
геометрия упорных, отогнутых и прямых резцов
Проходной резец – инструмент металлообрабатывающей промышленности, предназначенный для обработки наружной поверхности деталей цилиндрической формы. Данные приспособления используются на токарных станках. Их применяют для широкого спектра работ, что позволяет относить инструмент проходного типа к наиболее распространенным режущим инструментам.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
Материал изготовления головки зависит от вида обрабатываемого сплава. В качестве основы используют твердые, быстрорежущие, а также углеродистые материалы.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные прямые
Резцы проходные прямые не получили широкого распространения в металлообрабатывающей промышленности. Для некоторых работ, к которым относится снятие фаски, удобнее использовать инструмент отогнутой формы. Применяется для обработки изделий конической формы. Державка для выполнения стандартных работ имеет прямоугольную форму с размерами граней 25*16 мм. Специальную обработку выполняют резцами с крепежной частью равносторонней формы с размером 25 мм.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные резцы первого типоразмера применяют только в профильных учебных заведениях в процессе подготовки студентов.
Проходные упорные
Приспособление широко используется в токарных мастерских для обработки цилиндрических заготовок небольшого размера, обладающих сложной формой. Данный тип отличается высоким классом точности работы. Это достигается благодаря прямому углу оси смещения головки по отношению к оси державки. Таким образом снижается уровень вибрации в процессе эксплуатации, что минимизирует риск повреждения обрабатываемого изделия.
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Особенности геометрии резца
Независимо от модификации основным рабочим инструментом является рабочая головка. Она располагается на стержне резца. Для ее монтажа имеется специальный резцедержатель, который обеспечивает надежную фиксацию элемента.
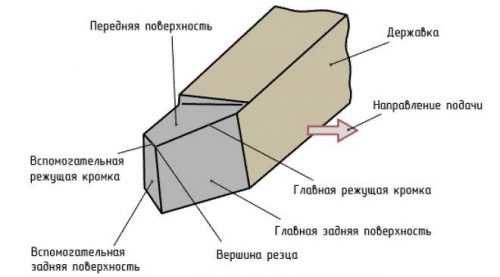
Для удаления стружки, образовывающейся в процессе эксплуатации, передней поверхности придают особый угол, обеспечивающий наиболее эффективный вывод побочных продуктов. Грани, обращенные к рабочей плоскости, называют задней и основной.
Главная режущая кромка контактирует с обрабатываемой поверхностью металла. Она располагается между задней и главной передней гранями.
Для вспомогательных работ имеется дополнительная режущая кромка, расположенная в месте соединения задней, передней и вспомогательной граней.
Вершиной инструмента является пересечение режущих кромок. Для каждой работы существует свой угол заточки вершины, обеспечивающий наиболее эффективную обработку деталей.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Как выбрать проходной резец
Резцы относят к расходным инструментам для токарного станка. Однако это не является поводом для того, чтобы беспечно отнестись к процессу выбора, ведь при соблюдении норм эксплуатации режущие приспособления способны прослужить длительный период.
Главными факторами являются форма обрабатываемых деталей и материал изготовления. Если деятельность носит временный характер, стоит обратить внимание на наборы расходных материалов. В этом случае при работе с нестандартным изделием не придется тратить время на поиск резца нужных размеров.
Наиболее употребительными являются резцы средних размеров – их поиск не займет много времени. Если для работы понадобится прибор наибольшего типоразмера в линейке, его придется заказывать: они редко имеются в свободной продаже. Исключение составляют крупные города, в которых есть специализированные центры металлообработки.
Режимы резания
Процесс эксплуатации проходных резцов достаточно прост. В зависимости от формы заготовки и метода обработки выбирают направление движения: продольное или поперечное.

Обратите внимание на назначение инструмента: приспособления для черновой обработки запрещено использовать на чистовых работах и наоборот.
Также запрещено менять установленный порядок работ:
- В первую очередь выполняют черновые работы, которые характеризуются глубокой степенью воздействия: при обработке допускается удаление до 5 миллиметров металла за несколько проходов.
- Чистовые работы выполняются с целью соблюдения точных параметров изделия. Толщина срезанного металла не должна превышать десятых долей миллиметра.
