
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
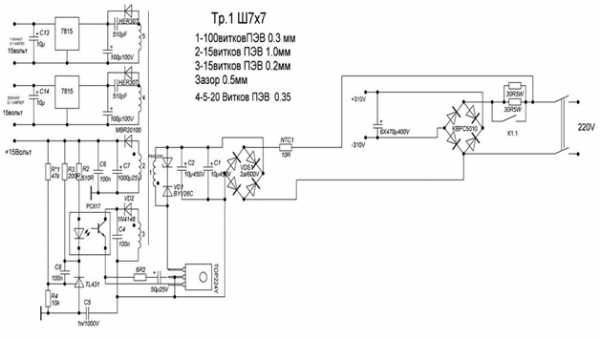
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
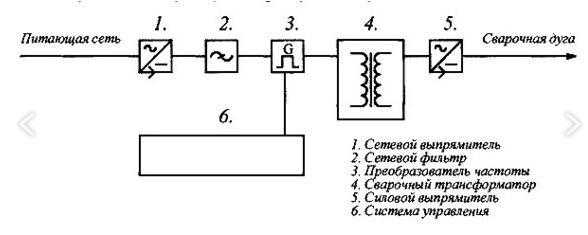
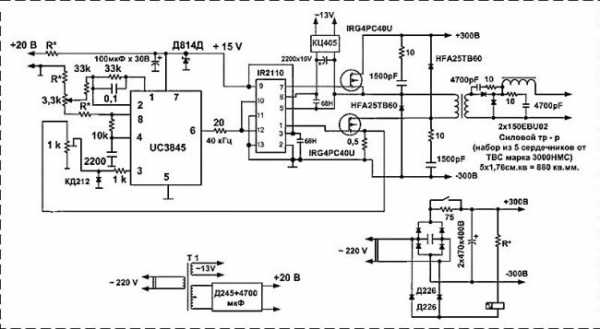
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
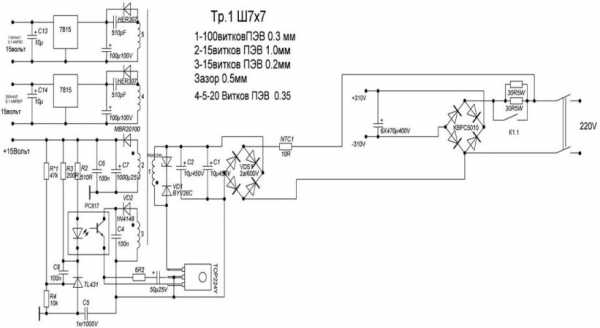
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
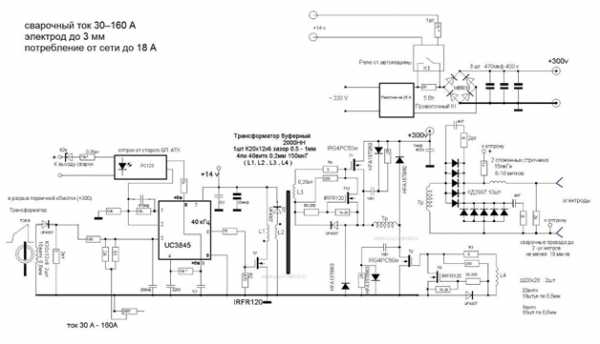
