстречу обрабатываемому материалу. Надвигание обрабатываемого материала на резцы или режущего инструмента на материал в деревообрабатывающих станках называется подачей.
Скорость подачи в современных станках достигает 50 м/мин. и больше. Ранее были рассмотрены условия, от которых зависит величина усилия на резание древесины и чистота ее обработки, независимо от способа обработки.
Помимо этих условий, на величину удельного сопротивления резанию и на чистоту обработки древесины на станках влияют также число резцов в рабочем инструменте, скорость резания и скорость подачи. Чем больше резцов в рабочем инструменте, тем тоньше стружка, снимаемая каждым резцом, и тем чище обработка древесины.
Поэтому в современных строгальных станках в каждую ножевую головку вставляется от 4 до 8 ножей.
В деревообрабатывающих станках режущий инструмент в большинстве случаев имеет вращательное движение; поэтому каждый вращающийся нож, например, в строгальном станке оставляет на поверхности обрабатываемой древесины волнообразное углубление, и вся поверхность получается волнистой. Величина этих углублений при одной и той же скорости подачи тем меньше, чем больше скорость вращения ножей.
Скорость движения режущей кромки резца во время работы называется скоростью резания.
Скорость резания зависит от числа оборотов рабочего вала, на котором насажен рабочий инструмент, и диаметра окружности, по которой вращается режущая кромка резца.
Чем больше число оборотов рабочего вала и диаметр окружности вращения режущей кромки, тем скорость резания больше. Все деревообрабатывающие станки работают с большим числом оборотов.
У круглопильных станков число оборотов достигает 3500 об/мин, у строгальных — до 6000 об/мин, а у фрезерных станков современной конструкции-24 000 об/мин. Соответственно числу оборотов, скорость резания в деревообрабатывающих станках 50 м/сек — обычное явление, в некоторых же станках скорость резания много больше. От скорости подачи материала зависит производительность станка.
Увеличение скорости подачи должно сопровождаться одновременным повышением скорости резания.
Без этого качество обработки древесины будет хуже, обрабатываемая поверхность будет более волнистой.
В станках современной конструкции подача обычно механизирована.
Практически скорость подачи у деревообрабатывающих станков колеблется в широких пределах.
Подача у деревообрабатывающих станков непрерывная и равномерная.
Этим достигаются одинаковая нагрузка на все резцы и равномерность обработки.
Скорость подачи имеет исключительно большое влияние на производительность станка. Скорость подачи для каждого отдельного станка нужно устанавливать с учетом размеров обрабатываемых деталей, породы древесины, требуемой чистоты обработки и других условий работы.
Токарная работа по дереву или токарное дело – одна из разновидностей механической обработки древесины. С помощью токарного станка изготавливают деревянные тела вращения. Народные мастера издавна изготовляли точеную посуду, прялки-точенки, веретена, детали мебели, игрушки и т. д. Точеные изделия и детали используют в изобразительном и декоративном искусстве. У многих токарных изделий были предшественники. Так, точеным мискам, братинам и чашкам предшествовала резнодолбленая посуда; токарная деревянная игрушка, популярная и в наше время, является непосредственным продолжателем резных игрушек, таких, как северные панки.
Токарные изделия изготавливаются просто и быстро. для них характерны законченность форм, красота и идеальная гладкость поверхности. Большой простор фантазии дают скульптурные приемы создания токарного сувенира, когда художник использует точеные и резные детали. Ведь форму любого предмета можно разложить на геометрические объемные тела: куб, параллелепипед, пирамиду, шар, конус, тор, четыре из которых – точеные. Для усиления выразительности точеных изделий из дерева в композиции включаются кора, трещины и другие образования на дереве. Оживляет деревянные токарные изделия и роспись. Кто не знает наших знаменитых матрешек или выразительную хохломскую роспись!? Широкой известностью пользуются и деревянные точеные изделия (посмотреть вазу из самшита) и сувениры с выжиганием или инкрустацией (смотреть нэцке инкрустированные янтарем).
Точение художественных изделий очень близко к токарным работам для технических целей. Применяемое оборудование, инструменты и приемы работ ничем не отличаются.
Для занятий токарным делом необходимо просторное помещение, в котором можно было бы разместить токарный станок, небольшие запасы древесины и другие необходимые материалы. Чтобы освещение было ровным и рассеянным, токарный станок лучше всего установить ближе к восточному или северному окну и при этом защищать от источника тепла.
Токарные станки для изготовления изделий из дерева применяют различные как по конструкции, так и по степени механизации. В художественной промышленности широко применяется токарный станок ТП-40. Он универсален, на нем можно производить различные токарные работы как с наружной обточкой, так и с внутренней выточкой. Однако вытачивать деревянные токарные изделия можно и на самом простом, изготовленном своими руками токарном станке, применяя самодельные инструменты и приспособления.
