
|
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. При этом у сварочных насадок конические поверхности и диаметр в их средней части равен номинальному, поэтому, не произведя нагрев совместить трубу и фитинг не получится не только друг с другом, но и со сварочными насадками. По мере того как происходит совмещение горячей сварочной насадки вместе с трубой, происходит оплавление наружного слоя трубы и выдавливание валика, при этом происходит достаточный прогрев внутренних слоев трубы для того, чтобы сжаться и не препятствовать входу трубы в сварочную насадку.  Мало отличаются процессы, происходящие при совмещении дрона и фитинга. Мало отличаются процессы, происходящие при совмещении дрона и фитинга.Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту. При этом верхушка сварочной насадки до упора фитинга, расположенного внутри, не доходит, но происходит наползание гранта на внутренний упор фитинга. При дальнейшем продвижении трубы внутрь насадки ее торец в конечном итоге упирается в то же округлое основание. При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту. Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. Как долго держать трубы, зависит от их диаметра. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. При этом происходит упругое сжимание трубы и упругое растягивание фитинга. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев.  Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Естественно, что после соединения детали все еще будут пластичными. Для того чтобы не произошла деформация соединений, детали желательно зафиксировать на некоторое время, которое называется фазой «фиксации». Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. После того как пройдет фаза «фиксации», слои перестают быть пластичными. Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах “ИНСТАЛ”. Разделы / Учебные материалы |
Пайка полипропиленовых труб – как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.
О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.


Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.
При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.
К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий.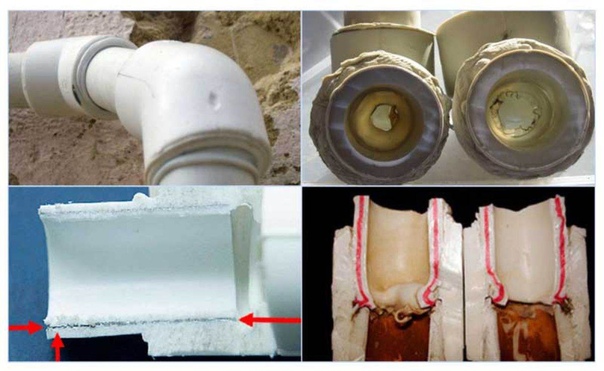 После каждого применения насадки очищают от остатков налипшего материала.
После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
 При этом одна из веток не должна быть жестко закрепленной.
При этом одна из веток не должна быть жестко закрепленной.Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.

Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Cварка пластиковых труб своими руками. Паяльник для сварки
Стыковая сварка пластиковых труб обеспечивает качественную герметизацию стыка, выглядит аккуратно, производится быстро. Подготовка концов стыкуемых изделий облегчается пластичностью материала, специальным ручным инструментом (нож, приспособление для снятия фаски). Для увеличения надежности шва края изделий обрабатывают техническим спиртом. Электрические муфты имеют встроенные в тело пластины с нагревательными элементами. К ним подается напряжение, тело муфты фиксирует трубы без дополнительных приспособлений. Трубы больших диаметров соединяют агрегатами, в которых изделия крепятся механическими зажимами.
Сварка пластиковых труб встык
- насадки крепятся в паяльник, выставляется температура 170 – 250˚С
- в это время визуально, тактильно контролируется состояние соединяемых концов труб
- при необходимости выравнивается линия реза, снимается фаска, обезжиривается спиртом поверхность
- звуковой сигнал извещает о достижении необходимой температуры насадки
- фитинг одевается на насадку чуть раньше трубы, нанесение на край трубы риски обеспечит погружение на нужную глубину, второй отметки – требуемый угол поворота
- поворот деталей на насадке во время нагревания может снизить качество соединения
- время нагревания берется из таблицы в зависимости от диаметра изделий, толщины стенки
- в момент соединения трубы/фитинга поворачивать детали запрещается, давление должно происходить лишь в одной плоскости до ограничительной риски, нанесенной на первом этапе маркером
Сварка пластиковых труб Ø110 мм занимает 10 секунд, Ø75, 63 мм стыкуется за 8 секунд, Ø50 – 32 мм стыкуются за 6 секунд, трубы Ø25 – 16 мм свариваются за 4 секунды. Приобретение оборудования для неразъемного соединения трубопровода этого типа экономически выгодно приобретать в собственность при строительстве коттеджа, дачи. В остальных случаях рекомендуется аренда паяльника либо наем строительной бригады для проведения работ. Наружные магистрали Ø110, 150 мм, шахты сборных колодцев Ø300, 600 мм требуют крупногабаритных профессиональных агрегатов. Эти работы самостоятельно производиться не могут.
