
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
- Замена насоса в стиральной машине: сливной в Самсунг, как поменять на LG и Bosch, где находится помпа
- Стиральная машина не набирает воду причины: не поступает вода в машинку, почему Самсунг гудит, нет подачи в барабан
- Спутниковая антенна на 2 телевизора: схема подключения ТВ к тюнеру, как подключить второй к одной тарелке
- Отпариватели для домашнего использования какой лучше: ручной и вертикальный, как выбрать для одежды, советы
- Вред микроволновки: или польза, мнение экспертов, миф или реальность, научные подтверждения, печь для здоровья
- Как очистить ручки у плиты: снять с газовой Гефест, чистка своими руками, как помыть, нашатырно-анисовые капли
- Установка варочной панели в столешницу: видео, как установить газовую, правильная врезка своими руками
- Тостеры какой фирмы лучше: как выбрать для дома, купить лучший, рейтинг и контрольная закупка, правильный выбор
openfile.ru
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
 Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки

Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
 Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
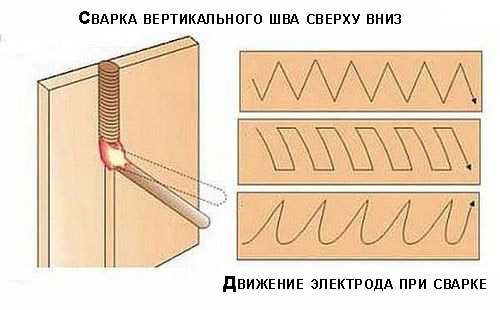
Как сделать вертикальный шов
 Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
 Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
 При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
fb.ru
Как правильно варить вертикальный шов электродуговой сваркой?
Технология сварки, это сложный процесс, требующий предельной аккуратности и точности, и прежде чем решить вопрос как правильно варить вертикальный шов электросваркой, необходимо знать азы технологии в принципе. Первоначально необходимо выправить деталь, после чего потребуется произвести зачистку элементов стыковки. Появление технологических дефектов для вертикального сварочного шва сталкиваются с такими видами возможных загрязнений поверхностей:
- Наличие ржавчины.
- Появление масла.
- Возникновение окалин.

Пример сварки вертикального шва электродуговой сварки
В первую очередь, необходимо зачистить те места, где будут проводиться сварочные мероприятия. Это относится ко всем кромкам детали, а также в местах, где есть возможные щели или зазоры. Удалять грязь можно любым доступным методом, металлической щёткой, горячей струёй воздуха, или сильнейшим пламенем горелки. В качестве вариантов очистки поверхности используют следующие технологии и инструменты:
- Щетка, с усиленным металлическим ворсом.
- Игловые фрезы.
- Гидравлические пескоструйные технологии.
- Мелкая рабочая дробь.
- Промышленная горелка.
- Стандартный шлифовальный круг.
- Метод проплавления.
- Растворители.
Теперь, для подготовки вертикального шва электродуговой сваркой сверху вниз или наоборот, необходимо разобраться с принципами начала работы, и на первое место выходит возбуждение дуги.
Сварка вертикального шва сверху вниз
Запуск дуги для работы
Рассмотрим два наиболее вероятных варианта, которые предпочтительны для техники сварки вертикальных швов.
- Сварщик, используя держак, где встроен электрод, начинает постепенное движение, где потребуется прикоснуться к металлической поверхности. Далее необходимо быстро отвести электрод назад, примерно на 2-4 мм. В результате появится необходимое пламя дуги. Рабочая долина дуги обеспечивается медленным опусканием устройства. Принцип задачи как варить вертикальный шов дуговой сваркой, зависит, прежде всего, от параметра расплавления. Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
- Сварщик быстро проводит по металлической поверхности кончиком электрода, а затем точно также быстро отодвигает держак на себя, но примерно на 2 мм от поверхности металлического изделия. В определённый момент, между электродом и поверхностью образуется электрическая дуга. В процессе выполнения задачи как варить вертикальный шов электродом, необходимо придерживаться одинаковой длины дуги. Сама дуга на начальном этапе, должна быть исключительно короткой. Возле шва образуются небольшие рабочие капли металла. Процесс плавления будет максимально плавным и спокойным. Шов получается глубокий и ровный. Если рабочая длина дуги будет слишком длинной, то основная поверхность металла не проплавиться до конца. Металлическая поверхность электрода начнётся окисляться, появятся значительные брызги на поверхности металла. Шов после проведения сварки будет выглядеть совершенно неровным, имеющий многочисленные окисловые вкрапления.