Проходные резцы – незаменимый инструмент для обработки металлической поверхности элементов вращения. Виды работ зависят от формы и структуры приспособлений. А вы наблюдали за процессом наружной обработки деталей? Некоторые токари считают, что отечественные производители резцов не уступают знаменитым зарубежным компаниям, включая немецкого производителя Optimum. А что по этому поводу думаете вы? Выразите свое мнение в блоке комментариев.
wikimetall.ru
ГОСТ 18878-73
ГОСТ 18878-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ
С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped straight bull-nose turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 08.04.81 N 1872
ВЗАМЕН ГОСТ 6743-61 в части типа II; МН 579-64МН 585-64; МН 5200-64МН 5203-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1981 г., ноябре 1984 г. (ИУС 6-81, 2-85)
1. Настоящий стандарт распространяется на токарные проходные резцы общего назначения с углами , , с напаянными пластинами из твердого сплава.
(Измененная редакция, Изм. N 1).
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертежах 1-4 и в табл.1-4.
Резцы с углом в плане
Черт.1
Резцы с углом в плане
Черт.2
Резцы с углом в плане
Черт.3
Резцы с углом в плане и
Черт.4
Таблица 1
Размеры в мм
Резцы | Тип пластины для резцов исполнения | ||||||||||||
| Угол врезки пластины 10° | Угол врезки пластины 0° | ||||||||||||
правые | левые | правые | левые | Испол- нение | Сечение резца | 1 | 2 | ||||||
Обозна- чение | Приме- няемость | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | |||||||
2100-0001 | 2100-0002 | – | – | 8х8 | 50 | 4 | |||||||
| 2100-0003 | 2100-0004 | – | – | 1 | 10х10 | 60 | 6 | ||||||
2100-0005 | 2100-0006 | – | – | 12х12 | 70 | 7 | |||||||
2100-0025 | 2100-0026 | 2100-0067 | 2100-0068 | 2 | 16х10 | 6 | |||||||
2100-0401 | 2100-0402 | 2100-0461 | 2100-0462 | 100 | |||||||||
| 2100-0027 | 2100-0028 | 2100-0069 | 2100-0070 | 1 | 16х12 | 7 | |||||||
2100-0403 | 2100-0404 | 2100-0463 | 2100-0464 | 9 | 01 (угол врезки 10°) и 61 (угол врезки 0°) по ГОСТ 25395-90 | ||||||||
2100-0007 | 2100-0008 | 2100-0051 | 2100-0052 | 2 | 16х16 | 80 | |||||||
2100-0011 | 2100-0012 | 2100-0055 | 2100-0056 | 1 | 20х12 | 7 | |||||||
2100-0405 | 2100-0406 | 2100-0465 | 2100-0466 | 2 | 120 | ||||||||
2100-0029 | 2100-0030 | 2100-0071 | 2100-0072 | 1 | 20х16 | ||||||||
2100-0407 | 2100-0408 | 2100-0467 | 2100-0468 | 2 | |||||||||
2100-0013 | 2100-0014 | 2100-0057 | 2100-0058 | 1 | 20х20 | 100 | 12 | 10 (угол врезки 10°) и 70 (угол врезки 0°) по ГОСТ 25396-90 | |||||
2100-0017 | 2100-0018 | 2100-0059 | 2100-0060 | 25х16 | 9 | ||||||||
2100-0409 | 2100-0410 | 2100-0469 | 2100-0470 | 2 | 140 | ||||||||
2100-0031 | 2100-0032 | 2100-0073 | 2100-0074 | 1 | 25х20 | ||||||||
2100-0411 | 2100-0412 | 2100-0471 | 2100-0472 | 2 | 12 | ||||||||
2100-0019 | 2100-0020 | 2100-0061 | 2100-0062 | 1 | 32х20 | ||||||||
2100-0413 | 2100-0414 | 2100-0473 | 2100-0474 | 2 | 170 | ||||||||
2100-0033 | 2100-0034 | 2100-0075 | 2100-0076 | 1 | 32х25 | ||||||||
2100-0415 | 2100-0416 | 2100-0475 | 2100-0476 | 2 | 14 | ||||||||
2100-0021 | 2100-0022 | 2100-0063 | 2100-0064 | 1 | 40х25 | ||||||||
2100-0417 | 2100-0418 | 2100-0477 | 2100-0478 | 2 | |||||||||
