
ГОСТ 30245-2003 – трубы стальные квадратные, сортамент
ГОСТ 30245-2003 регламентирует основные требования к изготовлению замкнутых сварных профилей для строительных сооружений. Сортамент стальных квадратных труб включает основные размеры:
- Для квадратного профиля: от 40х40х2 до 300х300х14 мм.
- Для прямоугольного профиля: от 50х25х2 до 400х200х14 мм.
На этапе разработки труб используются круглые профили с продольными швами, подвергающиеся обжиму с помощью валков для получения квадратного или прямоугольного профиля. Работы проводятся на специальных станах. За основу берется сталь:
- Листовой металл рулонный.
- Углеродистая сталь универсального применения.
- Низколегированная толстостенная сталь (от 3мм и более), согласно ТУ 14105509.
Устранение грата с продольных швов производится с наружной стороны конструкции, допускаются следующие отклонения:
- 0,5 мм – при сечении профильных стенок до 0,4 см.
- 1 мм – при сечении металла от 0,4 см.
Качество готовых изделий регламентируется основными положениями сортамента:
3 Сортамент
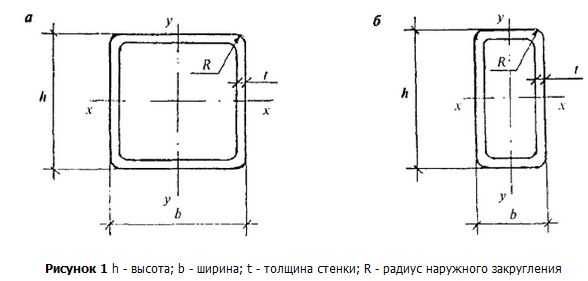
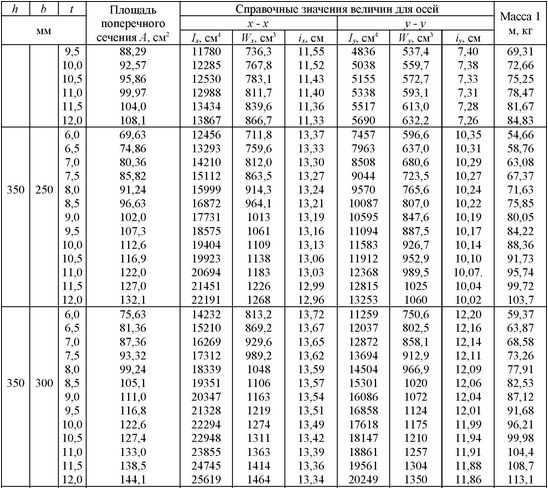
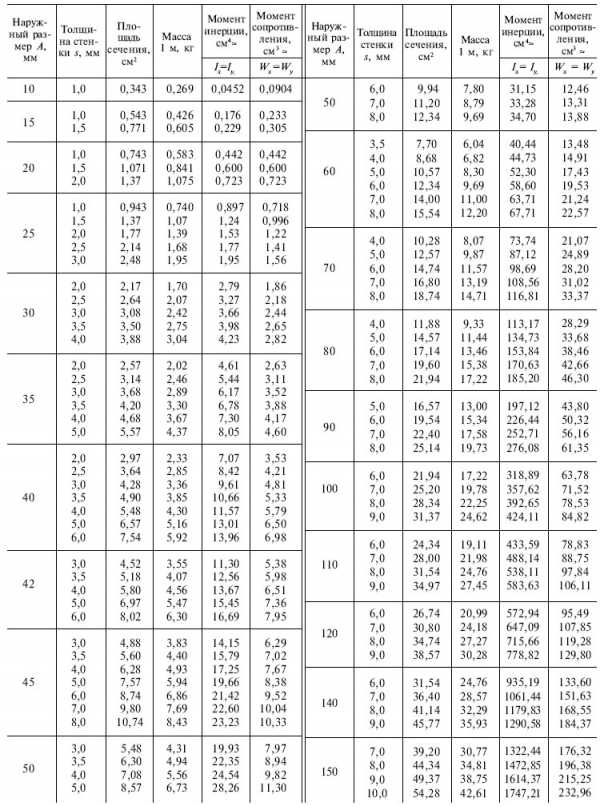
3.1 Основные параметры сечения профиля отображены на рис. 1.