Принцип работы токарного станка
Современные токарные станки по дереву применяют для механической обработки древесины. Они универсальны и выполняют с деталями целый ряд различных действий, среди которых: сверление, обточка, создание резьбы, пазов, отверстий, обработка торцовых поверхностей, цилиндрических, конических и фасонных заготовок. Сегодня токарные станки по дереву находят широкое применение в условиях индивидуального и мелкосерийного производства, в столярных мастерских и на крупных деревообрабатывающих предприятиях.
В токарных станках используется принцип обработки зафиксированной детали подвижным инструментом. Любой токарный станок по дереву имеет массивную станину, на которой размещаются все узлы и механизмы. Заготовка закрепляется на вращающийся шпиндель передней бабки, а задняя обеспечивает надежную фиксацию. Подвижной подпятник позволяет выбрать расстояние до детали в зависимости от длины резца, а с помощью копировального устройства изготавливается большое количество идентичных деталей сложного профиля.
Основные характеристики продукции:
Мощность токарного станка — у разных моделей составляет от 350 Вт (оборудование мелкосерийного производства) до 2000 Вт (промышленные станки) и указывает на область применения и коэффициент производительности.
Максимальные габариты заготовки — определяются расстоянием между центрами (бабками) и диаметром обработки над станиной.
Частота вращения шпинделя – в среднем от 400 до 3500 об/мин, подбирается в зависимости от твердости материала и необходимой степени точности обработки.
Представленный ассортимент
Представленные деревообрабатывающие станки являются самой популярной и востребованной группой станков среди оборудования для обработки дерева, а каждая единица оборудования сопровождается гарантией в течении 3-х лет.
Назначение и устройство токарных станков
Токарный станок – это функционально законченный агрегат для обработки древесины или металла точением, состоящий из передней и задней бабок, привода и подручника, которые устанавливают на одной станине (рис. 4,5).
У большинства моделей токарных станков станина представляет собой литое чугунное основание, на котором монтируются все основные узлы. Слева на станине закреплена передняя бабка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником или суппорт (каретка) и задняя бабка.
Передняя бабка служит для установки и крепления заготовки и передачи ей вращательного движения. Она состоит из корпуса, отлитого из чугуна, внутри которого расположен шпиндель с опорными радиальными сферическими подшипниками.
Шпиндель представляет собой стальной фасонный вал, имеющий на правом конце резьбу для крепления зажимных и других приспособлений: патрона, планшайбы и др. На левом юнце шпинделя насажен двухступенчатый приводной шкив. Через привод шпиндель получает вращение от электродвигателя, расположенного за передней бабкой. Привод состоит из шкивов клиноременной передачи, а в станке “Универсал” включает также шестерни подачи вращения от шпинделя на ходовой винт продольного перемещения суппорта. Набор шкивов служит для изменения частот вращения шпинделя и соответственно заготовки.
Задняя бабка служит опорой при обработке длинных заготовок, поддерживая их задним центром, она надежно фиксирует деталь. Кроме того, задняя бабка предназначена для закрепления сверл и зенковок, подаваемых по оси вращения заготовки. Центры осей передней и задней бабок должны всегда быть соосными, то есть находиться на одной горизонтальной линии. Задняя бабка, как правило, подвижная, что и позволяет фиксировать заготовки различной длины. Электродвигатель служит для сообщения заготовке вращательного движения. При самостоятельном изготовлении станка вместо стационарного Двигателя можно применить и другую электрическую машину, например, электродвигатель или электроточило.
Точение заготовки осуществляют режущими инструментами, опорой для которых служит подручник.
Органами управления (кнопками, рукоятками, маховиками) производятся пуск и остановка двигателя станка, смена направления движения шпинделя.
Токарный станок для древесины DSK-1500
Токарные станки для обработки древесины предназначены для обычной обработки вращающихся цилиндрических, конических и фасонных плоскостей из мягких и твёрдых пород древесины. Благодаря использованию оснастки, например, копирующего устройства можно достичь изготовления одинаковых фасонных поверхностей у нескольких заготовок (небольшие серии).
Токарные станки приводятся в движение посредством однофазного двигателя переменного тока с пусковым конденсатором. Необходимые обороты обеспечивает четырехступечатый ременной шкив либо механический вариатор, который в ходе работы станка обеспечивает плавное изменение оборотов не снижая его мощности. Конструкция станков является достаточно жёсткой для выполнения токарных работ и обработки материала.
Особенности данной модели:
копировальное устройство
полка для хранения токарных резцов
двигатель с алюминиевым кожухом
мощная конструкция
большой диаметр зажима
Технические параметры:
Напряжение, В: 400
Потребляемая мощность, Вт: 1100
Длина обточки, мм: 1500
Диаметр обточки, мм: 420
Конус шпинделя: Mk II
Конус пиноли: Mk II
Диапазон оборотов, мин-1: 500-2800
Число скоростей: 4
Вес, кг: 228
Размер (ДхШхВ), мм: 2000x420x1150
Станки токарные ручные TA120 – TA150
Выпускаются с различными расстояниями между центрами и могут оснащаться дополнительными приспособлениями для ручной обработки.