2100-0035 | 2100-0036 | 2100-0077 | 2100-0078 | 1 | 40х32 | 200 | 02 (угол врезки 10°) и 62 (угол врезки 0°) по ГОСТ 25395-90 | ||||||
2100-0419 | 2100-0420 | 2100-0479 | 2100-0480 | 2 | 18 | ||||||||
2100-0023 | 2100-0024 | 2100-0065 | 2100-0066 | 1 | 50х32 | ||||||||
2100-0421 | 2100-0422 | 2100-0481 | 2100-0482 | 2 | |||||||||
2100-0037 | 2100-0038 | 2100-0079 | 2100-0080 | 1 | 50х40 | 240 | 22 | 01 (угол врезки 10°) и 61 (угол врезки 0°) по ГОСТ 25395-90 | |||||
2100-0423 | 2100-0424 | 2100-0483 | 2100-0484 | 2 | |||||||||
Пример условного обозначения правого резца, исполнения 1, сечением мм, с углом в плане , с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2100-0007 ВК6 ГОСТ 18878-73
Таблица 2
Размеры в мм
Резцы | Тип пластины для резцов исполнения | ||||||||||||
Угол врезки пластины 10° | Угол врезки пластины 0° | ||||||||||||
правые | левые | правые | левые | Испол- нение | Сечение резца | 1 | 2 | ||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | ||||||
2100-0101 | 2100-0102 | – | – | 1 | 8х8 | 50 | 3,0 | ||||||
2100-0103 | 2100-0104 | – | – | 1 | 10х10 | 60 | 4,5 | ||||||
2100-0105 | 2100-0106 | – | – | 1 | 12х12 | 70 | 6,0 | ||||||
2100-0127 | 2100-0128 | 2100-0169 | 2100-0170 | 1 | 16х10 | 4,5 | |||||||
2100-0801 | 2100-0802 | 2100-0861 | 2100-0862 | 2 | |||||||||
2100-0129 | 2100-0130 | 2100-0171 | 2100-0172 | 1 | 16х12 | 100 | 6,0 | 01 (угол врезки 10°) и 61 (угол врезки 0°) по ГОСТ 25395-90 | |||||
2100-0803 | 2100-0804 | 2100-0863 | 2100-0864 | 2 | |||||||||
2100-0107 | 2100-0108 | 2100-0173 | 2100-0174 | 1 | 16х16 | 80 | 7,0 | ||||||
2100-0111 | 2100-0112 | 2100-0153 | 2100-0154 | 1 | 20х12 | 6,0 | |||||||
2100-0805 | 2100-0806 | 2100-0865 | 2100-0866 | 2 | 120 | ||||||||
2100-0131 | 2100-0132 | 2100-0175 | 2100-0176 | 1 | 20х16 | 7,0 | |||||||
2100-0807 | 2100-0808 | 2100-0867 | 2100-0868 | 2 | |||||||||
2100-0113 | 2100-0114 | 2100-0155 | 2100-0156 | 1 | 20х20 | 100 | 9,0 | ||||||
2100-0117 | 2100-0118 | 2100-0159 | 2100-0160 | 1 | 25х16 | 7,0 | 10 (угол врезки 10°) и 70 (угол врезки 0°) по ГОСТ 25396-90 | ||||||
2100-0809 | 2100-0810 | 2100-0869 | 2100-0870 | 2 | 140 | ||||||||
2100-0133 | 2100-0134 | 2100-0177 | 2100-0178 | 1 | 25х20 | ||||||||
2100-0811 | 2100-0812 | 2100-0871 | 2100-0872 | 2 | |||||||||
2100-0121 | 2100-0122 | 2100-0163 | 2100-0164 | 1 | 32х20 | 9,0 | |||||||
2100-0813 | 2100-0814 | 2100-0873 | 2100-0874 | 2 | 170 | ||||||||
2100-0135 | 2100-0136 | 2100-0179 | 2100-0180 | 1 | 32х25 | ||||||||
2100-0815 | 2100-0816 | 2100-0875 | 2100-0876 | 2 | 11,0 | ||||||||
2100-0123 | 2100-0124 | 2100-0165 | 2100-0166 | 1 | 40х25 | ||||||||
2100-0817 | 2100-0818 | 2100-0877 | 2100-0878 | 2 | |||||||||
2100-0137 | 2100-0138 | 2100-0181 | 2100-0182 | 1 | 40х32 | 200 | 02 (угол врезки 10°) и 62 (угол врезки 0°) по ГОСТ 25395-90 | ||||||
2100-0819 | 2100-0820 | 2100-0879 | 2100-0880 | 2 | 15,0 | ||||||||
2100-0125 | 2100-0126 | 2100-0167 | 2100-0168 | 1 | 50х32 | ||||||||
2100-0821 | 2100-0822 | 2100-0881 | 2100-0882 | 2 | |||||||||
2100-0139 | 2100-0140 | 2100-0183 | 2100-0184 | 1 | 50х40 | 240 | 18,0 | 01 (угол врезки 10°) и 61 (угол врезки 0°) по ГОСТ 25395-90 | |||||
2100-0823 | |||||||||||||
docs.cntd.ru
Виды токарных резцов по металлу
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.