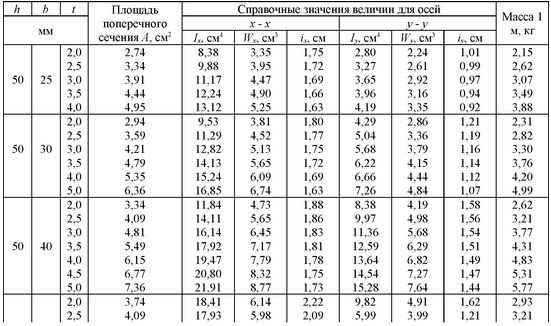
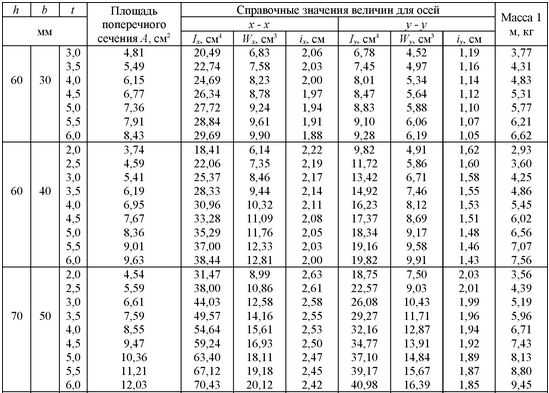
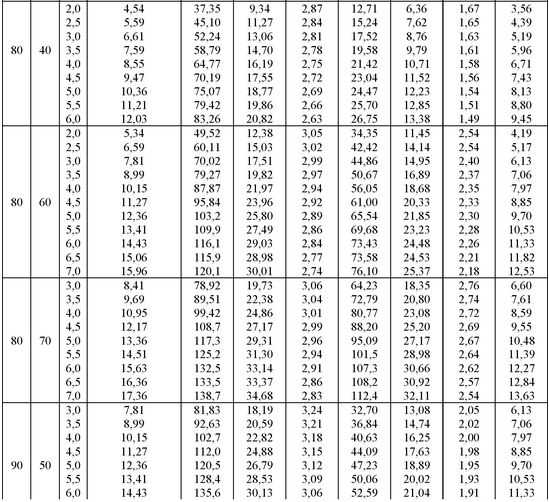
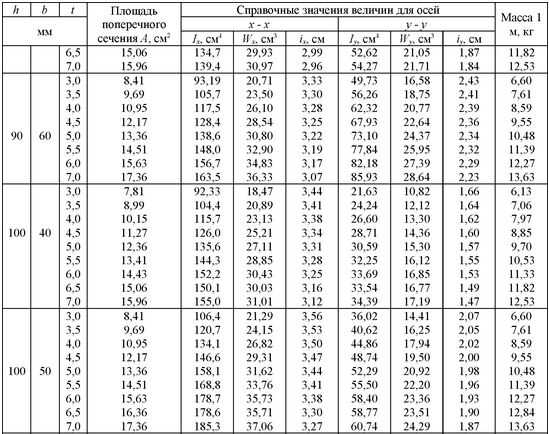
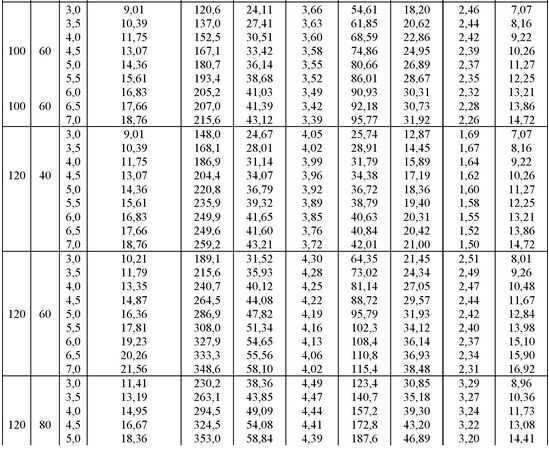
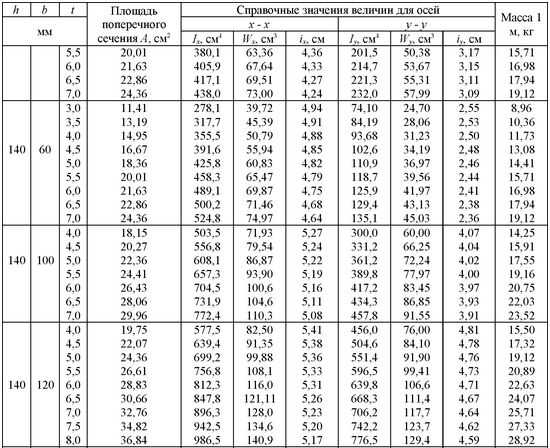
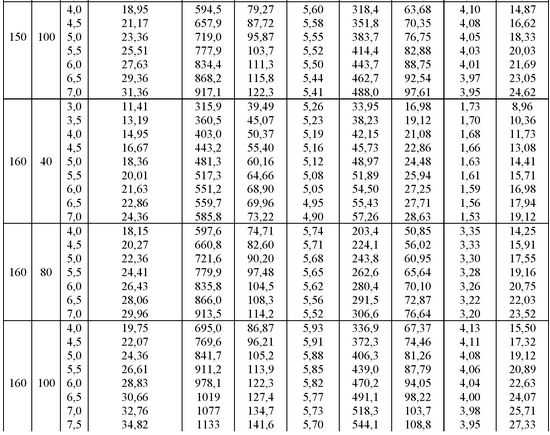
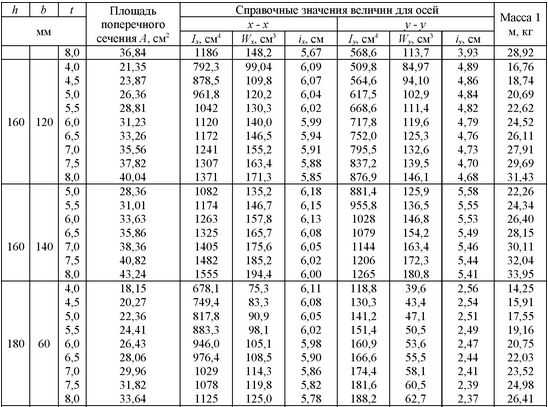
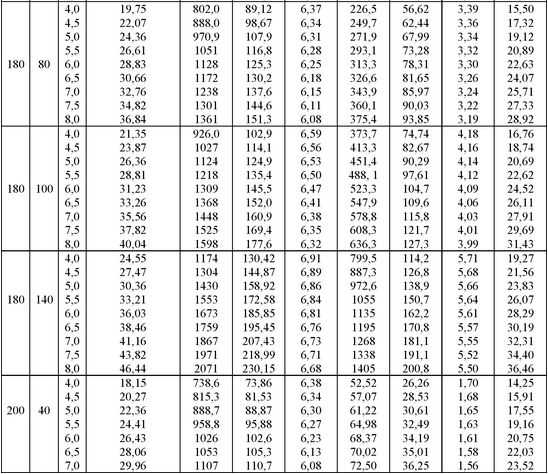
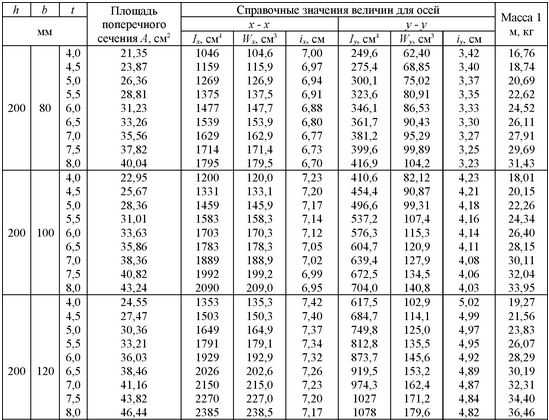
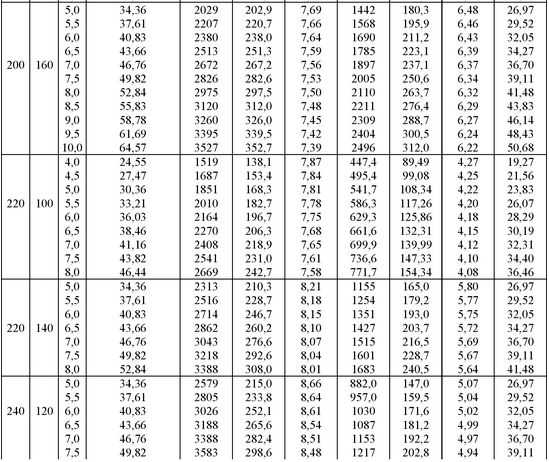
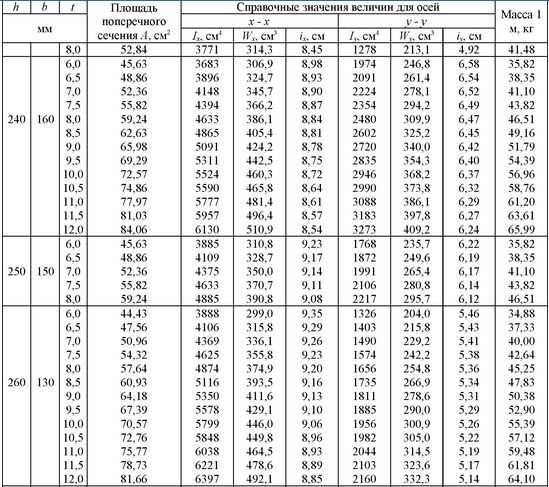
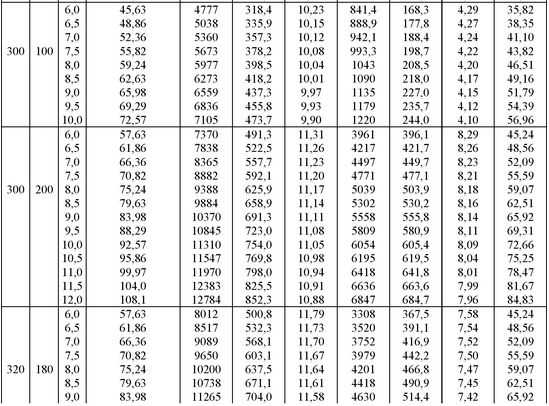
3.2 Другие показатели (S сеч., параметры оси и веса для 1 м профильного элемента) определяются соответствующим показателям: для труб с равносторонними стенками – табл. 1; для изделий прямоугольной формы – табл. 2.
3.3 Допустимые погрешности толщины материала соответствуют предельным отклонениям исходных заготовок шириной 125 см нормативной точности проката «Б» по ГОСТ 199-03. Отклонения допускаются на участках сгиба.
3.4 Несоответствие высоты и ширины изделий рассчитываются в %:
- При размерах (в высоту и ширину) до 10 см – ±1, но не меньше ±0,5 мм;
- Сверх 10 см – ±0,8.
3. 5 Допускаются отклонения радиусов внешней окружности:
- Если t
- Если 0,6
- Если t > 1 см – от 2,401 t до 3,601 t.
3.6 Максимальный размер допусков к углу 90° равен ±1°30′ (в поперечной части конструкции).
3.7 Длина профильных труб 600 – 1200 см, а при пожелании заказчика 400 – 1300 см:
- Немерных величин.
- Мерных параметров.
- Кратных мерных размеров.
3.8 Максимальные допуски к длине мерных и кратных мерных величин равны +6 см.