Технические характеристики:
Модель ТА 120 ТА 150
Расстояние между центрами, мм 1200 1500
Частота вращения вала, об/мин 900/1500/2100/2800
Мощность двигателя, л.с. (кВт) 2 (1,5)
Расстояние от центра до стола, мм 170
Конус отверстия пиноли Морзе 3
Поворотный центр конуса Морзе 3
Наибольшее перемещение пиноли, мм 300
Диаметр планшайбы, мм 130
Вес, кг 210 310
Техника безопасности при работе на станке
Обработка деталей обтачиванием всегда применялась для изготовления деталей, украшающих мебель, а иногда и для изделия целиком. Так, табуреты, стулья или кресла изготовлялись из точеных деталей.
Кроме форм круглого сечения, на токарных станках можно изготовлять профильно-прямоугольные детали, овальные, витые, волнистые и т. п.
Токарный станок ТВ-200 состоит из станины, передней, неподвижной, бабки, задней, подвижной, бабки и подручника.
Передняя бабка вмонтирована в чугунный корпус с левой стороны станка, в нижней части которого расположен электродвигатель. В подшипниках, расположенных в верхней части корпуса передней бабки, проходит стальной вал (шпиндель), имеющий на правом конце нарезку для навинчивания сменных патронов. Привод шпинделя осуществляется электродвигателем через клиноременную передачу.
Задняя бабка, находящаяся с правой стороны станины, передвижная. Ее можно переместить по направляющим и закрепить винтом на любом расстоянии от передней бабки соответственно длине обрабатываемой детали. Задняя бабка имеет зажимный шпиндель, который можно перемещать в продольном направлении, действуя штурвальчнком. Шпиндель оканчивается центрирующим конусом. Оси шпинделя передней и задней бабок лежат на одной прямой.
Приспособления к токарным станкам
Для закрепления обрабатываемой детали на шпинделе токарного станка применяют различные патроны и планшайбы, имеющие отверстие с резьбой, точно соответствующей резьбе на конце шпинделя станка.
Трехкулачковый патрон является наиболее удобным и распространенным приспособлением. Он обеспечивает быстрое и прочное закрепление детали и центровку ее благодаря радиальному перемещению зажимных кулачков; все три кулачка при вращении ключа патрона равномерно и одновременно сжимаются или разжимаются.
Патрон-трезубец применяется для закрепления длинных и сравнительно тяжелых деталей. Средний зубец патрона совпадает с линией центров. Зубцы вдавливаются в торец детали и передают ей вращение от шпинделя.
Патрон с остриями служит для закрепления заготовок из мягких пород древесины.
Тисочный патрон применяется при обработке деталей с гранеными поверхностями.
Инструмент для токарных работ
Инструменты для токарных работ разделяют на обдирочные, отделочные и специальные. Их изготовляют из углеродистой стали (У8А и УЮА) и закаливают до требуемой твердости.
Стамеска с полукруглым лезвием, или рейер, является обдирочным инструментом, имеет вид полукруглой желобчатой пластинки с фаской, заточенной с выпуклой стороны и образующей лезвие полукруглой формы. Для основных работ применяется стамеска шириной 20—25 мм. Для различных выточек следует иметь набор стамесок шириной 3, 5, 10 и 15 мм.
Отделочные инструменты служат для чистовой обработки прямых и выпуклых поверхностей и для подрезки торцов и отрезания концов.
Стамеска с прямолинейным лезвием, или мейсель , имеет вид столярной стамески. Лезвие мей-селя имеет наклон к кромке железки в 30° и затачивается фасками с двух сторон. Угловая заточка лезвия позволяет работать серединой стамески при обточке прямых и выпуклых пОВерхНск стей, острым углом подрезать торцы и отрезать изделия, а тупой угол использовать при обточке закруглений.
Токарю следует иметь набор мейселей шириной 5, 10, 15, 20,. 25 и 50 мм.
Специальные инструменты служат для производства на токарных станках специальных работ: выточки узких углубленных мест, обработки внутренних поверхностей и т. п.
Плоская прямоугольная стамеска с заточенными боковыми лезвиями служит для выточки узких углубленных мест.
Крючок — плоский загнутый резец с односторонней или двухсторонней заточкой лезвия; применяется для расточки — обработки внутренних поверхностей.
Резцы-гребенки служат для нарезания резьбы.
Прочие резцы. Различные заостренные, гладкие и фигурные резцы имеют специальные лезвия и применяются для самых различных операций.
Работа на токарных станках
Заготовки для токарных изделий (болванки) изготовляют в виде брусков квадратного сечения с припусками по длине для закрепления в станке и припуском по сечению на обточку. Перед обработкой на токарном станке кромки квадратных брусков обтесывают топором, придавая брускам форму, близкую цилиндру требуемого диаметра. При заготовке болванок следует обращать внимание на то, чтобы в древесине не было гнили, сучков и трещин.
