
Сварка инвертором для начинающих: как варить без шлаковых включений?
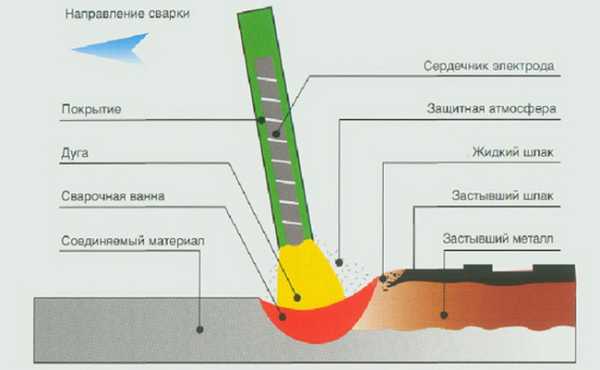
Почему появляются шлаковые включения? Такие проблемы возникают обычно при сварке инвертором у начинающих. Когда сварщик варит, например, в направлении, как это можно видеть на фото, шлак может пойти вперед дуги, вперед сварочной ванны и подтечь под нее, оставаясь внутри шва из-за того, что не успел всплыть наружу.

В основном эта проблема присуща сварке в нижнем положении. Но особенно ситуация усугубляется, если деталь идет на спуск. В таком случае шлак гораздо быстрее стекает вперед, чем сварочная ванна. Также включения шлака могут возникать, если подобран слишком малый ток для данной толщины или по причине подбора слишком больших зазоров. При сварке по вертикали обычно включений не бывает – шлак стекает вниз, а шов остается сверху. В таком случае не существует проблем даже при сварке на малых токах. То же при работе в горизонтальном положении.
Проблемы с шлаком встречаются чаще всего при сварке в нижнем положении и при прохождении потолка.
Если случаются просадки в электросетке и варить можно только на малом токе, не желательно «жужжать» в нижнем положении, а необходимо деталь или заготовку поставить под уклон и варить снизу –вверх. Если тока совсем мало, нужно деталь поставить вертикально. Шлак будет стекать вниз, а шов нормально ложиться.
Если с электросетью в вашей мастерской все в порядке и тока хватает шлаковые включения все-равно возникают. Обычно это происходит при сварке на постоянке из-за воздействия на ферросплавы обмазки магнитного дутья. Когда горит электрод дуга начинает клониться в направлении массивной детали. Дуга может гореть в сторону или по кругу. Часто это явление ярко проявляется в угловых швах и на второй половине электрода. Вот в таких случаях и проявляются шлаковые включения в шве.
Как избавиться?
Если вы увидели, что шлак «обгоняет» сварочную ванну, можно сделать небольшой пробег вперед электродом по прямой линии, чтобы его встряхнуть. Если это не помогло, можно применить другой способ, который заключается в увеличении дуги, за счет чего шлак обратно сдувает по направлению к жидкой ванне. Также можно пытаться «загнать шлак обратно» меняя угол наклона детали (если позволяют ее габариты) в соответствующем направлении.
svarka-master.ru
Много шлака при сварке электродами

Многие сварщики, особенно начинающие, задаются вопросом: почему, когда варишь электродами много шлака. В основном, появление шлаков является результатом высокой скорости затвердевания раскаленного сварочного шва, также может указывать на низкий профессионализм сварщика или на низкое качество электродов. Давайте в этой статье подробно разберем каждую из причин более подробно.
Первая причина – высокая скорость затвердения и остывания металла. Если для сварки вы подбираете качественные электроды, которые образуют в сварочной ванне много шлака, расплавленный металл может больше находиться в жидком состоянии, благодаря чему шлаки и другие ненужные составляющие всплывут на поверхность. Также если вы для сварки используете качественные электроды, наплавленный металл будет более высокого качества и менее засорен шлаками и им подобными включениями.
Часто вероятность образования шлаков можно определить по марке сварочных электродов. Если вы применяете электроды с тонкой обмазкой, будьте внимательны, потому как вероятность формирования шлаков в сварочном шве очень высока. Если варите хорошими электродами с большим содержанием шлака – ваша работа будет проходить быстрее и более успешно.