1 – проходной прямой резец ; 2 – проходной отогнутый; 3 – проходной упорный; 4 – подрезной резец; 5 – широкий проходной; 6 – расточный резец; 7 – расточный упорный; 8 – отрезной резец; 9 – резьбовой резец; 10 – фасонный резец.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.

Требования к инструментам
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
www.axispanel.ru
ГОСТ 18869-73 Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры (с Изменениями N 1, 2), ГОСТ от 07 июня 1973 года №18869-73
ГОСТ 18869-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
HSS strainght bullnose turing tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222
ВЗАМЕН ГОСТ 10043-62 в части типа II; МН 641-64; МН 642-64; МН 643-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в январе 1981 г., декабре 1984 г. (ИУС 4-81, 3-85)
1. Настоящий стандарт распространяется на токарные проходные прямые резцы с углами ; ; общего назначения из быстрорежущей стали.
2. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Резцы с углом в плане и
Черт.1
Таблица 1
Размеры, мм
Резцы | ||||||||||
Правые | Левые | Испол- нение | Сечение резца | при | при | Форма пластин по ГОСТ 2379-77 | ||||
Обозначение | Приме- няемость | Обозначение | Приме- няемость | |||||||
2100-0551 | 2100-0552 | 4х4 | 1,5 | |||||||
2100-0553 | 2100-0554 | 6х6 | 50 | – | 2,0 | – | ||||
2100-0555 | 2100-0556 | 8х8 | 4,0 | |||||||
2100-0651 | 2100-0652 | – | 3,0 | – | ||||||
2100-0557 | 2100-0558 | 10х10 | 60 | 6,0 | – | |||||
2100-0653 | 2100-0654 | 1 | – | 4,5 | ||||||
2100-0559 | 2100-0560 | 12х12 | 70 | 30 | 7,0 | – | ||||
2100-0655 | 2100-0656 | – | 6,0 | |||||||
2100-0569 | 2100-0570 | 16х10 | 100 | 6,0 | – | 56 | ||||
2100-0665 | 2100-0666 | – | 4,5 | 57 | ||||||
2100-0561 | 2100-0562 | 16х16 | 80 | 9,0 | – | 56 | ||||
2100-0657 | 2100-0658 | – | 7,0 | 57 | ||||||
2100-0571 | 2100-0572 | 20х12 | 7,0 | – | 56 | |||||
2100-0667 | 2100-0668 | 2 | 40 | – | 6,0 | 57 | ||||
2100-0563 | 2100-0564 | 20х20 | 120 | 12,0 | – | 56 | ||||
2100-0659 | 2100-0660 | – | 9,0 | 57 | ||||||
2100-0565 | 2100-0566 | 25х16 | 140 | 50 | 9,0 | – | 56 | |||
2100-0661 | 2100-0662 | – | 7,0 | 57 | ||||||
2100-0567 | 2100-0568 | 32х20 | 170 | 60 | 12,0 | – | 56 | |||
2100-0663 | 2100-0664 | – | 9,0 | 57 | ||||||
Пример условного обозначения правого резца сечением мм, при :
Резец 2100-0657 ГОСТ 18869-73
Резцы с углом в плане
Черт.2
Таблица 2
Размеры, мм
Резцы | |||||||||
правые | левые | Исполнение | Сечение резца | Форма пластин по ГОСТ 2379-77 | |||||
Обозначение | Приме- няемость | Обозначение | Приме- няемость | ||||||
2100-0751 | 2100-0752 | 6х6 | 50 | – | 2 | ||||
2100-0753 | 2100-0754 | 8х8 | – | ||||||
2100-0755 | 2100-0756 | 1 | 10х10 | 60 | |||||
2100-0757 | 2100-0758 | 12х12 | 70 | 3 | |||||
2100-0763 | 2100-0764 | 16х10 | 100 | 30 | 58 | ||||
2100-0759 | 2100-0760 | 16х16 | 80 | 4 | |||||
2100-0765 | 2100-0766 | 2 | 20х12 | 100 | 3 | ||||
2100-0761 | 2100-0762 | 20х20 | 40 | 5 | 58 | ||||
2100-0767 | 2100-0768 | 25х16 | 120 | 4 | |||||
2100-0769 | 2100-0770 | 32х20 | 140 | 50 | 5 | ||||
Пример условного обозначения правого резца сечением мм:
Резец 2100-0759 ГОСТ 18869-73
(Измененная редакция, Изм. N 1, 2).