Подручник станка устанавливают на уровне 2/3 завернутой з станок болванки. Нельзя допускать расположения верхней плоскости подручника ниже уровня центров. Верхнюю часть (нож) подручника устанавливают как можно ближе к обрабатываемой болванке: с зазором 2—3 мм между наиболее выступающей частью болванки и подручником.
Черновая обточка цилиндрической детали. Черновая обработка цилиндрической болванки производится рейером. Она преследует цель придать заготовке форму цилиндра требуемого диаметра с возможно менее волнистой поверхностью и с припуском примерно в 3—4 мм на последующую обработку.
Передвигая постепенно рейер по длине подручника, снимают первую грубую стружку толщиной 1—2 мм на некоторой длине обрабатываемой болванки. Передвигая подручник по всей длине болванки, снимают с нее одну-две первые грубые стружки и придают поверхности цилиндрическую форму. Первую черновую стружку следует снимать серединой рейера (рис. 128, а). При следующих проходах рейер должен резать боковой частью лезвия, для чего его направляют попеременно в правую и левую стороны (рис. 128,6). При таком способе обточки получается более гладкая поверхность обтачиваемой болванки и лезвие рейера срабатывается более равномерно.
После снятия черновой и первой чистовой стружки следует проверить правильность геометрической формы полученного цилиндра и его размеры. Чтобы знать, сколько запаса осталось для снятия стружки и насколько правильна форма, приданная болванке, диаметр изделия измеряют кронциркулем. Прямолинейность поверхности обточенного изделия проверяют линейкой или угольником, прикладывая угольник к заготовке ребром вдоль цилиндра по его оси и просматривая на свет.
Чистовая-обточка цилиндрической детали. Как только припуск для чистовой обработки по диаметру детали останется около 3—4 мм, обточку рейером прекращают. Чистовую обточку производят мейселем с шириной фаски в 15—20 мм. При чистовой обточке удаляются следы обработки рейером (волнистость поверхности). Тупой угол стамески всегда должен быть обращен в сторону движения, а острый — кверху. Снимаемая стружка должна быть тем тоньше, чем ближе диаметр детали к окончательному размеру. Срезать стружку следует не всем лезвием, а серединой его и нижней частью.
При обточке прямолинейного изделия нужно предварительно проточить по краям его канавки до заданного диаметра и по ним ориентироваться во время снятия стружки.
Подрезка торцов. Когда обработка боковой поверхности цилиндра окончена, нужно наметить карандашом или острием мейселя черту, по которой следует торцевать конец. Для этого мейсель устанавливают на ребро острым углом вниз и, приближая его к детали, намечают неглубокую черту. Затем, отступая несколько вправо, подрезают торец. Подрезав древесину детали, отодвигают мейсель вправо и, придав ей наклон по отношению к горизонтальной плоскости, снова подрезают изделие. При этом получается выточка треугольной формы. Эта выточка позволяет торцевать до тех пор, пока диаметр стержня у торца не будет 10—12 мм. Торец изделия должен быть гладким и без уступов. Точно также торцуют второй конец детали. По форме торцы могут быть прямыми, выпуклыми и с внутренней подточкой.
Обточка криволинейных поверхностей. Обтачивать криволинейные поверхности значительно труднее, чем прямолинейные. Обработка фасонных деталей требует от токаря высокой квалификации. Вытачивание криволинейных поверхностей с переменным радиусом кривизны производится при помощи мейселя, начиная от части детали с наибольшим радиусом кривизны.
Закругление концов болванок. После обточки цилиндра рейером производят черновое закругление конца болванки, придавая ему шарообразную форму. Чистовую отделку производят отделочной стамеской. Чистота поверхности в данном случае зависит от того, насколько точно и крепко держит токарь инструмент. Необходимо внимательно следить, чтобы инструмент все время опирался на нож подручника, а не на изделие. Следует чаще передвигать и поворачивать подручник в нужном направлении, чтобы затем установить его как можно ближе к изделию и уменьшить вылет инструмента от опорной поверхности подручника.
Вытачивание валиков. Валиком в токарном деле называется фигура, образованная закруглением диска на половину окружности (рис. 132, а). Вытачивание валика начинают с изготовления диска. Затем по средней линии диска делают карандашом или отделочной стамеской отметку А—Б. От этой линии делают рейером закругление сначала в правую, а затем в левую сторону. После обработки рейером подручник подвигают ближе к болванке и поперечную планку устанавливают под углом к оси изделия. Это делают для того, чтобы обеспечить лучшую опору для отделочной стамески, которой производят чистовую обточку сначала одной, а затем после перестановки подручника, втопой половины валика. Отделочной стамеской обтачивают при движении ее сверху вниз, причем сначала работает середина лезвия, а затем по мере опускания стружку снимает часть лезвия, расположенного у тупого угла. Перемещая отделочную стамеску от высоких точек закругления валика к низким, необходимо, не отрьивая инструмента от кромки подручника, плавно поднимать его рукоятку вверх.