Шлаковые включения можно поделить на микроспопические и макроскопические. Макроскопические включения имеют форму сферы, а также продолговатые вытянутые хвосты. Они могут образовываться в сварочном шве из-за плохой очистки кромок свариваемого металла. Микроскопические шлаковые включения появляются при образовании химических соединений во время плавления металла. Они проявляют себя в момент, когда металл начинает кристаллизоваться.
Следующая причина – низкий профессионализм сварщика. Если у вас совсем немного опыта, а перед вами стоит задача сварить ответственную конструкцию, то лучше пригласите профессионала. Это избавит вас от мучений с плохими сварочными швами, а также даст гарантию долгой службы конструкции. Чтобы получить опыт, начинайте варить простые вещи. Если будете браться за любую мелкую работу, связанную со сваркой, сможете быстро освоиться в этом деле, и совсем скоро будете выполнять ответственные и сложные швы.
В заключение можно сказать, что при хорошем старании можно научиться варить так, чтобы избегать попадания шлака в сварочный шов. Для того, чтобы сварочный шов был ровным, а присутствие шлака в нем было сведено к нулю, применяйте качественные электроды. Чаще всего для сварки применяются электроды АНО, которые дают возможность начинающим сварщикам набраться опыта и делают сварочный процесс более удобным и простым. С помощью этого вида электродов вы можете даже не будучи профессионалом сварочного дела, варить качественные швы и прочные конструкции.
elektrod-3g.ru
Сварочный шлак как причина возникновения сварочных включений

Этот материал является побочным, потому что после непосредственного соединения он подлежит удалению. В случае, когда по каким-то причинам он начинает контактировать с затвердевающей деталью и становится уже частью полученного шва – это является серьезным дефектом. Такой результат называется шлаковыми включениями. Они визуально видны на поверхности изделия. Удалить шлаковые включения, когда они уже полностью находятся в затвердевшей детали можно только путем сверления, чтобы потом сварить его заново.

Главная причина возникновения шлаковых включений – это ситуация, когда небольшой объем металла слишком быстро застывает, в результате чего весь шлак не успевает «выйти» за пределы области сварочной ванны. При наличии этого дефекта эксплуатация соединения по назначению будет невозможна.
Шлаковые включения могут быть макроскопические и микроскопические. Первые появляются в случае плохой зачистки кромок либо вообще её отсутствия. Они представляют собой сферический материал, с удлиненными хвостами. Избежать их появление можно путем тщательного очищения кромок соединяемых деталей. Микроскопические включения могут возникнуть в процессе возникновения химических реакций в процессе сварки, когда металл кристаллизуется.
Полное устранение такого производственного брака невозможно, при незначительных шлаковых включениях соединение может быть признано качественным. Существуют определенные условия и признаки, при которых устанавливается допустимое значение наличия такого вида брака на изделии. Такие допустимости устанавливаются в зависимости от количества, расположения и размера дефектного шва; от процентного соотношения площади всего брака к площади наплавленного металла на изделии; от удельного веса наплавленного металла.
Причины, по которым дефект необходимо удалять после работы
- При удалении шлака изделие визуальным выглядит лучше.
- Когда производится много слоёв.
- Часто изделие необходимо покрывать сверху, например, краской.
- Чтобы проверить насколько качественно выполнен шов.
Основные причины появления шлаковых включений.
- Быстрое застывание металла небольших объемов, в результате чего шлак не успевает выйти за границы сварочной ванны.
- Применение электродов и флюса большого удельного веса и/или из тугоплавких материалов.
- Малые показатели раскисления металла. Раскисление подразумевает процесс исключения из уже мягкого металла молекул кислорода. Кислород для него является вредной составляющей, которая ухудшает качество.
- Высокие показатели силы поверхностного натяжения шлака. При этом, он не всплывает на поверхность.
- Плохо зачищены кромки деталей или валики шва.
- Низкое качество электрода, а точнее его покрытия, плавление которого осуществляется неравномерно, его частицы попадают в сварочную ванну.
- Не соблюдение правил и техники и режимов соединения деталей (выбор неподходящей скорости, угла наклона электрода), изменение длины дуги без причины.
- Непрофессионализм сварщика. Если вам нужно качественное изделие, лучше привлечь к этому нелегкому делу специалиста в этой области. Если вы хотите сделать все сами, то прежде чем браться за ответственную сложную работу, нужно наработать практику с несложными соединениями.