- Общую длину рабочей дуги можно определить по своеобразному звуку, который характерен для процесса как правильно сварить вертикальный шов ручной дуговой сваркой. Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.
«Обратите внимание!
Если дуга неожиданно оборвалась, ее можно возбудить снова.»
В месте, где образовался кратер, тщательно заваривают, иначе есть риск нарушения общего принципа технологической работы. Если потребуется сварить узел, который используется для основной эксплуатации в общем технологическом процессе, то возможно появление, так называемой технологической «усталости». Категорически запрещено возбуждать дугу в данном месте, иначе вертикальный шов электродуговой сваркой, вызывает так называемый рабочий «ожог» металла. В данном месите, во время эксплуатации конструкционной детали, в будущем возможно разрушение.
Первые шаги
Если вы хотите научиться варить, то специалисты рекомендуют проводить опыты на металлических валиках. Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Какие валики используются для работы
Теперь попробуем определиться, как варить вертикальный шов без отрыва, используя валики. В данном случае, необходимо вставить электрод рабочий держак. Для того чтобы создать требуемый ток в электроде, необходимо создать минимальное трение между электродом и металлической поверхностью. Для этих целей, достаточно создать усилие трения по поверхности или без усилия постучать по рабочей части металла.
Когда появится электрическая дуга, вертикальный шов электродуговой сваркой толстого металла, при помощи электрода, направляется на заготовку, где необходимо выдержать минимальный зазор между рабочей зоной электрической дуги и поверхностью металла. Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
«Важно!
Помните, чтобы добиться такого качества шва, необходимо постоянно придерживаться одного и того размера дуги, и дуговая сварка вертикальных швов позволяет соблюдать данные требования. Резкие отклонения чреваты появлению дефектов, что негативно оказывает влияние на металл, а также на характеристики прочности готового изделия.»
Варианты получения качественного шва
Теперь необходимо определить, какой метод отлично создаётся при сварке вертикальных швов. В качестве варианта необходимо использовать один из нижеперечисленных методов. В данном случае обращаем внимание, что отличный результат может показать только опытный практикант или специалист широкого профиля:
- Технология лесенка (зигзагообразная).
- Методика ёлочка.
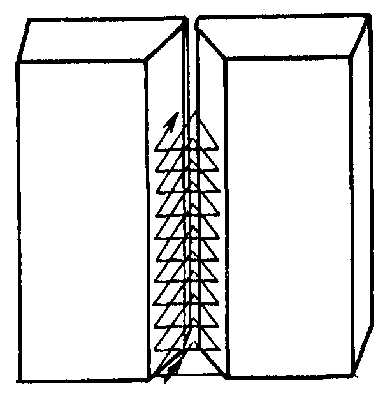
Движение электрода методом «ёлочки»
- Петлевидная система.
- Серповидная система.
Новички на первых порах могут взять в качестве экспериментальных материалов, различные валики, где можно поучиться основным принципам проведения вертикальной сварки. Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров. Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями.
Обращаем также внимание на то, как проводится технология сварки, сколько требуется слоёв и прочие технические и физические характеристики. В некоторых случаях, не последнюю роль играет диаметр электрода, который оказывает влияние на нанесение требуемого количества слоя сварки. Соблюдаем минимальные требования пожарной и электрической безопасности при проведении сварочных работ.
Видео: Пример сварки вертикального шва
svarkaipayka.ru
Как правильно варить сваркой | Сделай своими руками
Современная электрическая дуговая сварка проста в использовании и не требует дорогостоящей техники. Навыки работы сварочным аппаратом пригодятся как при строительстве, так и в ремонте, связанном с металлическими конструкциями. Главное преимущество этого метода – возможность в любое время исправить допущенные ошибки, разрезать изделие и сварить его заново.