Вытачивание галтелей. После обточки цилиндра по диаметру острым концом отделочной стамески делают небольшие надрезы на расстоянии, равном ширине галтели, и затем рейером посередине галтели делают соответствующей ширины выточку, оставляя припуск на чистовую обработку.
Затем рейер подводят к одной из боковых поверхностей галтели, к ее верхней кромке. Направляя рейер сверху вниз по радиусу галтели и несколько поворачивая его при этом, производят чистовую обточку радиусной поверхности.
Вытачивание полуваликов. Полуваликом называется фигура, образованная закруглением угла на четверть окружности. В открытых полуваликах обработка аналогична операции закругления торцов и может выполняться отделочной стамеской. Вытачивание полуваликов, расположенных между другими фигурами, делают иначе. Обычную столярную стамеску кладут широкой гранью (плашмя) на подручник и лезвие ее подводят углом к точке, лежащей на наибольшей окружности полувалика. Не отрывая стамески от подручника описывают плавный полукруг и концом лезвия снимают тонкую стружку до получения желаемой фигуры.
Предложения новаторов, облегчающие работу на токарных станках
При проточке длинных деталей обыкновенный подручник приходится несколько раз переставлять вдоль станины. Токарь-модельщик П. В. Федосов удлинил простой подручник с помощью стальной линейки, прикрепленной к вставке подручника винтами, что позволяет работать без перестановок подручника.
Техника безопасности при работе на токарных станках
1. Перед установкой материал необходимо обтесать, чтобы придать ему форму, близкую к той, которую он должен получить на станке.
2. Детали, склеенные из нескольких частей, перед установкой должны быть проверены на правильность и точность склейки.
3. При обработке деталей длиной свыше 0,8 м необходимо пользоваться переставной подставкой.
4. При работе на токарньих станках следует пользоваться легко вентилируемыми защитными очками.
Декоративная обработка древесины – одно из древнейших ремесел, освоенных человеком. Развиваясь на протяжении многих веков, передаваясь от поколения к поколению, искусство декоративных работ по дереву обогащалось опытом и национальными традициями.
Класс!
Обработка древесины как материала также совершенствовалась. С появлением железа расширилось разнообразие орудий труда, связанных с заготовкой и обработкой древесины. Плотники получили инструмент высокого качества – достаточно прочный и стойкий против затупления.
Токарный станок был первой машиной для механической обработки древесины. Он вошел в обиход на 500 лет раньше двуручной пилы и на 1000 лет раньше рубанка. На протяжении почти трех тысячелетий токарный станок был единственным устройством, обеспечивающим полную обработку древесины – от грубо обрубленной заготовки до готового изделия или его детали. При этом становилось доступным (с применением простейших измерительных инструментов и шаблонов) изготовление одинаковых деталей. Простота и законченность токарной технологии позволили производить массу самых разнообразных изделий, деталей архитектуры и мебели, предметов быта, украшений и даже механизмов деревянных часов.
В начале 18-го века русский ученый, механик и скульптор Андрей Константинович Нартов разработал и построил первый в мире токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колес, а также создал несколько механизированных копировальных станков для вырезания барельефов.
Постоянное совершенствование токарных станков, зуборезного и фрезерного оборудования, появление делительных и других приспособлений для обработки металлов создали базу для машинного изготовления деревянных изделий очень сложного профиля.
В последние полтора десятилетия Московским ордена Ленина опытным заводом «Станкоконструкция» освоен выпуск настольных станков «Универсал». В процессе совершенствования конструкции станков было создано три модели и в настоящее время потребителям поступает «Универсал-3».
Изучая опыт и образцы труда прошлых поколений, мастер всегда должен помнить о том, что современные станки, даже небольших размеров, несравненно превосходят старые, в основном деревянные станки с ножным приводом и ручной подачей режущего инструмента. Однако мастерство и терпение позволяли ремесленникам минувших времен создавать великолепные изделия, отличающиеся как сложной технологией, так и высоким художественным уровнем. Теперь, опираясь на значительно возросшие технологические возможности современного оборудования, мастер должен стремиться создавать вещи не менее сложные, чем те, которые делались в прошлом.
Декоративное искусство, как и другие виды искусств, не стоит на месте, оно развивается, меняя свою стилистику. За последнее столетие наблюдается постепенное упрощение профиля точеных деталей. Создание новых форм ведется через поиск изящных и легких силуэтов, исключающих дробные элементы и сохраняющих природную красоту материала.
В наше время мастеру-любителю предоставлены широчайшие возможности, используя современную технику, пробовать свои силы в художественном творчестве. Изготавливая декоративные изделия, мастер сам выбирает стилистику и создает облик предмета, разрабатывает технологию его выполнения, объединяя профессии токаря и художника.