 Так выглядит сварочный шлак после удаления со шва
Так выглядит сварочный шлак после удаления со шваПрофессиональные сварщики умеют сразу же отличить шлак от металла при сварке и «выгонять» его в процессе работы, однако, у каждого свои советы, как это сделать. Некоторые утверждают, что лучше использовать новые электроды, в которых покрытие более темное, а металл красного оттенка (это не касается рутиловых электродов), другие говорят, что металл более жидкий, а шлак вязкий. На его вязкость влияет температура.
Чтобы шлак не закрывал сварочную ванну, необходимо регулировать положение электрода. Положение должно быть таким, чтобы направление газа от испарения покрытия электрода выдувало данный дефект на поверхность шва. Сварщику ни в коем случае нельзя оставлять его в сварочной ванне. Сварочный шлак должен оперативно поддаться процессу кристаллизации и без особых усилий удаляться.
Попадание шлака в готовое соединение бывает неизбежно, такой дефект если не невозможно устранить, то зачастую очень сложно. Именно поэтому существуют допустимые нормы наличия «лишних» включений в уже сваренном изделии. Например, в межгосударственном стандарте касательно строительных стальных конструкций (введен в действие в 2001 году). В приложении к этому документу предусмотрены требования к качеству сварных соединений, допустимые дефекты. Требования в части шлаковых включений указаны в таблице ниже.
| Длинные дефекты | He допускаются | ||
| Короткие дефекты: | |||
стыковой шов | h ≤ 0,2 S | h ≤ 0,25 S | h ≤ 0,3 |
| угловой шов
| h ≤ 0,2 K | h ≤ 0,25 K | h ≤ 0,3 K |
| Максимальный размер включения | 2 мм | 3 мм | 4 мм |
Таким образом, чтобы обеспечить правильное появление шлака на поверхности сварочного шва, необходимо знать, как его отличить от металла. В случае, если заметно, что шлак остается в сварочной ванне и не выходит наверх, нужно изменить угол наклона электрода. Перед процессом соединения необходимо позаботиться о надлежащем состоянии кромок, а также о правильном выборе режимов и параметров. Электроды нужно выбирать высокого качества, тогда и сварной шов будет качественный. Если соблюсти все условия, тогда шлак будет не вязкий, низкого удельного веса, с малым поверхностным натяжением. Только в этом случае, шлаковые соединения будут взаимодействовать с деталью, увеличивая его показатели раскисления, удаляя кислород. И только тогда сварочный шлак будет легко выходить на поверхность шва. Здесь не обойтись без профессионализма сварщика, выполняющего работу. Он должен уметь отличить шлак от металла при сварке, знать, почему вообще он появляется. Только опытный специалист сумеет сделать качественное и прочное соединение.
[Всего голосов: 2 Средний: 3.5/5]svarkaed.ru
Как начать работать электросваркой для чайников
Последнее время много варю, и стало получаться так, что самому нравится.В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса – быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик.
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам. Вы переругаетесь с соседями или ещё хуже, сожжете проводку или электрическую аппаратуру. Оно вам надо? Оно вам не надо.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например
Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги – 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика – 3.2 мм диаметр. Верхний предел тока – 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
3. Сварка.
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно – это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой – зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью – сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру – не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками – значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками – сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря – плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Сообщение отредактировал Паниковский: 11 June 2011 – 20:14
www.chipmaker.ru
как варить без шлака Видео
…
3 лет назад
Как варить, что бы не было шлаковых включений.
…
4 меc назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
…
7 меc назад
Полезный совет №21.
…
2 лет назад
В этом видео я расскажу и покажу для чего и как правильно делать удлинение дуги, вдавливать электрод и как,…
…
2 лет назад
Сварочные инверторы для постоянных работ https://www.urzp.ru/ В этом видео я покажу как начинающим сварщикам видеть…
…
3 лет назад
В продолжении видео по сварке без шлаковых включений, я покажу как заваривать шлаковые включения.
…
3 лет назад
Ручная дуговая сварка имеет ряд отличий от сварки полуавтоматической, сварочная ванна при дуговой сварке…
…
3 лет назад
Как варить горизонтальный шов без отрыва электродами УОНИ.