3.9 Ниже приведены условные значения гнутых электросварных профильных конструкций с вертикальными параметрами = 18, горизонтальным сечением = 10, толщиной простенок = 0,5 см. В указанном примере используется марка стали С245 по ГОСТ 277-72:
Табл. 1
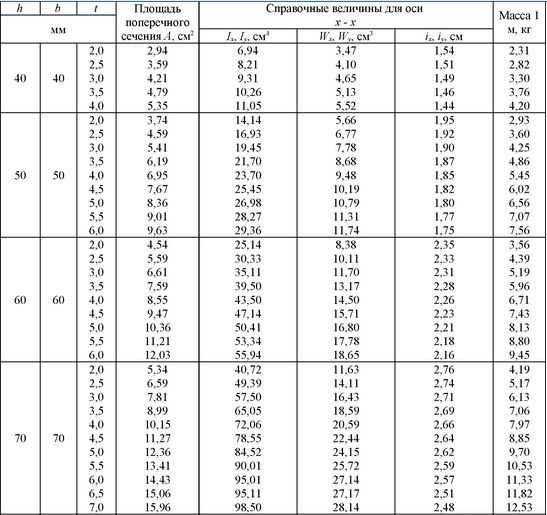
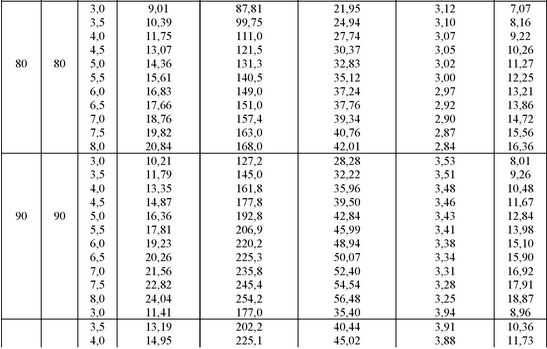
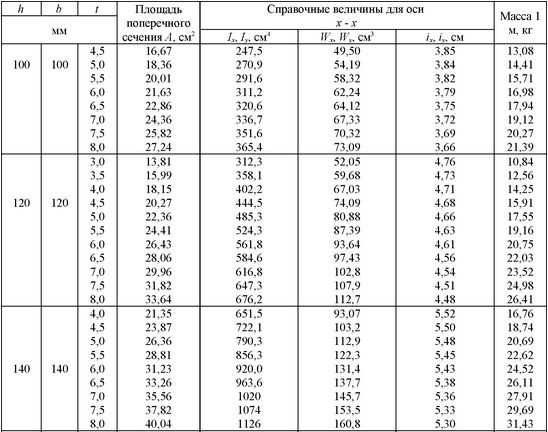
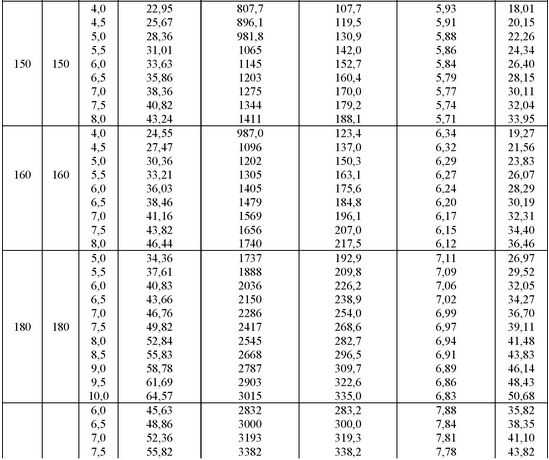
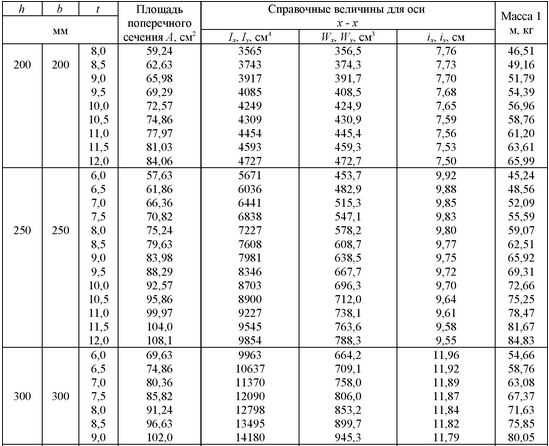
Табл. 2
Видео
aqua-tehnik.ru
Профильная труба ГОСТ
Профильная стальная труба ГОСТ (труба, изготовленная по ГОСТу) является распространенным элементом различных конструкций. Работы, при которых используются профильные трубы, должны осуществляться с использованием изделий, соответствующих ГОСТам. К профильным трубам, которые применяются при монтаже несущих конструкций, предъявляются серьезные требования по соблюдению размеров, допусков, материала изготовления и т.д. Применение профильной трубы ГОСТ обеспечивает качество изготовления и долговечность возводимых конструкций.
Перечень ГОСТов на профильные трубы:
- ГОСТ 13663-86
- ГОСТ 8645-68
- ГОСТ 30245-2003
- ГОСТ 25577-83
- ГОСТ 8639-82
ГОСТ 13663-86. Название данного ГОСТа: «Трубы стальные профильные. Технические требования». Распространяется на профильные бесшовные и сварные трубы общего назначения, изготовленные из углеродистой и легированной стали. Трубы изготавливаются бесшовными горячедеформированными, бесшовными холоднодеформированными, электросварными, электросварными холоднодеформированными, электросварными горячекалиброванными, а также изготавливаются методом печной сварки.
ГОСТ 8645-68. Название данного ГОСТа: «Трубы стальные прямоугольные. Сортамент». Распространяется на трубы стальные прямоугольные: трубы бесшовные горячедеформированные и холоднодеформированные, трубы электросварные, электросварные холоднодеформированные, электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки.
ГОСТ 30245-2003. Название данного ГОСТа: «Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия». Распространяется на профильные гнутые трубы с прямоугольным или квадратным сечением.
ГОСТ 25577-83. Название данного ГОСТа: «Профили стальные гнутые замкнутые сварные квадратные и прямоугольные. Технические условия». Распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, которые применяются в сельскохозяйственном машиностроении, тракторостроении и других отраслях народного хозяйства
ГОСТ 8639-82. Название данного ГОСТа: «Трубы стальные квадратные. Сортамент». Распространяется на профильные квадратные трубы: стальные бесшовные горячедеформированные и холоднодеформированные, трубы электросварные, электросварные холоднодеформированные, электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки.
Основные характеристики профильной трубы ГОСТ:
- Длина. Стандартная длина профильных труб указана в ГОСТах, это трубы мерной длины. Также бывают трубы немерной длины, их сортамент тоже.