Для обработки на токарном станке пригодна древесина всех пород. Для тонкой, художественной обточки чаще берут древесину твердых пород: бук, граб, грушу, яблоню, орех, самшит. Хорошо обтачиваются клен,береза, липа, ольха, осина, кедр, тис. Заготовки для точеных изделий предварительно обрабатывают плотничным топором или одинарным рубанком, причем им придают форму, близкую к цилиндру.
Подготовленную к обточке заготовку (болванку) прочно зажимают между центрами станка. Для трезубца нередко вырубают плоской стамеской в торце заготовки неглубокую бороздку. В заготовках из очень твердойдревесины (самшита, граба, бука) выбирают небольшое углубление также для заднего центрика.
Опорную скобу подручника устанавливают возможно ближе к обтачиваемой поверхности с зазором в 3—4 мм и обязательно выше оси вращения обрабатываемой детали. При более низком положении подручника режущий инструмент будет не резать, а скоблить древесину, и поверхность детали получится шероховатой. При этом возможен перегиб инструмента под деталь, грозящий работающему ушибами и ранением.
Через 5—10 мин. после начала работы нужно подкрутить задний шпиндель, чтобы предупредить ослабление зажима детали вследствие разработки гнезда под центриком. По мере уменьшения диаметра обтачиваемой детали подручник перемещают ближе к ее поверхности.
При оцилиндровке заготовки полукруглой стамеской резание кужно производить не только вершиной лезвия, но и его боковыми частями. При таком пользовании стамеской затупление ее будет происходить более равномерно, а обточенная поверхность получится менее волнистой, что ускорит и облегчит ее дальнейшую обработку.
При гладком обтачивании косяк держат так, чтобы его лезвие было направлено к образующей цилиндра под углом 45°. При вытачивании профиля косяку придают различные положения. Частичное протачивание торцев и полную торцовку детали выполняют острым концом косяка, поставленного на опорную скобу подручника ребром.
При работе нужно держать инструмент на опорной скобе подручника всей ладонью левой руки. Прижимать инструмент сверху только большим пальцем, охватывая остальными пальцами опорную скобу, не следует: такой способ недостаточно надежен.
Кроме того, при этом способе затрудняется передвижение инструмента вдоль скобы. Правой рукой держат ручку инструмента в обхват. Этой рукой токарь направляет все движения инструмента.
Нужно прочно закреплять заготовку в шпинделях. Вылетевшая из шпинделей заготовка может нанести работающему ушибы и ранения. В связи с этим заготовки с трещинами в торцах к обработке не допускаются.
Опасность представляют большое расстояние между опорной скобой и обтачиваемой поверхностью, расположение скобы ниже оси вращения детали, сильный или неравномерный (рывками) нажим резцом на деталь. Все эти отступления от правильной работы могут повлечь за собой вылет детали из станка, перегиб резца под деталь, поломку инструмента. Чтобы защитить глаза от попадания стружки, следует работать в защитных очках.
Цилиндрические и конические палки — штанги, заготовки для нарезания круглых вставных шипов, лыжные палки, некоторые детали гнутой мебели — вырабатывают на круглопалочном станке.
Рабочая часть станка — полая вращающаяся ножевая головка с ножами внутри. Обрабатываемые заготовки — квадратные бруски — пропускают через полость головки. Подача заготовок производится двумя парами подающих вальцев. Первые вальцы обычно рифленые, вторые, расположенные за ножевой головкой, гладкие с желобком; желобок служит для обхвата выходящей из станка готовой палки.
sawwood.ru
Обработка древесины на токарных станках – от выбора древесины до оборудования.
Деревообрабатывающий токарный станок является ключевым приспособлением при любой работе с деревом. Токарный станок вращает брусок дерева на высокой скорости, позволяя столяру наносить симметричные борозды. На токарных станках вытачивают причудливые резные ножки для столов, подсвечники и другие части с цилиндрическим сечением. К токарному станку можно добавлять различные инструменты, чтобы выполнять разные виды резьбы.
1. Подберите деревянный брусок для работы. Он должен быть относительно небольшим, чтобы помещаться в станок, и не иметь изъянов и трещин. Очень опасно, если дерево расщепляется в момент вращения на высокой скорости в токарном станке. Сразу же отключите станок, если вы видите какие-либо признаки разрушения целостности дерева.
2. Начертите две диагональные линии поперек каждого торца бруска, чтобы найти центр. Точки, которые вы получите при пересечении этих линий, станут точками присоединения бруска к зажимам токарного станка. Карандашом нанесите на заготовку предполагаемый рисунок.
3. Закрепите деревянный брусок в креплениях токарного станка. Убедитесь, что брусок хорошо закреплен и не вращается, когда вы надавливаете на него. Также проверьте, чтобы брусок был закреплен ровно. Если заготовка закреплена неровно, опасности нет, но вы не сможете резать под нужным углом, и готовое изделие будет испорчено.
4. Установите резец токарного станка так, чтобы он подходил близко к поверхности дерева, но не касался ее. При вращении дерева будет касаться только режущая кромка резца.