3. По согласованию с потребителем допускается резцы с углом и исполнения 2 изготовлять с пластинами формы 44 и 45 по ГОСТ 2379-77.
(Измененная редакция, Изм. N 1).
4. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Передний угол резцов должен быть равен 16°.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
8. Технические требования – по ГОСТ 10047-62.
9. Маркировать – по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
Элементы конструкций и геометрические параметры резцов указаны на черт.1-3 и в табл.1-3.
Черт.1
Резцы с углом в плане
Черт.1
Таблица 1
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | ||
правых | левых | ||
4х4 | 6 | ||
6х6 | |||
8х8 | 8 | – | – |
10х10 | |||
12х12 | 10 | ||
16х10 | 8 | 5609 | 5610 |
16х16 | 12 | 5611 | 5612 |
20х12 | 10 | 5601 | 5602 |
20х20 | 15 | 5603 | 5604 |
25х16 | 12 | 5605 | 5606 |
32х20 | 15 | 5607 | 5608 |
Черт.2
Резцы с углом в плане
Черт.2
Таблица 2
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | ||
правых | левых | ||
8х8 | 8 | ||
10х10 | – | – | |
12×12 | 10 | ||
16х10 | 8 | 5709 | 5710 |
16х16 | 12 | 5711 | 5712 |
20х12 | 10 | 5701 | 5702 |
20х20 | 12 | 5703 | 5704 |
25х16 | 5705 | 5706 | |
32х20 | 15 | 5707 | 5708 |
Черт.3
Резцы с углом в плане
Черт.3
Таблица 3
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | |
6х6 | 4 | |
8х8 | 6 | |
10х10 | 8 | – |
12х12 | 10 | |
16х10 | 8 | 5808 |
16х16 | 12 | 5809 |
20х12 | 10 | 5801 |
20х20 | 15 | 5802 |
25х16 | 12 | 5803 |
32х20 | 15 | 5804 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
1. Цель лабораторной работы
28
Московский автомобильно-дорожный государственный технический университет (МАДИ)
И.В. Багров, В.В. Борщ, Р.И. Нигметзянов
“ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА И
РАСЧЕТ РЕЖИМА ОБРАБОТКИ ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ”
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНОЙ РАБОТЕ №8
ПО КУРСУ
“ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ”
Москва 2010
УДК 621.9
Б БК 34.62
© Московский автомобильно-дорожный государственный технический университет (МАДИ), 2010
Целью работы является закрепление знаний студентом основных правил выбора режущего инструмента, приемов его измерения и расчета параметров режима резания при обработке заготовок на металлорежущих станках на примере точения, а также подготовка студентов к выполнению технологических заданий во время учебно-технологической практики.
2. Выбор режущих инструментов для точения
Для правильного выбора режущего инструмента при точении необходимо знать конструктивные особенности токарных резцов.
Конструктивные особенности токарных резцов удобнее всего рассмотреть на примере токарного прямого проходного резца. Токарный резец состоит из двух частей (рис. 1) – рабочей части и стержня (корпуса). Стержень предназначен для крепления резца на станке. Рабочая часть характеризуется поверхностями, кромками и вершинами. Передняя поверхность (ПП) при резании контактирует со срезаемым слоем заготовки и стружкой. Главная задняя поверхность (ГЗП) обращена к срезу обрабатываемой поверхности заготовки. Вспомогательная задняя поверхность обращена к обработанной поверхности заготовки. Следует отметить, что стружка сходит только по передней поверхности, задние поверхности не участвуют в процессе резания, а только контактируют с поверхностями заготовки. Пересечение передней поверхности с главной задней поверхностью образует главную режущую кромку (ГРК), а с вспомогательной задней – вспомогательную режущую кромку. Вершина резца – это место пересечения главной и вспомогательной режущих кромок.
Выбор режущего инструмента для точения начинается с анализа поставленной задачи. В первую очередь необходимо выбрать тип резца. Тип резца выбирают в зависимости от формы обрабатываемой поверхности. На рис. 2 показаны основные типы токарных резцов и поверхности изделия, получаемые в результате обработки этими резцами.