Приобретение оборудования для неразъемного соединения трубопровода этого типа экономически выгодно приобретать в собственность при строительстве коттеджа, дачи. В остальных случаях рекомендуется аренда паяльника либо наем строительной бригады для проведения работ. Наружные магистрали Ø110, 150 мм, шахты сборных колодцев Ø300, 600 мм требуют крупногабаритных профессиональных агрегатов. Эти работы самостоятельно производиться не могут.
Сварка пластиковых труб электромуфтами
Электромуфты представляют собой фитинги с внутренними контактами, нагревательными пластинами.
- позиционеры – наибольшей популярностью пользуются ремешковые, механические модели, предназначенные для фиксации, удаления овальности края стыкуемого изделия с каждой стороны
- приборы УОС – удаляют оксидный слой, сокращая время нагревания до пластичного состояния материала
Сварка пластиковых труб этими приборами максимально облегчена – электроника самостоятельно считывает штрих-код с трубы, фитинга, программирует время нагрева, контакта, температуру. Сбой технологического процесса, вызванный сдвигом деталей, перегоранием нагревательного элемента, КЗ, прочими факторами, выводится на дисплей, дублируется звуком. Информация о качестве соединения выводится на этот же дисплей. ПО совместимо с Windows, поэтому, данные по всей сварке на крупных объектах могут обрабатываться на месте либо удаленно.
Сварка полипропиленовых труб своими руками
С появлением нового высокопрочного синтетического материала полипропилена возникла реальная альтернатива замены им металла. В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи.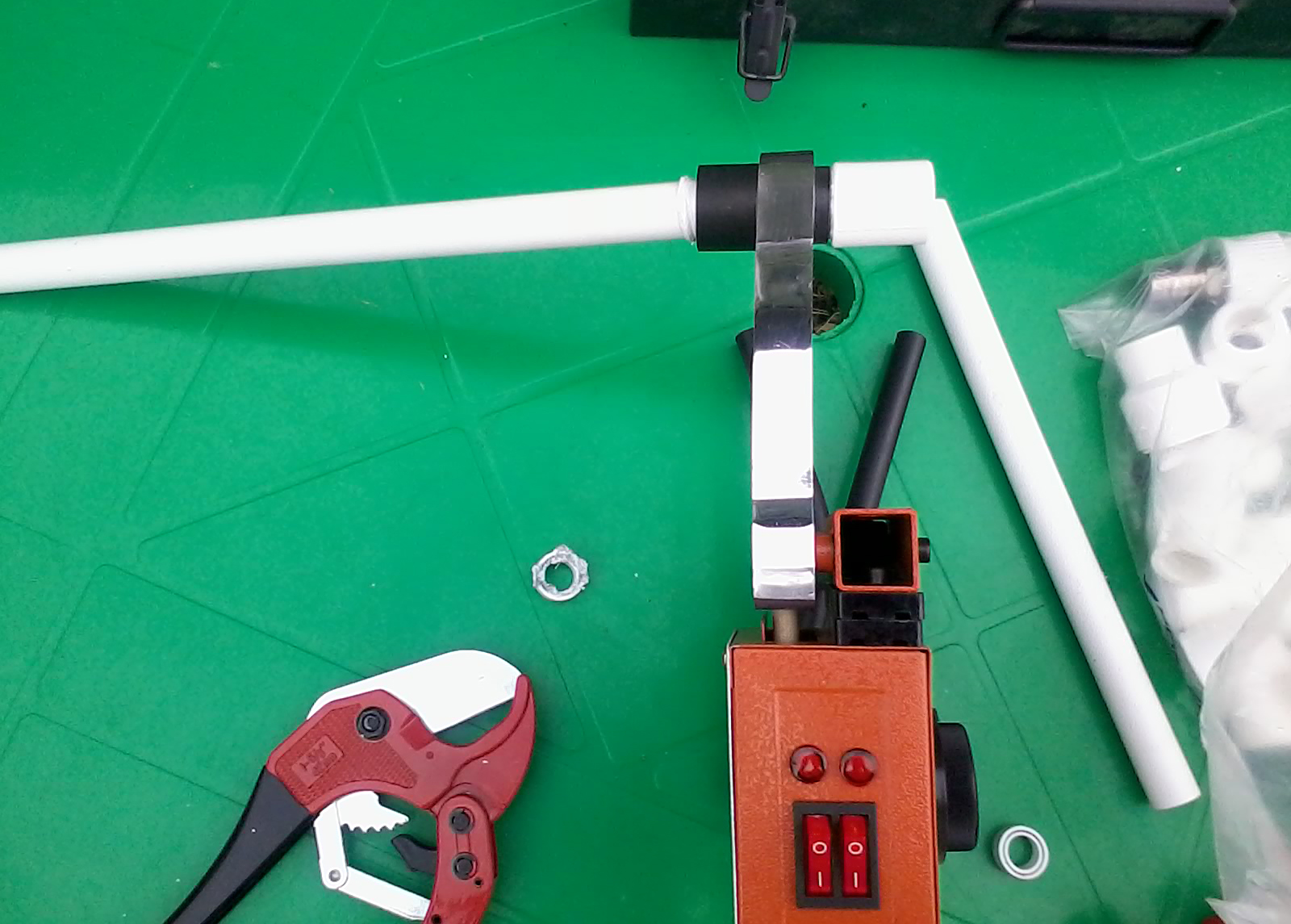 Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
Способы применения аппарата
Суть метода, нагрев деталей трубопровода в специальном инструменте, называемом паяльником, по форме отличающийся от обычного представления. Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Если раньше процесс сваривания требовал знаний и опыта, то сегодня он превратился в легкое действие, обеспечивая беспроблемную работу в домашних условиях. Теперь сварка существенно экономит время сборки трубопровода и деньги. Обычно у прибора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
Как правило, все основные коммуникации проходят по стенам, соответственно сваривать трубы и фитинги приходиться по месту. Очень часто изначально производится соединение с металлическими трубами с помощью тех же фитингов и муфт. Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Технология диффузионной сварки полипропиленовых труб