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
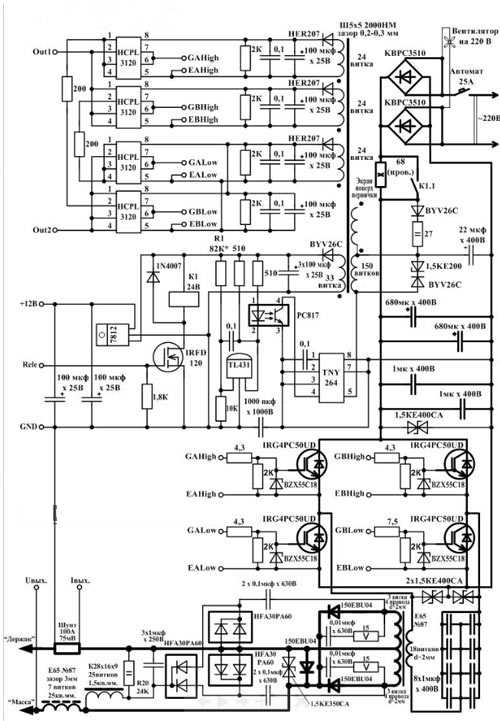
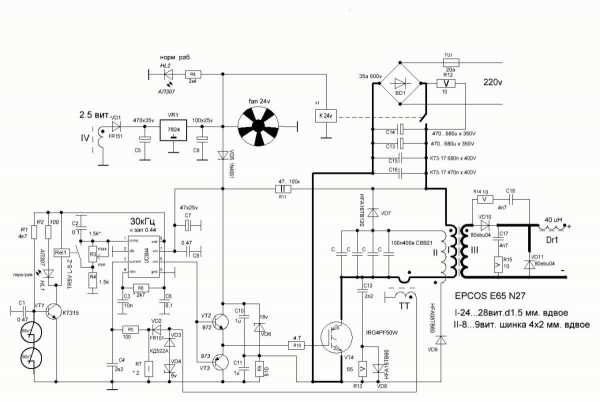
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:

Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
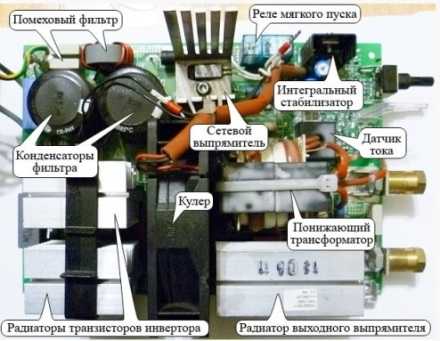
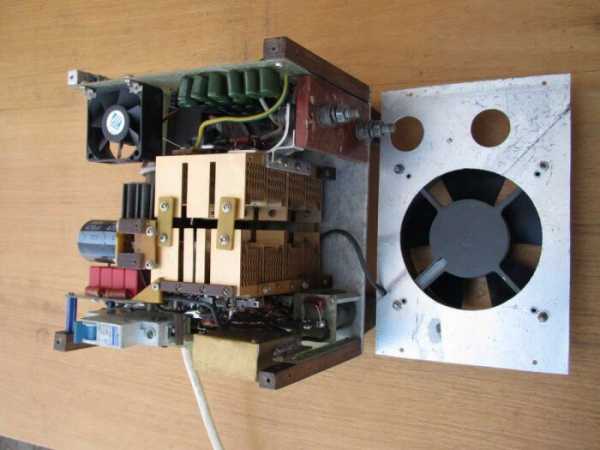
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

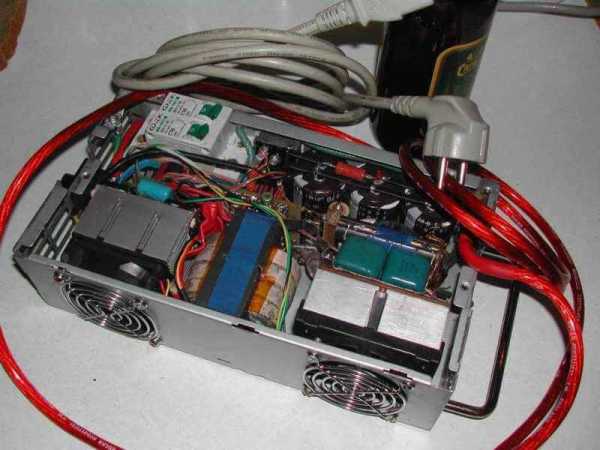