…
12 меc назад
Как отличить метал от шлака.
…
3 лет назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
…
8 меc назад
Всем привет, в этом видео я расскажу и покажу как правильно вести электрод во время сварки и какие можно…
…
9 меc назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
…
7 меc назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
…
1 лет назад
Видео для начинающих сварщиков. Как влияет наклон и направление электрода на качество свариваемых деталей….
…
11 меc назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
…
4 лет назад
Легкость отхода шлака от УОНИев.
…
12 меc назад
В этом видео вы узнаете о редком способе сварки, который называется лежачий электрод в пучке. Вк https://vk.com/mastak…
…
2 лет назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA “Урок сварщика” “Сварка элект…
…
1 лет назад
Непровар и как его избежать- это видео для начинающих сварщиков. И чтобы его избежать достаточно соблюдать…
inlove.kz
как варить без шлака Видео
3 г. назад
Как варить, что бы не было шлаковых включений.
4 мес. назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
7 мес. назад
Полезный совет №21.
2 г. назад
В этом видео я расскажу и покажу для чего и как правильно делать удлинение дуги, вдавливать электрод и как,…
2 г. назад
Сварочные инверторы для постоянных работ https://www.urzp.ru/ В этом видео я покажу как начинающим сварщикам видеть…
3 г. назад
В продолжении видео по сварке без шлаковых включений, я покажу как заваривать шлаковые включения.
3 г. назад
Ручная дуговая сварка имеет ряд отличий от сварки полуавтоматической, сварочная ванна при дуговой сварке…
3 г. назад
Как варить горизонтальный шов без отрыва электродами УОНИ.
12 мес. назад
Как отличить метал от шлака.
3 г. назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
8 мес. назад
Всем привет, в этом видео я расскажу и покажу как правильно вести электрод во время сварки и какие можно…
2 г. назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA “Урок сварщика” “Сварка элект…
9 мес. назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
1 г. назад
Видео для начинающих сварщиков. Как влияет наклон и направление электрода на качество свариваемых деталей….
7 мес. назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
4 г. назад
Легкость отхода шлака от УОНИев.
12 мес. назад
В этом видео вы узнаете о редком способе сварки, который называется лежачий электрод в пучке. Вк https://vk.com/mastak…
11 мес. назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
1 г. назад
Непровар и как его избежать- это видео для начинающих сварщиков. И чтобы его избежать достаточно соблюдать…
3 г. назад
Сварка вертикального шва не так проста как кажется, в этом видео показано как варить вертикальный шов или…
turprikol.com
как варить без шлака видео Видео
…
3 лет назад
Как варить, что бы не было шлаковых включений.
…
4 меc назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
…
7 меc назад
Полезный совет №21.
…
2 лет назад
В этом видео я расскажу и покажу для чего и как правильно делать удлинение дуги, вдавливать электрод и как,…
…
2 лет назад
Сварочные инверторы для постоянных работ https://www.urzp.ru/ В этом видео я покажу как начинающим сварщикам видеть…
…
3 лет назад
В продолжении видео по сварке без шлаковых включений, я покажу как заваривать шлаковые включения.
…
3 лет назад
Ручная дуговая сварка имеет ряд отличий от сварки полуавтоматической, сварочная ванна при дуговой сварке…
…
3 лет назад
Как варить горизонтальный шов без отрыва электродами УОНИ.
…
12 меc назад
Как отличить метал от шлака.
…
3 лет назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
…
8 меc назад
Всем привет, в этом видео я расскажу и покажу как правильно вести электрод во время сварки и какие можно…
…
9 меc назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
…
7 меc назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
…
1 лет назад
Видео для начинающих сварщиков. Как влияет наклон и направление электрода на качество свариваемых деталей….
…
11 меc назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
…
4 лет назад
Легкость отхода шлака от УОНИев.
…
12 меc назад
В этом видео вы узнаете о редком способе сварки, который называется лежачий электрод в пучке. Вк https://vk.com/mastak…
…
2 лет назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA “Урок сварщика” “Сварка элект…
…
1 лет назад
Непровар и как его избежать- это видео для начинающих сварщиков. И чтобы его избежать достаточно соблюдать…
video-dtp.ru