- Материал, марка стали. В ГОСТах указывается марка стали, из которой должны изготавливаться профильные трубы. Они могут изготавливаться как из углеродистых, так и из низколегированных сталей.
- Размер, толщина стенки. В зависимости от размера и толщины стенки изменяется и вес профильной трубы.
В таблицах ГОСТов указываются размеры, ширина профиля, форма профильных труб, а также способ изготовления. Допуски и предельные отклонения профильных изделий должны соответствовать указанным в ГОСТах значениям. На поверхности профильной трубы ГОСТ не должно быть видимых повреждений – трещин, борозд, рисок и т.д.
ООО «Регионметром» реализует профильные трубы высокого качества, соответствующие ГОСТ 13663-86, ГОСТ 30245-03.
Вся продукция сертифицирована.
www.regionmetprom.ru
размеры и требования 30245-2003 для квадратных и прямоугольных стальных изделий
 Профильные трубы, изготовленные из стали, являются незаменимыми элементами многих несущих конструкций. Например, профильная труба ГОСТ 30245-2003 является сварным гнутым изделием с замкнутой формой профиля. Данный профиль может быть квадратным или прямоугольным. Подобные изделия используются для возведения стальных силовых каркасов всевозможных сооружений. Поэтому очень важно соблюдать все требования ГОСТ для таких изделий. Об этом и пойдет речь в настоящей статье.
Профильные трубы, изготовленные из стали, являются незаменимыми элементами многих несущих конструкций. Например, профильная труба ГОСТ 30245-2003 является сварным гнутым изделием с замкнутой формой профиля. Данный профиль может быть квадратным или прямоугольным. Подобные изделия используются для возведения стальных силовых каркасов всевозможных сооружений. Поэтому очень важно соблюдать все требования ГОСТ для таких изделий. Об этом и пойдет речь в настоящей статье.
Требования ГОСТ 8639-82 для профильных труб
В полном соответствии с нормативами, изложенными в ГОСТ 8639-82, труба профильная квадратная может иметь следующий вид:
- электросварная;
- электросварная, с применением метода холодной деформации;
- стальная бесшовная, деформированная холодным способом;
- стальная бесшовная, деформированная в горячем виде.
Размеры и форма профильных труб также указываются в ГОСТ. Для этого используются специальные таблицы. В зависимости от требуемой длины выбирается способ изготовления профильных изделий. Так, электросварной способ выбирают в том случае, если нужно изготовить трубы с толщиной стенок 1-5 мм и наружным размером 1-10 см. Метод горячей деформации применяют к трубам с наружным размером 6-18 см и толщиной стенки 4-14 мм. А вот деформируют изделия холодным способом для получения толщины стенок от 1 до 8 мм и наружного размера 1-12 см.
Труба профильная квадратная ГОСТ 8639-82
Такой вид профильных труб изготавливается в соответствии с существующим регламентом длин.
Мерная длина:
- – электросварные — от 5 до 9 м;
- – холоднодеформированные — от 4,5 до 11 м;
- – горячедеформированные — от 4 до 12,5 м.
Допускается отклонение не более 10 см на всю длину изделия.
Длина, кратная мерной:
- – электросварные — любой кратности;
- – холоднодеформированные — от 1,5 до 11 м. Каждый раз дается припуск не менее 0,5 см;
- – горячедеформированные — от 4 до 12,5 м. Припуск каждый раз по 0,5 см.
Ко всем кратностям применяется припуск 0,5 см либо другой припуск, который заблаговременно обсуждается с заказчиком изделий.
Немерная длина:
- – электросварные — от 1,5 до 9 м;
- – холоднодеформированные — от 1,5 до 9 м;
- – горячедеформированные — от 4 до 12,5 м.
Допуски профильных изделий
В соответствии с таблицами и указаниями ГОСТ, профильные трубы могут иметь некоторые отличия в размерах, которые указываются в таблицах, прилагаемых к ГОСТ. Это относится к толщине трубных стенок, к вогнутости и выпуклости одной или нескольких сторон, к наружным размерам сторон.
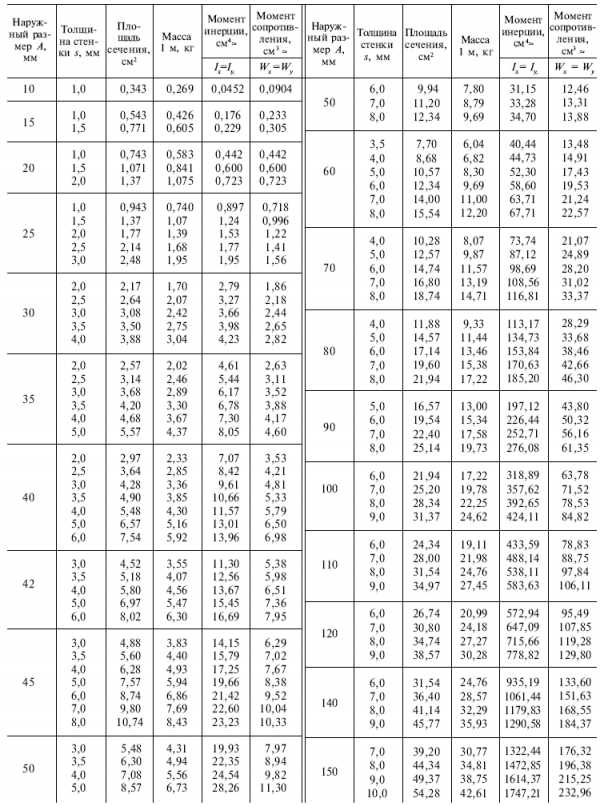
Таблица ГОСТ для профильных стальных труб
Допускается кривизна труб не более 2 мм на один погонный метр изделия. Согласно ГОСТ, труба профильная может иметь отклонения в своем поперечном сечении не более 1,5 градуса. Вогнутость или выпуклость изделий рассчитываются по специальным таблицам в зависимости от длины всего изделия.