Нам понадобятся: сварочный аппарат, электроды, защитные перчатки (краги), защитная одежда, сварочная маска со светофильтром «хамелеон».
Выбор сварочного аппарата и электродов
Существует несколько видов сварочных аппаратов, но для любителей актуальны только два: трансформатор и инвертор. Мы рекомендуем выбрать инвертор мощностью от 150 до 200 А. В качестве электродов подойдут «универсальные» на 2–4 мм. Также существуют специализированные электроды, но они интересны только профессионалам.
Как правильно варить – инструкция
Прежде чем приступить, желательно зачистить кромки изделия от ржавчины и краски, это особенность дуговой сварки. По возможности зафиксировать части изделия.
Как установить электрод и выставить силу тока?
Электроды должны быть сухими, без дефектов. Подбирать силу тока нужно в зависимости от толщины электродов. Рекомендации должны быть на упаковке с ними и на самом сварочном аппарате. Рассчитать диапазон минимальных и максимальных величин несложно, нужно умножить диаметр сварочного электрода на 30 и 40 (например, оптимальной силой тока для электрода диаметром 3 мм будет рабочий диапазон 90–120 А).
Как зажечь электрическую дугу?
Включить аппарат. Как показано на видео, нужно почиркать электродом о металл, пока не появится дуга. Чтобы не потерять ее и не пережечь металл, сварочный электрод нужно держать на расстоянии 3–4 мм от поверхности. Он будет сгорать по мере работы и стекать в сварочный шов, нужно следить за этим процессом и поддерживать расстояние.

Как варить шов?
Начинать сварку нужно от края изделия. Существует более десятка техник ведения электрода по шву. Самый простой – небольшие круговые движения, как показано на видео. Обратите внимание! Проплавить деталь нужно на всю глубину, по обеим кромкам. Нельзя допустить, чтобы плавилась только одна кромка.
Электрод прилип к металлу. Что делать?
Главное, не пытайтесь оторвать его силой! Нужно просто поводить электродом из стороны в сторону, как показывает мастер – он легко отлипнет. Как вы видите, электрическая сварка – это просто. Удачи в работе.
sdelairukami.ru
Как правильно варить сваркой электродами (видео)
01 декабря 2015
Просмотров: 1682
Сварочные работы составляют около 70% технических процессов на крупных предприятиях. Знание о том, как правильно варить сваркой, позволит избежать затрат на услуги профессионального сварщика или даже организовать собственную мастерскую по проведению сварочных работ.
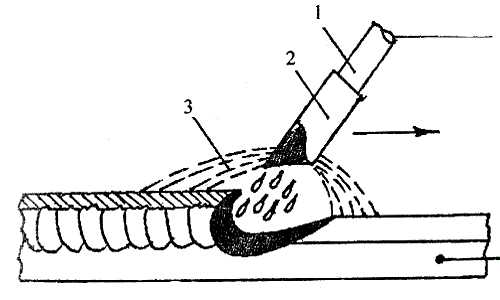
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Суть процесса сварки
Сварка — это получение неразъемного соединения термическим, механическим или термомеханическим способом. При этом происходит формирование сварочного шва, который должен удовлетворять следующим требованиям:
- равнопрочность основному металлу;
- отсутствие горячих и холодных трещин, а также других дефектов;
- высокая износостойкость и пластичность, которая будет препятствовать охрупчиванию металла шва.
Как научиться варить электросваркой
Варианты сварных соединений.
В советское время существовала оптимальная система обучения сварщиков, когда ученики занимались под руководством профессионалов непосредственно на производстве. Сегодня научиться варить можно лишь в специализированных учебных заведениях, на что у большинства людей просто нет времени. В связи с этим существуют советы для начинающих сварщиков, которые позволяют освоить азы сварочного дела. Перед тем как узнать о том, как правильно варить электросваркой, нужно изучить необходимые подготовительные мероприятия и критерии выбора сварочного оборудования.