В общем случае, процесс соединения труб диаметром до 50 мм из пропилена одинаков, но различается по времени:
- нагрева;
- охлаждения.
Основным способом называют раструбовый метод. Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.
Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.
Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.
В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.
Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
Монтаж системы отопления из полипропиленовых труб своими руками
Содержание:1. Основы производства полипропиленовых труб для отопления
2. Достоинства отопительных контуров из полипропилена
3. Сварка и монтаж системы отопления из полипропиленовых труб
4. Правила сварки труб между собой
Чтобы грамотно сделать систему теплоснабжение в постройке любого типа, важно не только соблюсти все процедуры установки, но и предварительно выбрать оборудование, которое будет использовано для такой работы, в частности, материал, из которого будут изготовлены трубы. Сегодня широкую популярность приобрел монтаж системы отопления из полипропиленовых труб, а также медных изделий и труб из металлопластика.
Классический вариант отопительного контура, выполненного из черного металла, сегодня применяется все реже. Предпочтение же чаще отдается монтажу системы отопления из полипропилена.Конструкция этих труб включает в себя следующие структурные элементы:

- непосредственно сами трубы;
- тройники;
- фитинги;
- муфты;
- отводы.
Основы производства полипропиленовых труб для отопления
Основным материалом для изготовления труб такого типа выступает пропиленовый полимер, который обрабатывается экструзионным способом. Такая обработка делает возможным хорошее сцепление структурных частей трубы. Если говорить о специальной арматуре запорного типа, а также фитингах, то эти элементы полипропиленовых труб для отопления производятся путем инжекционного прессования.Монтаж системы отопления полипропиленовыми трубами может быть выполнен с применением не только однотонного материала (прочитайте также: “Монтаж систем отопления дома по правилам”). Современный строительный рынок предлагает широкую цветовую гамму таких изделий, что позволяет удачно вписать отопительный контур в тот или иной интерьер.Для того чтобы выбрать желаемый оттенок трубы, всегда можно обратиться к специалистам по установке, которые готовы предоставить многочисленные фото вариантов этих труб самых разных цветов.
Система отопления из полипропиленовых труб часто предусматривает использование армированных деталей, обработка которых выполняется посредством алюминия или стекловолокна.