↑Требования ГОСТ 30245-2003 для профильных труб
Данный стандарт действует на профильные гнутые трубы с квадратным или прямоугольным сечением, которые используются для создания стальных силовых конструкций. Любые работы, в процессе которых используются профильные изделия, должны осуществляться только с использованием изделий, соответствующих ГОСТ 30245-2003. В противном случае не гарантируется качество возводимых конструкций и их долговечность.
↑Допуски и предельные отклонения профильных изделий
- площадь трубного сечения и длина профиля должны соответствовать указанным в таблицах значениям. Данные таблицы прилагаются к ГОСТ;
- отклонение толщины стенки профиля должно находиться в соответствии с отклонениями контрольного образца шириной 12,5 см. Это необходимо для правильного расчета веса профиля.
Места изгибов профиля не подпадают под данное ограничение, так как в этих местах толщина стенок может значительно отличаться от толщины ровных участков.
- труба профильная ГОСТ 30245-2003 не должна иметь отклонений от угла 90 градусов в поперечном сечении более 1,3 градуса;
- регламентируется также ширина профиля. Предельное отклонение профиля шириной до 10 см составляет от 0,5 до 1 мм. Предельное отклонение профиля шириной более 10 см — 0,8 мм на один погонный метр;
- существует положение, согласно которому труба стальная профильная ГОСТ 30245-2003 выпускается длиной 6-12 метров. Однако этот норматив может быть изменен в соответствии с пожеланиями заказчика. Предельные значения длины профиля, в этом случае, составят от 4 до 13 м.
Технические требования к профильным изделиям
Изготовление профильных труб регламентируется положениями ГОСТ 30245-2003. Это накладывает определенные требования на сам процесс производства и используемые для этого материалы.
Профильные изделия производятся из листовой прокатной стали, которая поставляется в рулонах:
- стали низколегированной, имеющей толщину равную или большую 4 мм;
- углеродистой стали с такой же толщиной;
- углеродистой и низколегированной стали толщиной 3 мм и больше;
- качественных марок углеродистой стали — 10, 15, 20.
Изделия не должны быть скручены относительно своей продольной оси более чем на 2 мм из расчета на 1 погонный метр изделия. Кривизна готовых изделий в горизонтальной и вертикальной плоскостях допустима не более 1 мм на погонный метр.
Трубы стальные профильные — ГОСТ не разрешает наличия на их поверхностях каких-либо выраженных повреждений. Сюда можно отнести глубокие борозды, риски, трещины, завороты металла и прочие повреждения.
При разрезании труб на части необходимо следить за тем, чтобы все резы были выполнены строго под углом 90 градусов. Допустимое отклонение от данного угла составляет 1 градус 30 минут.
Выпуклость и вогнутость трубных стенок не должна превышать 1 %. Причем, данные отклонения считаются независимо от отклонений внешних размеров изделия.
Продольный шов должен быть полностью проварен по всей длине изделия. Допустимое суммарное значение непровара — 50 мм на погонный метр. Но при этом нужно учитывать, что длина отдельного непровара не может быть более 20 мм. Сопротивление сварного шва на разрыв не должно быть меньше 95 % показателя сопротивления основного металла на разрыв.
Внешние размеры изделия не должны отличаться от расчетных более чем на 1 %.
Практика использования профильных изделий свидетельствует о том, что любое несоответствие требованиям регламентирующих документов, в частности, ГОСТ, может явиться причиной быстрой потери качества изделий. Уже возведенная конструкция может повести себя совершенно непредсказуемо из-за превышения каких-то отклонений в процессе производства. Поэтому, прежде чем заказывать профильные трубы, особенно большими партиями, удостоверьтесь в том, что при их изготовлении были соблюдены все требования документов и выдержаны все необходимые допуски.
vsetrybu.ru
Трубы профильные в соответствии с ГОСТом 30245 2003. ГОСТ на профильную трубу, нормативы
Стальная профильная труба изготавливается в соответствии с ГОСТом 30245 2003 и ГОСТом 8639–82. С помощью этой статьи вы сможете узнать всю самую необходимую информацию, которая поможет определиться с выбором нужной Вам модели.
Профильная квадратная труба, ГОСТ 8639–82
По данному стандарту профильная труба (квадратная) может быть стальной бесшовной горячедеформированной или холоднодеформированной, электросварной или электросварной холоднодеформированной. Размеры и форму можно посмотреть в таблице, которая прилагается к ГОСТу.
Причем для труб действует специальный регламент, который касается их длины. Может использоваться мерная длина (для бесшовных холоднодеформированных она равняется 4,5–11 м, для бесшовных горячедеформированных – 4–12,5 м, а для электросварных – 5–9 м). При этом для каждого вида допускается отклонение не более чем в плюс сто миллиметров. Длина также может быть и немерной. Для электросварных и бесшовных холоднодеформированных она составляет 1,5–9 м, для бесшовных горячедеформированных – 4–12,5 м. Кратные мерные длины могут допускать припуск, как правило, в 5 мм для каждого реза. Общее значение длины не допускает того, чтобы он был выше предельно допустимого значения.
Для всех этих труб по ГОСТу действует несколько общих правил: в поперечном сечении отклонение от угла в девяносто градусов не должно превышать полутора градусов, кривизна трубы не должна превышать двух миллиметров. При этом необходимо, чтобы все соответствовало указанным прописанным нормам.