Чтобы обеспечить соответствие шва этим требованиям, используются различные способы и технологии сварки. Но для бытовых целей чаще всего применяется ручная дуговая сварка (РДС), которая обеспечивает достаточно неплохое качество соединения. Этот способ осуществляется покрытыми электродами, купить которые можно в специализированном магазине. Между изделием и электродом зажигается дуга, которая выделяет большое количество тепла. Под его действием происходит расплавление и смешивание электродного и основного металлов. При остывании металл кристаллизуется и затвердевает, образуя сварочный шов. Его качество зависит от множества факторов, которые нужно знать перед выполнением сварки.
Выбор электрода и источника питания
Сварка — комплексный процесс, требующий тщательной подготовки и соблюдения множества правил. Иногда начинающие сварщики не уделяют внимания выбору электродного металла и источника питания, но от этих составляющих наиболее сильно зависит конечный результат. Основные характеристики источников питания:
Схема сварки тонкого металла с толстым.
- Род тока (постоянный или переменный). На постоянном токе дуга горит стабильнее, но для бытовых нужд в нем, как правило, нет необходимости. Кроме того, распространенные в быту трансформаторы и инверторы выдают именно переменный сварочный ток.
- Номинальная сила тока, выдаваемая сварочным аппаратом. Если вы не собираетесь использовать аппарат в промышленных целях, вам вполне будет достаточно 300-400 А. Но лучше выбирать источник с запасом в 10-20%, чтобы он не работал на пределе своих возможностей.
- Период нагрузки (ПН). Показывает соотношение между временем работы и отдыха при максимальном значении тока. Чем выше эта характеристика, тем лучше, но если вы не планируете варить металл в больших количествах, достаточно будет 50-70%.
- КПД. Говорит о том, какой процент забираемой из сети мощности используется непосредственно для сварки. В целях экономии электричества лучше выбирать аппараты с максимально возможным значением.
Выбор марки электрода осуществляется исходя из пространственного положения и рода тока источника питания. Информация о предназначении электродов указывается на коробке, поэтому, зная эти параметры, можно без труда подобрать сварочную проволоку. Диаметр электрода подбирается исходя из значения сварочного тока с расчетом примерно 1 мм на 100 А. Если вам нужно сварить тонкий металл, следует использовать электроды небольшого диаметра и выполнять процесс на невысоких токах.
Предварительные мероприятия
Перед электродуговой сваркой необходимо подготовить металл. Его поверхность должна быть очищена от ржавчины и сильных загрязнений. На ней не должно быть остатков масла, жидкостей и других веществ, которые могут влиять на процесс сварки и на состав металла шва. Для металлов больших толщин необходима разделка кромок. Она может выполняться в V-образном, U-образном или X-образном виде. В бытовых целях используется только первый вариант, но чаще всего необходимости в разделке попросту нет.
Технология процесса
Когда все подготовительные операции выполнены, можно приступать к самому процессу сварки. Прежде всего, нужно подобрать силу тока. Делается это исходя из толщины основного металла, при помощи специальных таблиц или методом подбора. Табличные данные тоже требуют корректировки, так как условия сварки, при которых они составлялись, обычно отличаются от реальных. Процесс начинается с зажигания дуги. Для этого нужно коснуться электродом металла и выдерживать длину дуги 3-4 мм. Начинающие сварщики испытывают трудности на этом этапе, но с опытом зажигание дуги уже не представляет никаких трудностей.
Сварщик должен одновременно выполнять 3 движения:
- Продольное. Для расплавления металла и формирования валика шва.
- Поперечное. Для получения нужной ширины шва. Выполняется посредством колебательных движений, ширина которых зависит от размеров и положения шва, его разделки и других параметров.
- Поступательное. Выполняется по мере сгорания электрода, для того чтобы поддерживать постоянную длину дуги.
Скорость сварки — единственная величина, которую невозможно задать при РДС.
Сам сварщик должен чувствовать оптимальную скорость для данного режима и обеспечивать ее. Но сварку тонкого металла электродом обычно выполняют на сравнительно высоких скоростях, чтобы не допустить прожогов.