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
instrument-blog.ru
Мощный сварочный инвертор своими руками: схемы, материалы, инструкция
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
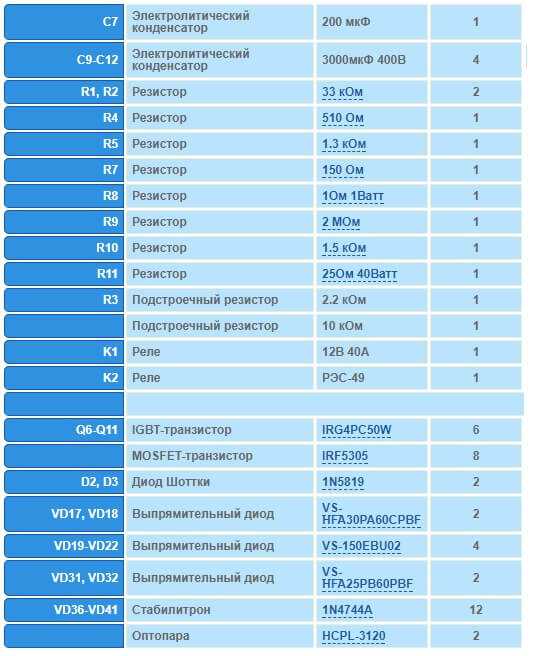
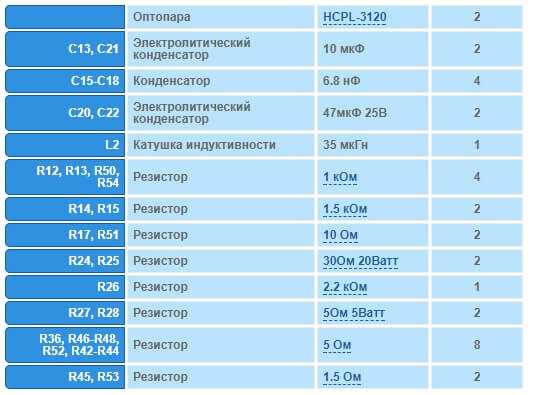
Список радиоэлементов
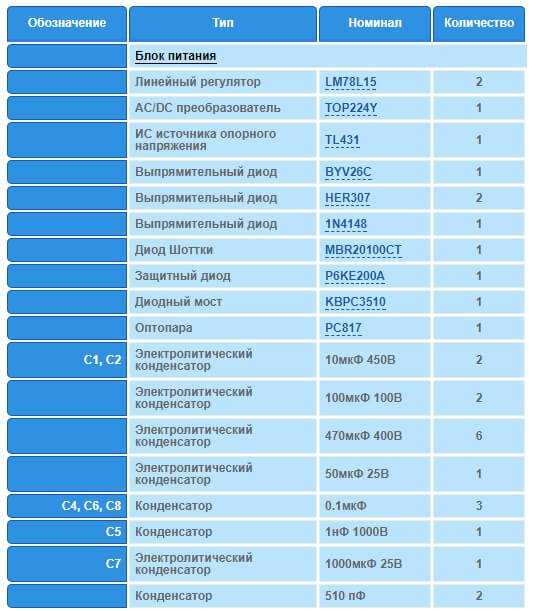
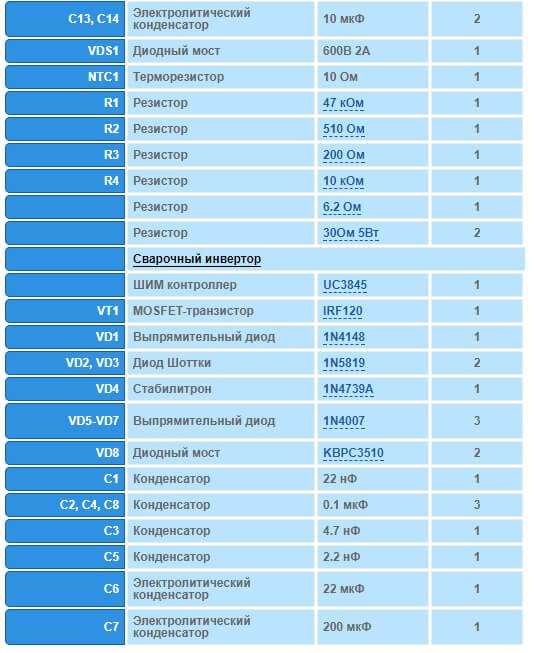
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.

Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.

Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.

Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
oxmetall.ru
Сварочный инвертор своими руками: схемы и порядок сборки
 Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
 Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
 Подключение 15 В к ШИМ.
Подключение 15 В к ШИМ.Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Cамодельный сварочный инвертор из доступных деталей своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор

Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
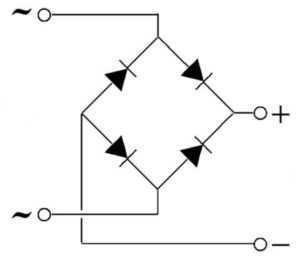
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Инверторный сварочный аппарат своими руками: последовательность действий
Самой важной частью приобретенного или самодельного сварочного инвертора является схема. Провод в сварочном инверторе не обматывается материалом для термоизоляции. За основу можно взять плиту из дюралюминия. К ней понадобится присоединить несколько проводов и проводников, которые будут отдавать тепло. Для обдува понадобится использовать вентилятор большой мощности (в данном случае может использоваться радиатор от автомобиля). Также будут необходимы радиаторы диодов выпрямления и дроссель. Последний элемент прижимается к конструкции через прокладочный материал для уплотнения.

Конструкция сварочного инвертора.
Самодельный сварочный аппарат не сможет работать без дроссельного устройства. Его можно изготовить из медных сердечников. Подобные элементы чаще всего установлены в строчных трансформаторах. Если таких приспособлений нет, можно их изготовить своими руками из деталей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию инверторной схемы, после чего к ним подсоединяются уплотнители для изоляции и стабилизаторы напряжения.
Пример изготовления сварочного инвертора
В подобной конструкции будет использоваться нестандартный трансформатор, так как магнитный провод в нем имеет сечение 2 мм. Подобный провод не покрывается изоляционными материалами, однако можно использовать и защищенный кабель.
Пучок проводника собирается из нескольких проводков, их тоже нужно будет изолировать изолентой или полосой из фторопласта. Схему изготавливаемой конструкции для сварки можно увидеть на рис 1. Благодаря подобной вторичной обмотке лента из фторопласта будет расходоваться очень экономно, так как щель между изоляциями уже присутствует. Благодаря данному зазору можно производить охлаждение трансформатора тока. Если будет использована данная схема, то не понадобится дополнительно устанавливать какие-либо тиристоры или транзисторы.
Рисунок 1. Пучок проводника из различных проводков необходимо изолировать изолентой.
Проводники надо будет развести в разные стороны, чтобы они не контачили и не вызывали сбоев в процессе работы. После этого на транзисторе нужно произвести монтаж силового моста. Он выполняется навесом. В данном случае понадобится использовать медный шнур сечением 2 мм без изоляции. Его следует залудить и обмотать обыкновенными нитками в несколько слоев. Подобный проводник имеет защиту от повреждений в процессе пайки или сварки. Для фиксации можно использовать пятки для изоляции, на которые будет переноситься нагрузка с транзисторов. Таким образом можно продлить работоспособность.
Транзисторы нужно дополнительно прижать к радиатору. Их можно закрепить при помощи использования пластинок из дюралюминия. Подобные прокладки следует привинтить с помощью винтов небольших размеров. Данные крепежные элементы удобно использовать при изготовлении маленького самодельного аппарата для сварки.
Вентилятор будет охлаждать несколько мостов, но каждый из мостов следует ограждать изоляционным слоем.
Вентиляция вторичной обмотки имеет большое значение. Если есть необходимость, то можно вывести вторичную обмотку на ферритовые цилиндры. В данном случае можно использовать и приемник питания со средними волнами, из которого энергия сможет поступать к сердечникам.
Как сделать импульсный инверторный сварочный аппарат своими руками?
Принципиальная схема инверторного устройства сварочного аппарата.