Профильная труба, ГОСТ 30245 2003
Данный стандарт используется для гнутых замкнутых сварных стальных труб, профиль которых прямоугольный или квадратный. Эти трубы используют при строительстве конструкций из стали.
Согласно ГОСТу 30245 2003 трубы могут иметь допустимые предельные отклонения и некоторые допуски. Основные нормативы прописаны в самом ГОСТе. Перечислим самые основные положения:
- Размер профиля и остальных основополагающих величин должен соответствовать прописанным значениям;
- На местах изгибов не должно быть отклонения по толщине;
- Допускаются отклонения по ширине и высоте профиля;
- Пределы радиуса внешнего закругления выбирают согласно данным ГОСТа;
- Невозможно отклонение угла в поперечном профильном сечении, если он составляет девяносто градусов, более чем на 1,3 градуса;
- Длина труб должна составлять шесть–двенадцать метров. В некоторых случаях изготавливают трубы длиной в четыре–пять и тринадцать метров;
- Предельное отклонение по длине не должно быть более 60 метров.
- Должны использоваться только следующие виды стали: низколегированная и углеродистая общего назначения с толщиной от 3 мм, углеродистая сталь хорошей проверенной марки (20, 15 и 10) и низколегированная от 4 мм.
- Кривизна в плоскостях по вертикали и горизонтали не должна превышать одного миллиметра на 1 погонный метр трубы.
- Не допускается скрученность более двух миллиметров на 1 погонный метр.
- Допускается отклонение не более 0,01 вогнутости и выпуклости стен.
- Обрез выполняется под углом в девяносто градусов.
- Поверхности труб не должны иметь трещины и другие повреждения.

ГОСТ, стальные профильные трубы: технические требования
Также имеются и технические требования, которые касаются правил выполнения сварного продольного шва.
Эти два ГОСТа временами неспособны ответить на все вопросы. В связи с чем специалистам также приходится обращаться к двум другим стандартам (8645–68 и 13663).

Создание изделий может быть качественным только в том случае, когда они выполняются по всем стандартам на 100 %. Именно поэтому, если необходимо заказать где-то уже готовый продукт, удостоверьтесь в том, что стальная профильная труба соответствует ГОСТу.
remrep.ru
ГОСТ 13663-86: Трубы стальные профильные
ГОСТ 13663-86
Трубы стальные профильные. Технические требования
Настоящий стандарт распространяется на профильные горячедеформированные, холоднодеформированные, электросварные и электросварные холоднодеформированные трубы общего назначения из углеродистой стали.
(Измененная редакция, Изм. № 2).
1. Технические требования
1.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта, по технологическим регламентам, утвержденным в установленном порядке.
1.2. Размеры труб должны соответствовать указанным в ГОСТ 8638-57, ГОСТ 8639-82, ГОСТ 8642-68, ГОСТ 8644-68, ГОСТ 8645-68 и ГОСТ 8646-68.
Предельные отклонения по размерам должны соответствовать указанным в ГОСТ 8639-82.
1.3. Трубы изготовляют горячедеформированными, холоднодеформированными, электросварными или электросварными холоднодеформированными.
1.4. Трубы изготовляют из сталей марок:
Ст2сп, Ст2пс, Ст2кп, Cт4сп, Cт4пc, Cт4кп пo ГОСТ 380-88;
марок 10, 10пс, 20, 35, 45, 08кп – по ГОСТ 1050-88.
(Измененная редакция, Изм. № 1).
1.5. В зависимости от назначения трубы должны изготовляться:
группа А – с нормированием механических свойств из стали марок по ГОСТ 380-88;
группа В – с нормированием механических свойств и по химическому составу из стали марок по ГОСТ 1050-88 и ГОСТ 380-88.
В условных обозначениях труб индекс А или В проставляется перед маркой стали.
(Измененная редакция, Изм. № 1).
1.6. Трубы изготовляют термически обработанными или без термической обработки.
1.7. Механические свойства термически обработанных труб или труб без дополнительной термообработки после прокатного нагрева должны соответствовать нормам, приведенным в табл. 1.
Таблица 1
Марка стали | Временное сопротивление разрыву, Н/мм (кгс/мм) | Предел текучести, Н/мм (кгс/мм) | Относительное удлинение, % |
Вид труб | ||
| не менее | |||||
10 | 353 (36) | 216 (22) | 24 | Трубы горячедеформированные | ||
20 | 412 (42) | 245 (25) | 21 |
| ||
35 | 510 (52) | 294 (30) | 18 |
| ||
45 | 549 (56) | 323 (33) | 14 |
| ||
10 | 343 (35) | 206(21) | 24 | Трубы холоднодеформированные | ||
20 | 412 (42) | 245 (25) | 20 |
| ||
35 | 510 (52) | 294 (30) | 18 |
| ||
45 | 549 (56) | 323 (33) | 14 |
| ||
|
|
|
|
| ||
Ст2сп, Ст2пс, Ст2кп | 333 (34) | 206(21) | 24 | Трубы электросварные | ||
Ст4сп, Ст4пc, Ст4кп | 412 (42) | 245 (25) | 21 |
| ||
10, 10пс, | 333 (34) | 206 (21) | 24 |
| ||
20 | 412 (42) | 245 (25) | 21 |
| ||
1.8. Механические свойства нетермообработанных электросварных профильных труб должны соответствовать нормам, приведенным в табл. 2.
1.7, 1.8. (Измененная редакция, Изм. № 1).
1.9. На поверхности горячедеформированных труб не допускаются трещины, плены, рванины, закаты.
Допускаются отдельные незначительные забоины, вмятины, риски, тонкий слой окалины, следы зачистки дефектов и мелкие плены, не выводящие толщину стенки за пределы минусовых отклонений.