Сварка в вертикальном положении выполняется путем нанесения прихваток, которые накладываются друг на друга. Таким образом, формируется шов с достаточными характеристиками. Опытные сварщики выполняют вертикальные соединения в 1 проход, но это требует очень высокой квалификации. Кроме того, это возможно только при сварке качественными электродами, оптимально подобранными к составу металла и условиям сварки.
Похожие статьи
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…Похожие статьи
masterinstrumenta.ru
Как правильно варить электросваркой
Каждому человеку приходится сталкиваться с применением сварки для бытовых нужд. Сварочный аппарат – вещь необходимая для решения бытовых проблем. Но варить с первого раза получается далеко не у всех, и для того чтобы правильно варить электросваркой, нужна постоянная практика. После нескольких пачек сожженных электродов, прогресс будет налицо.
Для бытового применения можно использовать любой сварочный аппарат, с максимальным током 160 Ампер. Принцип работы электросварки, заключается в возбуждении электрической дуги между поверхностью детали и электродом. Правильно варить электросваркой получится только в том случае, если соблюдать простые правила возникновения электрической дуги. К рабочей детали крепится один из проводов, идущих от трансформатора, так называемая «масса». Другой провод с вставленным электродом в электродержатель, подносят к месту сварки и, прикасаясь электродом к металлу, возбуждают электрическую дугу.
Чтобы правильно варить электросваркой, необходимо обеспечить нормальное горение дуги. Это достигается выбором оптимального расстояния между электродом и деталью. Обычно дуга хорошо горит на расстоянии 2 -6 миллиметров. Под влиянием температуры электрической дуги, металл электрода и детали плавится, заполняя углубление, образовавшееся в результате действия дуги на металл. Передвигая электрод вдоль шва, сварщик заливает это место металлом.
Смотрите подробный урок, как варить вертикальные швы:
Важным является выбор присадочного материала – электрода. Чтобы правильно варить электросваркой, необходимо ориентироваться на вид и химический состав металла, из которого изготовлено изделие, и в соответствии с этим подбирать электрод. Для электросварки применяются электроды: стальные, медные, чугунные, биметаллические, медные и латунные. Для сварки углеродистых, малоуглеродистых и конструкционных сталей применяются электроды следующих марок: 332, 338, 342, 350, 360, 370, 385 и другие. В маркировке также используется индекс, который обозначает вязкость шва, а цифры обозначают твердость металла. Основное правило выбора электрода – соответствие толщине металла.
Смотрите подробный урок, как варить горизонтальные швы:
Правильно варить электросваркой поможет выбор наклона электрода. Он должен составлять примерно 75 градусов в направлении электрической дуги. Для возникновения дуги используется метод чирканья и метод подъема. При первом методе, кончиком электрода производится движение на манер чирканья спичкой, и при возникновении дуги ведется движение по шву. Второй метод заключается в постукивании и подъеме электрода, в момент возникновения дуги.
Основой хорошего горения дуги, является правильно выбранная сила тока. Если сила недостаточна, то дуга будет гаснуть, а электрод залипать. Большая сила тока приведет к сильному разбрызгиванию металла и его горению. Правильно варить электросваркой поможет предварительный расчет соотношения толщины электрода и силы тока. Для сварочного трансформатора 1 миллиметр электрода соответствует 30 – 35 А. В случае использования сварочного инвертера для электрода 3 миллиметра, предельная сила тока будет 80 ампер. При повышении силы тока, можно уже будет резать металл.
Все тонкости сварного дела осваиваются со временем и, овладев этим непростым, но нужным искусством, можно творить шедевры и вопрос, как правильно варить электросваркой, покажется таким простым и понятным.
Смотрите подробный урок, как сваривать трубы:
Для вас доступны похожие статьи:
swoidom.com
розжиг дуги и параметры сварки
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?
Классификация сварочной дуги.
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
| Инвертор | Трансформатор | |
| Устойчивость дуги | Хорошая | Средняя |
| Зависимость от колебания напряжения в сети | Низкая | Высокая |
| Потребление электроэнергии | Ниже, соответствует бытовым нормам | Выше, превышает бытовые нормы |
| Вес сварочного аппарата | 7-10 кг | 20-50 кг |
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?
Схема сварки дугой.
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
moyasvarka.ru