5. Включите питание и убедитесь, что брусок вращается ровно. С помощью режущих насадок нанесите резной узор на заготовку. Полукруглое долото используется для нанесения больших, грубых выемок в дереве. Сформируйте основную форму заготовки с помощью полукруглого долота, затем воспользуйтесь косой, круглой или заостренной стамеской для создания дополнительного рисунка.
6. Когда вы закончили работу над заготовкой, отключите токарный станок от питания. Дождитесь полной остановки перед тем, как брать обработанный брусок в руки или отсоединять его от станка.
Какие бывают фрезы?
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи.
Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей.
При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения оси фрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали.
Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.
Цилиндрические фрезы
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. При работе цилиндрических фрез с винтовыми зубьями возникают осевые усилия, которые при угле наклона зуба ОМЕГА = 30 -:- 45* достигают значительной величины. Поэтому применяют цилиндрические сдвоенные фрезы, у которых винтовые режущие зубья имеют разное направление наклона. Это позволяет уравновесить осевые усилия, действующие на фрезы, в процессе резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.
Торцовые фрезы
Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.
Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными. В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Причем углы в плане Ф на торцовых фрезах могут меняться в широких пределах. Наиболее часто угол в плане Ф на торцовых фрезах принимается равным 90° или 45—60°. С точки зрения стойкости фрезы его целесообразно выбирать наименьшей величины, обеспечивающей достаточную виброустойчивость процесса резания и заданную точность обработки детали.
Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами.
Дисковые фрезы
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании лазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности ‘и предназначены для обработки относительно неглубоких пазов. Для уменьшения трения по торцам на пазовых фрезах предусматривается вспомогательный угол в плане ф1, порядка 30’, т. е. толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04—0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается. Однако это не имеет практического значения, так как величина уменьшения невелика.
Однако эти фрезы обладают высокой производительностью, несмотря на частично срезанные зубья.
Для прорезания узких пазов и шлицев на деталях, а также разрезания материалов применяются топкие дисковые фрезы, которые называют пилами. У таких фрез поочередно то с одного, то с другого торца затачиваются фаски под углом 45*. Фаска срезает обычно 1/5—1/3 длины режущей кромки. Поэтому каждый зуб срезает стружку, ширина которой меньше ширины прорезаемого паза. Это позволяет более свободно размещаться стружке во впадине зуба и улучшает ее отвод. При ширине среза, равной ширине паза, торцы стружки соприкасаются с боковыми сторонами прорезаемого паза, что затрудняет свободное завивание и размещение стружки во впадине зуба и может привести к заклиниванию зубъев и поломке фрезы.
Угловые фрезы
Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Одноугловые фрезы имеют режущие кромки, расположенные на конической поверхности и торце. Двухугловые фрезы имеют режущие кромки, расположенные на двух смежных конических поверхностях. Угловые фрезы находят широкое применение в инструментальном производстве для фрезерования стружечных канавок различных инструментов. В процессе работы одноугловыми фрезами возникают осевые усилия резания, так как срезание металла заготовки производится в основном режущими кромками, расположенными на конической поверхности. У двухугловых же фрез осевые усилия, возникающие при работе двух смежных угловых кромок зуба, несколько компенсируют друг друга, а при работе симметричных двухугловых фрез они взаимно уравновешиваются. Поэтому двухугловые фрезы работают более плавно. Угловые фрезы малых размеров изготовляются концевыми с цилиндрическим или коническим хвостовиком.
Концевая фреза
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Угол наклона зубьев доходит до 30—45*. Диаметр концевых фрез выбирают меньшим (до 0,1 мм) ширины канавки, так как при фрезеровании наблюдается разбивание канавки.
Шпоночные фрезы
Разновидностью концевых фрез являются шпоночные двухзубые фрезы. Рассматриваемые шпоночные фрезы, подобно сверлу, могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
kazap.ru
Способы сушки древесины для токарных работ
Древесина издавна использовалась народными умельцами для изготовления мебели, предметов быта и декоративных изделий. Изначально мастера обрабатывали древесину вручную, позже процесс был механизирован.
Уменьшение содержания влаги до 8% за 7 дней с сушилкой для древесины ФлексиХИТ
Одним из первых способов механизированной обработки дерева является точение — удаление избыточного материала путем срезания. Такая операция производится на токарных станках, суть работы которых состоит в перемещении режущего инструмента относительно заготовки, вращающейся вокруг оси, и срезании стружки нужной толщины.
Токарные станки позволяют получать симметричные изделия с законченной формой. Они повсеместно используются на крупных предприятиях и в домашних мастерских.
Выбор древесины для токарной обработки
Прежде чем приступить к точению задуманного изделия, нужно выполнить подготовительные работы: выбрать подходящий материал и высушить его.