Таблица 2
Марка стали | Временное сопротивление разрыву, Н/мм(кгс/мм) | Относительное удлинение, % | |
| не менее | ||
08 кп | 314 (32) | 13 | |
10, 10пс, Ст2сп, Ст2пс, Ст2кп | 353 (36) | 10 | |
20, Ст4сп, Ст4пс, Ст4кп | 372 (38) | 10 | |
Примечание. Указанные нормы факультативны до 1 января 1990 года.
1.9.1. На поверхности холоднодеформированных труб не допускаются трещины, плены, рванины и закаты.
Отдельные незначительные забоины, окалина, следы отслоившейся окалины, не препятствующие осмотру, вмятины, следы правки, риски и следы зачистки дефектов допускаются, если они не выводят размеры труб за предельные отклонения.
1.9.2. На поверхности электросварных труб не допускаются трещины, плены и закаты.
Рябизна, риски и другие повреждения механического происхождения, слой окалины и следы зачистки дефектов допускаются при условии, если они не выводят размеры труб за предельные отклонения.
На внутренней поверхности труб допускается остаток грата, обусловленный способом производства.
Наружный грат на трубах должен быть удален.
В месте снятия грата допускается утонение стенки до 0,1 мм сверх минусового допуска.
1.9.3. На поверхности электросварных холоднодеформированных труб не допускаются трещины, плены, рванины, закаты.
Допускаются следы окалины, не препятствующие осмотру, вмятины, следы правки, риски и следы зачистки дефектов, если они не выводят размеры труб за предельные отклонения.
1.10. По требованию потребителя холоднодеформированные трубы изготовляют с очищенной от окалины поверхностью.
По согласованию изготовителя с потребителем горячедеформированные и электросварные трубы изготовляют с очищенной от окалины поверхностью.
1.11. Концы труб должны быть обрезаны под прямым углом. По требованию потребителя трубы изготовляют без обрезки концов.
1.12. Трубы всех видов, работающие под давлением (условия работы труб оговариваются в заказе), должны выдерживать испытательное гидравлическое давление (Р), МПа (кгс/см), вычисляемое по формулам.
Гидравлическое испытание труб других видов профиля и нормы по ним определяют по согласованию изготовителя и с потребителем.
Способность труб выдерживать испытательное гидравлическое давление обеспечивается технологией производства.
2. Правила приемки
2.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки стали и одного вида термообработки (для термообработанных труб) и оформлена одним документом о качестве по ГОСТ 10692-80 с указанием вида трубы (горячедеформированные, холоднодеформированные, электросварные, или электросварные холоднодеформированные).
2.2. Количество труб в партии должно быть, не более:
1000 шт. – для труб с наружными размерами до 30 мм включ.;
500 шт. – для труб с наружными размерами св. 30 до 70 мм включ.;
200 шт. – для труб с наружными размерами св. 70 мм.
2.3. Контролю поверхности и размеров подвергают каждую трубу партии.
Контроль геометрических параметров, кроме толщины стенки, проводится на расстоянии не менее чем 50 мм от любого торца трубы.
(Измененная редакция, Изм. № 1).
2.4. Химический состав стали труб принимают по документу о качестве изготовителя заготовки. В случае необходимости для проверки химического состава металла от партии отбирают одну трубу.
2.5. Для испытания на растяжение отбирают две трубы от партии.
2.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.1. Контроль качества поверхности труб проводят осмотром. Глубину залегания дефектов проверяют надпиловкой или иным способом. 3.2. Контроль наружных размеров проводят штангенциркулем типа ШЦ-П по ГОСТ 166-80, калибром-скобой по ГОСТ 18362-73, ГОСТ 18363-73 и трубным микрометром типа МТ по ГОСТ 6507-90. Контроль радиуса закругления и отклонения от прямого угла в поперечном сечении проводят по нормативно-технической документации. (Измененная редакция, Изм. № 1). 3.3. Контроль толщины стенки проводят трубным микрометром типа МТ по ГОСТ 6507-90. 3.4. Контроль вогнутости сторон проводят поверочной линейкой по ГОСТ 8026-75 и щупом по ТУ 2-034-225-87 или индикаторным глубиномером типа ГИ-100 по ГОСТ 7661-67. (Измененная редакция, Изм. № 2). 3.5. Контроль длины проводят рулеткой по ГОСТ 7502-89. 3.6. Контроль кривизны проводят поверочной линейкой по ГОСТ 8026-75 и щупом по ТУ 2-034-225-87. (Измененная редакция, Изм. № 2). 3.7. Контроль величины скручивания квадратных и прямоугольных труб проводят по нормативно-технической документации. 3.8. Для испытания на растяжение от каждой отобранной трубы отрезают по одному образцу. 3.9. Химический анализ проводят по ГОСТ 22536.0-87, ГОСТ 22536.1-88, ГОСТ 22536.2-87, ГОСТ 22536.3-88, ГОСТ 22536.4-88, ГОСТ 22536.5-87, ГОСТ 22536.6-88. (Измененная редакция, Изм. № 2). 3.10. Пробы для определения химсостава металла труб отбирают по ГОСТ 7565-81. 3.11. Испытания гидравлическим давлением труб проводят по ГОСТ 3845-75. 3.12. Испытания на растяжение проводят по ГОСТ 10006-80 на пропорциональном коротком образце. Допускается контролировать механические свойства труб неразрушающими методами. При разногласиях в оценке качества проверка проводится по ГОСТ 10006-80. 4.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692-80.
3. Методы испытаний
4. Маркировка, упаковка, транспортирование и хрпанение
sibmetspb.ru