Импульсный инвертор можно сделать своими руками в домашних условиях. Следует помнить, что обмотки могут наматываться лишь на полную ширину каркаса. В таком случае трансформатор станет более устойчив к перепадам напряжения и воздействиям окружающей среды. Для того чтобы изготовить сварочный аппарат подобного типа, понадобится подготовить следующие элементы:
- преобразователь трансформатора на 41 Гц;
- элементы для уплотнения
- жестянка из меди;
- изолента;
- чертежи инверторов.
В данном случае будет рассмотрен пример изготовления одноконтактного инвертора, который функционирует с помощью углекислого газа или аргона.
Вторичная обмотка в данном варианте наматывается в несколько слоев. На ферритный сердечник надо будет намотать дроссель. Через трансформаторное устройство нужно закрепить специальные кольца к первичной или вторичной обмотке.
Рисунок 2. Схема работы импульсного инверторного сварочного аппарата.
Чтобы производить охлаждение самодельного инвертора для сварки, понадобится использовать специальный компьютерный радиатор, который отлично подходит и по мощности, и по потреблению энергии. Импульсное трансформаторное приспособление наматывается полосой из меди, так как алюминиевые провода не смогут выдержать перепадов непостоянного тока.
Бесперебойная работа конструкции будет напрямую зависеть не только от величины тока, но и от толщины провода. Если будет намотана обмотка толстым слоем, то получится обратный скин-эффект, который может негативно сказаться на работе остальных бытовых конструкциях.
Вес подобного приспособления составляет приблизительно 5-10 кг, его пропускная способность составляет 30-150 А. Схему подобной конструкции можно увидеть на рис. 2.
Как настроить работу самодельного инвертора?
Изготовить подобную конструкцию можно с легкостью своими руками, при этом понадобится незначительное количество материалов. Однако правильно настроить данное приспособление самостоятельно сможет далеко не каждый, потому может потребоваться помощь высококвалифицированных специалистов с опытом работы.
Если все же есть желание произвести настройку инвертора самостоятельно, то следует знать последовательность действий. Настройка конструкции состоит из следующих этапов:
Рисунок 3. Схема источника питания инвертора.
- Прежде всего понадобится подключить сварочный аппарат к электросети. После этого блок должен начать издавать громкие звуки. Это означает, что приспособление передает ток. Электричество должно подаваться на емкостный вентилятор. Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.
- Для того чтобы замкнуть резистор, понадобится подключить реле. Данный элемент следует подключать исключительно после зарядки конденсаторов. Подобные действия способны существенно уменьшить перепады тока в процессе включения аппарата для сварки в сеть 220 В.
- Следует помнить, что если подсоединить трансформатор без резистора, то может произойти взрыв. Все изготавливаемые инверторы будут пропускать по 100 А и более, точный уровень определяется исходя из того, какая плата использовалась в процессе разработки. Для определения уровня следует использовать мультиметр. Понадобится выполнить следующие действия: первым делом устройство включается в режиме амперметра, после чего выполняется замер периодичности поступающих импульсов.
- Сварку понадобится проверить на усилителе, который будет проводить сигнал к блоку. Средняя амплитуда составляет 15 В (если изготавливается сварочный аппарат небольшой мощности). Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.
- Проверить работу инвертора для сварки можно с помощью осциллографа. Импульсы, которые исходят от обмоток, должны быть одинаковыми.
- Понадобится проконтролировать трансформатор для сварки под управлением силовых конденсаторных приспособлений. Необходимо изменить пропускной уровень на больший, после чего подключить осциллограф. Важно следить за формой сигнала, который исходит от коллектора.
Схема источника питания инвертора изображена на рис. 3.
Как правильно использовать инвертор для сварки?
Способы подключения сварочного инвертора.
При включении инвертора в электросеть контроллер автоматически выставит величину задания тока сварки на 120 А. Если после включения напряжение в проводах конструкции не превысит 100 В, то на индикаторе можно будет увидеть много восьмерок. Подобные цифры указывают на неисправность устройства. При нормальном запуске данные цифры должны смениться значением тока 120 А. Величина задания тока может изменяться с помощью кнопок.
Чтобы контролировать температуру конструкции в процессе работы, нужно нажать все кнопки одновременно. При нажатии индикатор должен показывать заданную температуру радиаторной конструкции.