Специалисты не рекомендуют применять трубы без армирования, они подойдут лишь для устройства системы водоснабжения, так как показатель их температурного расширения является очень высоким. Это значит, что стояк отопления из полипропиленовых труб обязательно должен быть предварительно обработан специальным покрытием, предотвращающим увеличения объема всей конструкции под воздействием высокой температуры.
Стандартная армированная полипропиленовая труба включает в себя три слоя:
- внутренний, состоящий непосредственно из полипропилена;
- слой, основу которого может составлять либо фольга на алюминиевой основе, либо стекловолокно;
- внешний слой, также включающий в себя полипропилен.
Достоинства отопительных контуров из полипропилена
Использование полипропиленовых труб в отоплении обусловлено массой преимуществ, среди которых можно отметить следующие:- срок службы полипропиленовых труб отопления составляет от 25 до 50 лет;
- благодаря особому составу внутренние стенки таких труб не подвержены образованию коррозии;
- даже в условиях высоких температур полипропилен стойко переносит химические воздействия;
- теплоноситель в отопительном контуре из полипропилена не издает неприятных шумов;
- надежность стыков этих элементов позволяет оборудовать надежную и целостную конструкцию;
- выполняя такую процедуру, как пайка отопления полипропиленовыми трубами, не потребуется использовать сложное строительное оборудование, так как достаточно будет лишь воспользоваться стандартным аппаратом для сварки или паяльником;
- стоимость труб из полипропилена доступна для рядового потребителя;
- благодаря особым свойствам такого материала, он не пропускает сквозь себя кислород, что позволяет защитить систему от образования в ней ржавчины и от порчи деталей из металла;
- прочность полипропиленовых труб весьма высока;
- не менее важное свойство этих изделий – их экологичность и безвредность для жильцов.
Сварка и монтаж системы отопления из полипропиленовых труб
Смонтировать отопительную систему из полипропиленовых труб собственноручно вполне реально, причем для выполнения такой работы нет необходимости обладать специальными строительными навыками. Важно лишь четко соблюдать весь алгоритм действий, предписанный инструкцией по установке, и грамотно выполнять все процедуры.
Важно лишь четко соблюдать весь алгоритм действий, предписанный инструкцией по установке, и грамотно выполнять все процедуры.Как уже упоминалось, чтобы оборудовать такую систему теплоснабжения, потребуется наличие самих труб, фитингов, а также инструментов для сварки. Что касается последних, то здесь важно использовать определенный ряд строительного оборудования.Так, к сварочным инструментам, предназначенным для соединения частей полипропиленовых труб, принято относить следующие:
- оборудование, именуемое сварочным аппаратом и представляющее собой нагреватель или паяльник;
- насадки на трубы;
- специальное устройство – шейвер, которому отводится роль удаления фольги на основе алюминия;
- инструмент для разрезания труб, например, кусачки или труборез;
- фаскосниматель.
Правила сварки труб между собой
Порядок работы при соединении труб из полипропилена между собой путем сварки должен быть следующим:- Для начала следует насадить фитинг на специально предназначенный для этого нагревательный штырь, а с обратной стороны вставить трубу в гильзу.
- После этого детали следует продержать на паяльнике такое количество времени, чтобы они в достаточной степени размягчились и были готовы для скрепления между собой (как правило, это время зависит от толщины трубных стенок). При желании фото с параметрами сроков выдержки изделий на паяльнике всегда можно найти у специалистов по монтажу такого оборудования.
- Далее, сняв детали с нагревателя, их требуется быстро и плотно соединить друг с другом путем сжатия.
технология монтажа, применение утюга, видео и фото
Пайка полипропиленовых труб своими руками не доставит проблем, если предварительно ознакомится с основными правилами данного процесса. Именно о них и пойдёт речь далее. Также мы коснёмся и основных технических характеристик, свойственных трубопроводу из полипропилена.