После выбора типа резца необходимо выбрать инструментальный материал и соответствующие параметры угловой геометрии инструмента. В приложении, в табл. 1 даны рекомендации по выбору марок твердого сплава рабочей части токарных резцов для точения заготовок из чугунов и конструкционных сталей. Материал режущей части инструмента выбирается в зависимости от вида точения и материала заготовки.
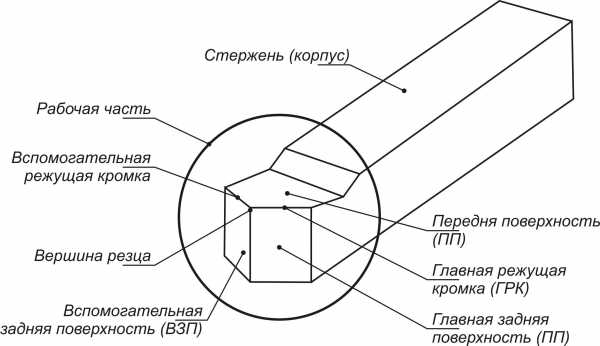
Рис. 1. Конструктивные части токарного резца
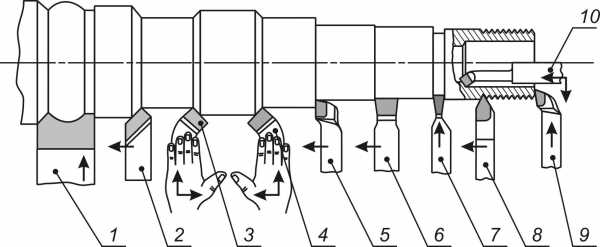
Рис. 2. Основные типы токарных резцов: 1 ‑ фасонный, 2 ‑ проходной прямой, 3, 4 ‑ проходной отогнутый, 5 ‑ проходной упорный, 6 ‑ для чистовой обработки, 7 ‑ отрезной, 8 ‑ резьбовой, 9 ‑ подрезной, 10 ‑ расточные
На рис. 3 показаны основные геометрические параметры проходного токарного резца, а в табл. 2 рекомендации по их выбору.
В заключение выбора режущего инструмента при точении определяют размеры крепежно-присоединительной части резцов. Для обработки заготовок на универсальных токарных станках обычно используют резцы определенного сечения крепежно – присоединительной части (державки) В×Н (рис. 3). При этом величина Н державки выбирается, исходя из необходимости установки резца по линии центров станка.
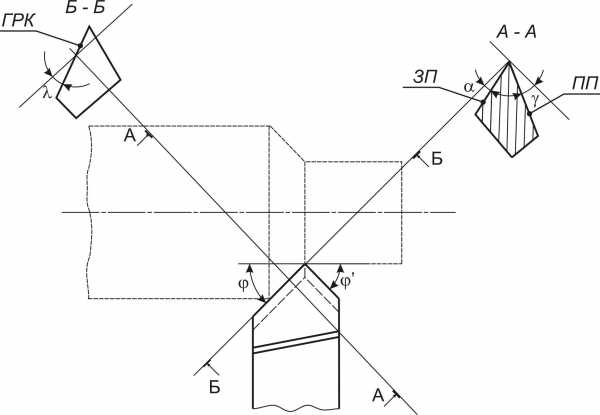
Рис. 3. Углы токарного проходного резца
Так как для решения всех вариантов задач в практической работе используется станок 16К20, у которого линия центров находится выше опорной поверхности резцедержателя на 25 мм, то целесообразно для всех резцов величину Н принимать равной 25 мм. Величину В следует принять равной 16 мм.
studfiles.net
Резцы проходные
Резец предназначен для снятия фасок, обработки, обточки наружных поверхностей деталей из стали, чугуна, цветного металла и сплавов на универсальном оборудование, на станках с ЧПУ.