Если температура радиаторного устройства в процессе работы превысит 75 °С, то индикатор начнет отображать температуру конструкции, после чего включится звуковой сигнал. Работа инверторной конструкции не заблокируется, но ток автоматически снизится до 20 А.
Как только температура будет составлять менее 65 °С, звуковой сигнал выключится. Ток в данном случае будет составлять 20 А. Индикация будет такой, как до превышения температуры.
Если оборвется температурный датчик, то индикатор должен выдать код ошибки Ert1. После этого включится звуковой сигнал. Работа инверторного приспособления заблокирована не будет, но величина тока автоматически изменится до 20 А. Если температурный датчик замкнется, то индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а ток снизится до 20 А.
Нюансы, которые следует учитывать в процессе изготовления сварочного инвертора
Таблица требуемых технических характеристик для сварочного инвертора.
- При намотке в качестве термопрослойки можно использовать обыкновенную бумагу с кассового аппарата. Подойдет и бумага для ксерокса, однако она имеет плохие механические характеристики. Материал должен быть прочным.
- Нельзя наматывать толстый провод. Приспособление работает на высоких токах, которые не смогут задействовать сердцевину в проводнике большой толщины. В результате произойдет сильный перегрев трансформаторной конструкции. Лучше всего использовать медную ленту небольшой толщины.
- Вторичная обмотка компонуется из нескольких полос меди, которые отделяются друг от друга. В данном случае также понадобится произвести обмотку бумагой из кассового аппарата. Альтернативным вариантом является использование провода ПЭВ сечением до 0,7 мм. Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.
- В конструкции понадобится обязательно предусмотреть вентилятор для охлаждения, так как обмотка сильно нагревается в процессе работы. В данном случае можно использовать обыкновенный кулер от системного блока компьютера.
Инвертор для сварки является популярной и необходимой конструкцией, которая достаточно часто используется как в условиях промышленности, так и дома.
moyasvarka.ru
Сварочный инвертор своими руками из старого телевизора
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором. Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают сварочный инвертор своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.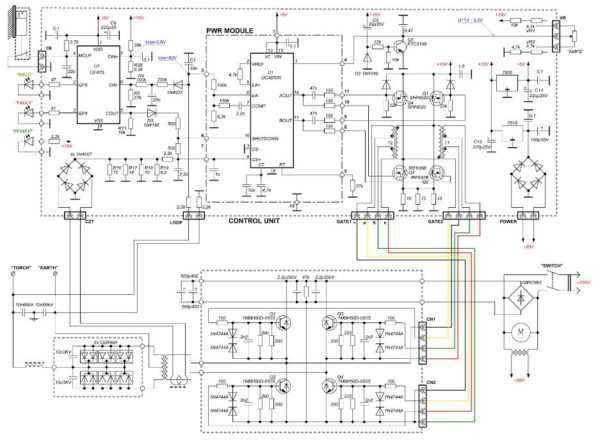
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Любой инвертор, даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса.
Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования).
Предлагаем к рассмотрению варианты, как сделать сварочный своими руками.
Резонансный инвертор в фабричном корпусе
В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее.
От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести.
Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек.
Подробный рассказ как сделать сварочный инвертор своими руками — видео
Принцип построения резонансного инвертора, безопасность схемы
- Технологию ШИМ необходимо полностью исключить, поскольку для этого требуется стабилизированное напряжение питания задающего генератора. Это усложняет схему
- Затворы силовых транзисторов необходимо стабилизировать. Для этого подойдут стабилитроны типа KC213
- Управляющий трансформатор монтируется как можно ближе к силовым транзисторам. Провода, подающие напряжение на затворы, должны быть скручены витковой парой, для уменьшения паразитных наводок
- Особые требования к монтажной плате силового моста: дорожки на текстолите необходимо вытравить как можно большей ширины, затем залудить слоем припоя минимум 1 мм. Используйте тугоплавкий припой. Электрическая схема выполняется на текстолите толщиной минимум 3 мм, для лучшего рассеивания тепла.