Для токарных работ лучше всего подходят плотные мелкослойные породы древесины. Желательно, чтобы материал не имел дефектов: трещин, выпадающих сучков, просмолок и проростей. А вот свилеватость и косослойность, обычно считающиеся дефектами, при обтачивании не являются проблемами. Напротив, ввиду того что свилеватая древесина с трудом раскалывается, ее часто используют для изготовления киянок и рукоятей.
Для точения пригодны практически все породы дерева, но лучше всего при обработке ведут себя береза, ольха, бук, клен, орех, груша, липа и граб, а вот сосна, дуб, ель и ясень немного похуже. Идеальны для токарных изделий груша и яблоня, особенно дикие породы. Древесина этих деревьев легко обрабатывается и хорошо полируется. На нее отлично ложится краска.
Красивые игрушки и сувениры выходят из осины, липы, карельской березы и ильмы. Из них можно вытачивать посуду и декоративные изделия. Из древесины ореха хорошо получаются мелкие предметы: пудреницы, шкатулки, оправы. А для создания интерьерных декоров лучше всего использовать породы, имеющие красивую текстуру — грецкий орех, дуб, можжевельник, кедр, красное дерево, сосну.
В мебельном производстве широкое распространение получили бук, граб, ольха, клен, самшит и карельская береза.
Способы сушки древесины
Определившись с видом древесины, нужно побеспокоиться о ее подготовке — правильно высушить, чтобы готовое изделие не растрескалось и служило долго верой и правдой. Можно купить готовый материал, высушенный в промышленных условиях, или заняться его подготовкой лично. Если хочется сделать все самостоятельно, нужно быть готовым к тому, что сушка — это длительный процесс, от качества проведения которого будет зависеть итог всей работы.
Когда речь идет о подготовке материала для последующей токарной обработки существует два пути:
- сделать грубую заготовку из сырого материала и высушить ее;
- первоначально высушить материал, а затем создавать изделие.
Некоторые мастера идут по первому пути, они предпочитают точить грубые заготовки из сырого дерева, оставляя припуски на усушку, затем ждать пока они высохнут, а потом проводить финальную обработку. Такой процесс протекает быстрее, чем первоначальная сушка полена, но он не лишен недостатков: во-первых, случаются «жертвы» — после высыхания могут появиться трещины в заготовке, а во-вторых, мастер лишен возможности после обработки на станке сразу отшлифовать и покрасить изделие.
Грубые заготовки мастера, как правило, сушат, оборачивая их в газетную бумагу, которая впитывает влагу, а затем в полиэтиленовую пленку. Менять газеты нужно раз в два дня, чтобы через месяц получить результат. Подходит для сушки небольших заготовок и микроволновая печь, главное, выбрать минимальный уровень мощности или выставить режим разморозки.
Но все же точить сухую древесину приятнее и проще, чем влажную, поэтому многие мастера предпочитают сначала сушить материал, а затем приступать к токарной обработке, шлифовке и покраске.
Самостоятельно можно высушить материал естественным путем и ускоренными методами.
Естественная сушка

Достоинствами естественной сушки являются простота проведения процедуры, а также отсутствие финансовых затрат. Сушить дерево следует в сухом, хорошо проветриваемом помещении, сложив в штабель. Между заготовками нужно положить брусочки, чтобы обеспечить вентилируемые просветы. Во избежание образования трещин торцы бревен следует покрыть смолой или маслом.
К сожалению, в домашних условиях не всегда можно выделить под сушку подходящее помещение, особенно если речь идет о большом количестве заготовок. Но основным недостатком такого способа сушки является его длительность: потребуется ждать 2-3 года, пока материал полностью высохнет.
Сушка ускоренными методами

Ускоренные методы предполагают:
- инфракрасную сушку;
- сушку в специальном сушильном шкафу;
- вымачивание заготовок в горячей воде и натирание солью.
Инфракрасная сушка
Использование для подготовки материала инфракрасных кассет позволяет предотвратить возникновение внутренних напряжений в древесине и сократить процесс сушки до одного дня. Такая сушка пригодна для любого объема пиломатериалов и может проводиться как в помещении, так и на открытом воздухе.
КУПИТЬ Бескамерную инфракрасную сушилку для сушки древесины
Сушка в сушильном шкафу
Сушильный шкаф можно изготовить самостоятельно, сколотив его из досок, подойдет и обычный фанерный шифоньер. Снизу нужно установить тепловентилятор мощностью около 2 кВт, а сверху проделать отверстия для вентиляции. В таком шкафу заготовки будут сохнуть от трех дней до двух недель в зависимости от вида древесины.
Вымачивание и натирание солью
Этот способ предполагает вымачивание заготовки в горячей воде в течение нескольких минут (3-5 мин), а затем интенсивное натирание солью крупного помола. После такой обработки деревянная заготовка должна просохнуть при комнатной температуре около недели, желательно в подвешенном виде. Затем с ней можно будет продолжать работать. Метод хорош, но для больших объемов материала непригоден.
Уменьшение содержания влаги до 8% за 7 дней с сушилкой для дерева ФлексиХИТ
blog.flexyheat.ru