| Резцы токарные проходные прямые с пластинами из твердого сплава ГОСТ 18878-73 | ||||
| С углами в плане φ = 45° | ||||
| Номинальные размеры в мм | Угол врезки пластин 10° | Угол врезки пластин 0° | ||
| Сечение резца hхb | L | n | ||
| Резец проходной прямой 16х10 | 100 | 6 | 2100-0401 | 2100-0461 |
| Резец проходной прямой 20х12 | 120 | 7 | 2100-0405 | 2100-0465 |
| Резец проходной прямой 20х16 | 120 | 9 | 2100-0407 | 2100-0467 |
| Резец проходной прямой 25х16 | 140 | 9 | 2100-0409 | 2100-0469 |
| Резец проходной прямой 32х20 | 170 | 12 | 2100-0413 | 2100-0473 |
| Резцы токарные проходные отогнутые с пластинами из твердого сплава ГОСТ 18877-73 | ||||
| Номинальные размеры в мм | Угол врезки пластин 10° | Угол врезки пластин 0° | ||
| Сечение резца hхb | L | n | ||
| Резец проходной отогнутый 16х10 | 110 | 6 | 2102-0021 | 2102-0071 |
| Резец проходной отогнутый 16х12 | 100 | 7 | 2102-0023 | 2102-0073 |
| Резец проходной отогнутый 20х12 | 125 | 7 | 2102-0025 | 2102-0075 |
| Резец проходной отогнутый 25х16 | 140 | 10 | 2102-0005 | 2102-0055 |
| Резец проходной отогнутый 25х20 | 170 | 13 | 2102-0029 | 2102-0079 |
| Резец проходной отогнутый 32х20 | 170 | 13 | 2102-0009 | 2102-0059 |
| Резец проходной отогнутый 32х25 | 170 | 16 | 2102-0031 | 2102-0081 |
| Резцы токарные проходные упорные с пластинами из твердого сплава ГОСТ 18879-73 | |||
| Тип 1 — проходные упорные прямые с углом φ = 90°, правые и левые | |||
| Номинальные размеры в мм | Угол врезки пластин 10° | Угол врезки пластин 0° | |
| Сечение резца hхb | L | ||
| Резец проходной упорный прямой 20х12 | 100 | 2101-0009 | 2101-0053 |
| Резец проходной упорный прямой 20х20 | 100 | 2101-0011 | 2101-0055 |
| Резец проходной упорный прямой 25х16 | 120 | 2101-0013 | 2101-0057 |
| Резец проходной упорный прямой 32х20 | 140 | 2101-0015 | 2101-0059 |
| Тип 2 — проходные упорные изогнутые с углом φ = 90°, правые и левые | |||
| Номинальные размер | Угол врезки пластин 10° | Угол врезки пластин 0° | |
| Сечение резца hхb | L | ||
| Резец проходной упорный изогнутый 16х10 | 110 | 2103-0017 | 2103-0067 |
| Резец проходной упорный изогнутый 16х12 | 100 | 2103-0019 | 2103-0069 |
| Резец проходной упорный изогнутый 20х12 | 125 | 2103-0003 | 2103-0053 |
| Резец проходной упорный изогнутый 20х16 | 120 | 2103-0021 | 2103-0071 |
| Резец проходной упорный изогнутый 25х16 | 140 | 2103-0007 | 2103-0057 |
| Резец проходной упорный изогнутый 25х20 | 140 | 2103-0023 | 2103-0073 |
| Резец проходной упорный изогнутый 32х20 | 170 | 2103-0009 | 2103-0059 |
| Резец проходной упорный изогнутый 32х25 | 170 | 2103-0025 | 2103-0075 |
Резец токарный проходной отогнутый с пластинами из быстрорежущей стали ГОСТ 18868-73
Резец токарный проходной прямой из быстрорежущей стали ГОСТ 18869-73
Резец токарный проходной упорный из быстрорежущей стали ГОСТ 18870-73
Резец токарный проходной отогнутый с пластинами из твердого сплава ГОСТ 18877-73
Резец токарный проходной прямой с пластинами из твердого сплава ГОСТ 18878-73
Резец токарный проходной упорный с пластинами из твердого сплава ГОСТ 18879-73
Резец токарный проходной, подрезной и копировальный с креплением сменных пластин прихватом сверху ГОСТ 26611-85
Резец токарный проходной и подрезной со сменными режущими пластинами из сверхтвердых материалов ГОСТ 28980-91
Резец токарный проходной, подрезной и копировальные со сменными многогранными пластинами ГОСТ 29132-91
www.vladpm.ru
| Резец токарный проходной упорный прямой 2101-0001 ГОСТ 18879 | правый | 8 | 8 |
| Резец токарный проходной упорный прямой 2101-0002 ГОСТ 18879 | левый | 8 | 8 |
| Резец токарный проходной упорный прямой 2101-0003 ГОСТ 18879 | правый | 10 | 10 |
| Резец токарный проходной упорный прямой 2101-0004 ГОСТ 18879 | левый | 10 | 10 |
| Резец токарный проходной упорный прямой 2101-0005 ГОСТ 18879 | правый | 12 | 12 |
| Резец токарный проходной упорный прямой 2101-0006 ГОСТ 18879 | левый | 12 | 12 |
| Резец токарный проходной упорный прямой 2101-0007 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0008 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0051 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0052 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-1101 ГОСТ 18879 | правый | 10 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1102 ГОСТ 18879 | левый | 10 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1121 ГОСТ 18879 | правый | 10 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1122 ГОСТ 18879 | левый | 10 | 10 |
| Резец токарный проходной упорный прямой 2101-0009 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0011 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1103 ГОСТ 18879 | правый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0019 ГОСТ 18879 | правый | 16 | 12 |
| Резец токарный проходной упорный прямой 2101-0010 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0012 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1104 ГОСТ 18879 | левый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0020 ГОСТ 18879 | левый | 16 | 12 |
| Резец токарный проходной упорный прямой 2101-0053 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0055 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1123 ГОСТ 18879 | правый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0069 ГОСТ 18879 | правый | 16 | 12 |