- Любые цепи, относящиеся к силовым блокам, должны быть тщательно пропаяны тугоплавким припоем. В противном случае возможно возгорание деталей от искрения
- Сетевой кабель выполняется сечением не менее 2,5 квадратов
- Входной автомат должен быть рассчитан на ток нагрузки плюс 50%. В нашем случае – 16А
- Высоковольтные цепи выполняются в двойной изоляции: на проводники надеваются несгораемые кембрики на основе слюды или стекловолокна
- Резонансный дроссель не должен иметь металлического кожуха. Крепление только на клеммах – никаких металлических скоб. Иначе наводки нарушат его параметры
- Проточная принудительная вентиляция – обязательное условие
- Выходные силовые диоды должны быть защищены от пробоя по напряжению. Обычно применяются RC цепочки.
Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры.
Важно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам.
Задаем для себя параметры будущего сварочного аппарата:
- Ток нагрузки на выходе: 5 – 120А
- Напряжение холостого хода 90В
- Продолжительность нагрузки для электродов 2 мм – 100%, для электродов 3 мм – 80%. (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
- Потребляемый ток на входе: не более 10А
- Масса без силовых проводов 2 кг
- Регулятор тока
- Вольтамперная характеристика – падающая. Поэтому можно работать в режиме полуавтомата с СО2.
Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная: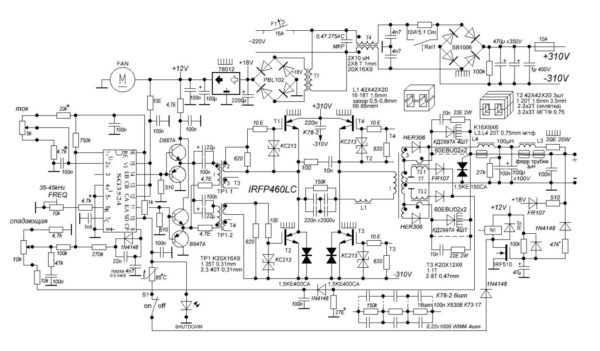
Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Она используется в блоках питания компьютерных бесперебойников. Можно извлечь деталь из сгоревшего UPS.
[note]Особенность инвертора – крайне низкая потребляемая мощность (по меркам сварочника, разумеется) – не более 2,5 Вт. Это позволяет использовать его не только в гараже, но и в квартире с входным автоматом 16А.[/note]Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе. Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ.
Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.
До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH. Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка.
Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
Защита инвертора
Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
На микросхеме SG3524, вход shutdown прерывается в трех случаях:
- Срабатывание термодатчика
- Блокировка транзисторной схемой при коротком замыкании
- Отключение тумблером.
Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства.
В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах.
Итог:
Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
obinstrumente.ru
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата – со сварочным трансформатором или на основе конвертора – был выбран второй.