| Резец токарный проходной упорный прямой 2101-0054 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0056 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1124 ГОСТ 18879 | левый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0070 ГОСТ 18879 | левый | 16 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0017 ГОСТ 18879 | правый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1105 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0018 ГОСТ 18879 | левый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1106 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0067 ГОСТ 18879 | правый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1125 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0068 ГОСТ 18879 | левый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1126 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0013 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0021 ГОСТ 18879 | правый | 20 | 16 |
| Резец токарный проходной упорный прямой 2101-0014 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0022 ГОСТ 18879 | левый | 20 | 16 |
| Резец токарный проходной упорный прямой 2101-0057 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0071 ГОСТ 18879 | правый | 20 | 16 |
| Резец токарный проходной упорный прямой 2101-0058 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0072 ГОСТ 18879 | левый | 20 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0003 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1107 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0004 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1108 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0053 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1127 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0054 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1128 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный прямой 2101-0015 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0007 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0023 ГОСТ 18879 | правый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1111 ГОСТ 18879 | правый | 25 | 25 |
| Резец токарный проходной упорный прямой 2101-0016 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0008 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0024 ГОСТ 18879 | левый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1112 ГОСТ 18879 | левый | 25 | 25 |
| Резец токарный проходной упорный прямой 2101-0059 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0057 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0073 ГОСТ 18879 | правый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1131 ГОСТ 18879 | правый | 25 | 25 |
| Резец токарный проходной упорный прямой 2101-0060 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0058 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0074 ГОСТ 18879 | левый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1132 ГОСТ 18879 | левый | 25 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0009 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0025 ГОСТ 18879 | правый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1113 ГОСТ 18879 | правый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0010 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0026 ГОСТ 18879 | левый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1114 ГОСТ 18879 | левый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0059 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0075 ГОСТ 18879 | правый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1133 ГОСТ 18879 | правый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0060 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0076 ГОСТ 18879 | левый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1134 ГОСТ 18879 | левый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0011 ГОСТ 18879 | правый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0027 ГОСТ 18879 | правый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1115 ГОСТ 18879 | правый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0012 ГОСТ 18879 | левый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0028 ГОСТ 18879 | левый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1116 ГОСТ 18879 | левый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0061 ГОСТ 18879 | правый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0077 ГОСТ 18879 | правый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1135 ГОСТ 18879 | правый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0062 ГОСТ 18879 | левый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0078 ГОСТ 18879 | левый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1136 ГОСТ 18879 | левый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0015 ГОСТ 18879 | правый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0029 ГОСТ 18879 | правый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1117 ГОСТ 18879 | правый | 50 | 50 |
| Резец токарный проходной упорный изогнутый 2103-0016 ГОСТ 18879 | левый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0030 ГОСТ 18879 | левый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1118 ГОСТ 18879 | левый | 50 | 50 |
| Резец токарный проходной упорный изогнутый 2103-0065 ГОСТ 18879 | правый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0079 ГОСТ 18879 | правый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1137 ГОСТ 18879 | правый | 50 | 50 |
| Резец токарный проходной упорный изогнутый 2103-0066 ГОСТ 18879 | левый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0080 ГОСТ 18879 | левый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1138 ГОСТ 18879 | левый | 50 | 50 |
xn--e1aflbecbhjekmek.xn--p1ai