Действительно, сварочный трансформатор – это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью – это обычный однотактный конвертор, его достоинство – в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже: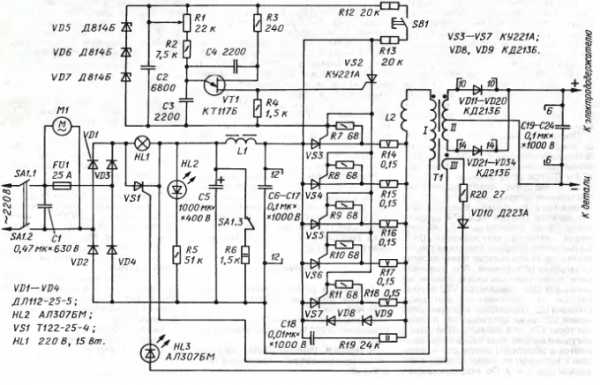
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока – постоянный, регулирование – плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять делати из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 – первичная обмотка трансформатора Т1 – конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 – VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 – С24 – его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 – любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя – 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 – еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов – К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. 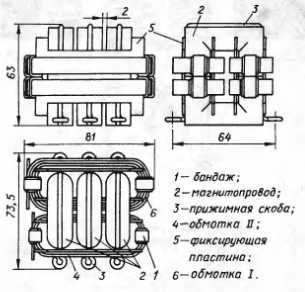 Рис. 2 Магнитопровод трансформатора
Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная – 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа – 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом – это необходимо для правильной работы выпрямителя VD11 – VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, – по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II – аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки: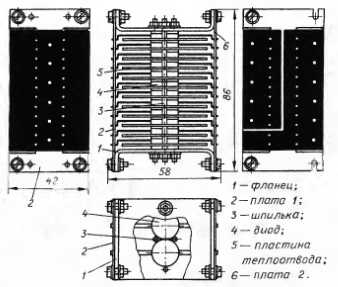
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково – выводами катода вправо по рисунку – и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати – шестью, вторая плата с общей точкой всех диодов – шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять – в одном плече, четыре – в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 – VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм: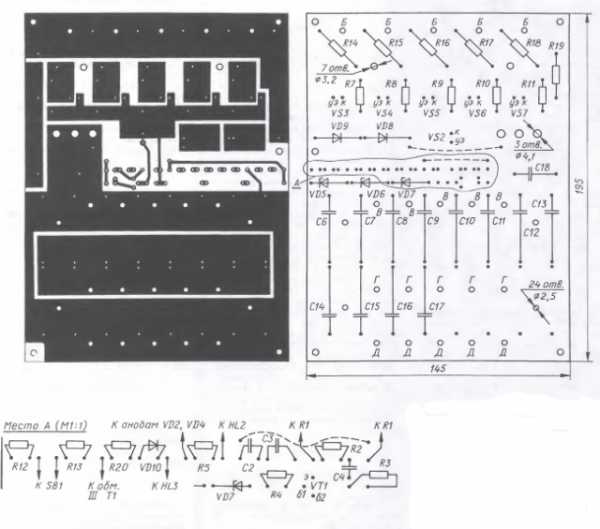 Рис. 5. Чертеж платы
Рис. 5. Чертеж платы
Масштаб чертежа платы – 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д – с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). 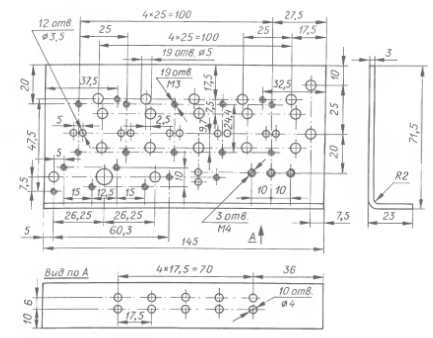 Рис. 6 Теплоотвод
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода – медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. 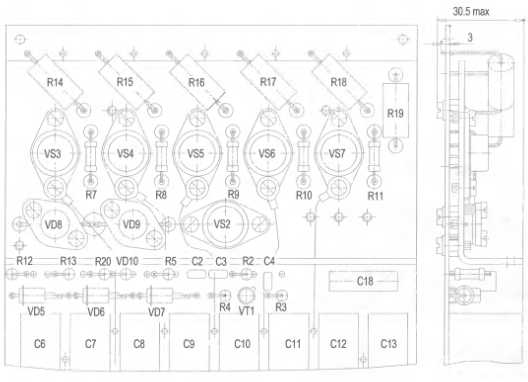 Рис. 7 Чертеж теплоотвода в сборе с платой
Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. 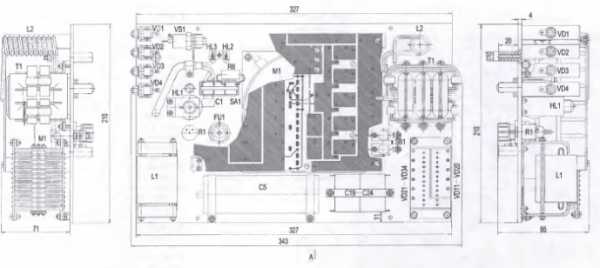 Рис. 8. Размещение узлов
Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника – 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха.  Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.

electro-shema.ru