Монтаж полипропиленового трубопроводаОбщие положения
Пластиковый трубопроводНа сегодняшний день полипропиленовые трубы всё чаще встречаются как в квартирах, так и в загородных коттеджах. Их применяют для создания канализации, водоснабжения и даже системы отопления. Откуда такая популярность? Чтобы ответить на это, давайте ознакомимся с их многочисленными преимуществами
Достоинства
- Низкая цена. В период действия глобального экономического кризиса данный фактор во многих ситуациях и вовсе становится решающим, а пластиковые изделия всегда славились своей дешевизной;
- Простая технология монтажа труб полипропиленовых. Подробнее мы её ещё разберём, а сейчас лишь отметим, что все работы осуществляются легко и быстро даже неспециалистом;
- Небольшой вес. Не оказывают высокую нагрузку на стены и фундамент дома, не нуждаются в усиленной системе крепления и не доставляют особых хлопот во время транспортировки;
- Отсутствие коррозийных процессов. Контакт с водой не несёт никакого негатива полипропилену;
- Стойкость к температурным перепадам. Даже если вода в пластиковой трубе кристаллизуется, её целостность не будет нарушена, как это бывает с металлическими изделиями;
- Высокий порог рабочего давления, достигающий 25 бар;
- Привлекательный современный внешний вид, который не меняется на протяжении всего эксплуатационного периода трубопровода;
- Долговечность. Срок службы полипропиленовых труб превышает полвека, что весьма внушительно.
Недостатки
К отрицательным чертам относятся:
- Низкая стойкость к высоким температурам. Полипропилен начинает деформироваться уже при нагреве до 90 градусов Цельсия, но с другой стороны именно это качество позволяет осуществлять несложную пайку сделанных из него изделий;
Металлопластиковая трубаСовет: если вы планируете использовать пластиковые трубы для монтажа системы отопления, то рекомендуется остановить свой выбор на армированных изделиях, температурный порог которых гораздо выше.
Иначе очень велик риск разрыва трубопровода в особо холодные зимние дни, когда котельные работают с повышенной мощностью.
- Относительно невысокие прочностные качества. Это не означает, что полипропиленовые изделия легко повредить, но высокие механические нагрузки всё-таки могут привести к серьёзным деформациям.
Совет: не следует прокладывать пластиковый трубопровод под проезжей частью, так как в таких условиях очень вероятно его разрушение.
Компоненты полипропиленового трубопровода
Комплектующие, применяющиеся при монтаже пластиковых трубПри монтаже полипропиленового трубопровода кроме непосредственно самих труб используется ещё множество дополнительных элементов, в назначении которых также следует уметь разбираться:
| Название | Назначение |
| Соединительная муфта | Соединение труб с одинаковым сечением на прямых участках |
| Переходник | Соединение труб с разным сечением на прямых участках |
| Муфта с резьбой | Создание резьбового соединения |
| Отводы на 45 и 90 градусов | Реализация поворота трубопровода на 45 или 90 градусов |
| Ниппельные отводы на 45 и 90 градусов | Соединение труб с разным сечением под углами 45 или 90 градусов |
| Тройник | Создание узла из трёх труб |
| Крестовина | Создание узла из четырёх труб |
| Тройник с резьбой | Создание узла из трёх труб, одна или две из которых имеют резьбу |
| Разъёмный соединитель | Реализация разъёмного соединения |
| Заглушка | Закрытие трубопровода |
| Хомут из пластика или металла | Фиксация конструкции на стене |
| Шаровый кран | Запорная арматура |
Осуществление монтажных работ
Начинать всё, конечно же, следует с подготовки необходимых инструментов.
Этап №1: подготовка инвентаря
Вам понадобятся:
- Специальный паяльник с комплектом насадок. Необходим для плавления торцов полипропиленовых труб и соединительных элементов с целью их последующего соединения;
- Специальный труборез – прибор, позволяющий осуществлять порезку пластиковых изделий одним движением, что значительно ускоряет работу;
- Шейвер. Этот инструмент понадобится в том случае, если вы планируете иметь дело с армированными моделями. Именно с его помощью снимается слой алюминиевой фольги, мешающий пайке;
- Приспособление для снятия фаски;
- Строительная рулетка и карандаш для осуществления всей необходимой разметки.
Использование перчаток защищает от ожоговСовет: также ещё рекомендуется взять перчатки, которые очень часто идут в комплекте со сварочным аппаратом.
Это необязательный атрибут, но зато так вы предотвратите возможность получения ожога.
Этап №2: подготовка материала
Теперь необходимо приготовит должным образом все элементы будущего трубопровода:
- Труба, как правило, покупается одной сплошной бухтой. Согласно проекту разводки отмеряем на ней нужные отрезки и ставим необходимые отметки с учётом глубины сварки, значение которой для каждого диаметра можно найти в следующей таблице:
| Возможные диаметры труб, см | Глубина осуществляемой сварки, см |
| 1,6 | 1,3 |
| 2 | 1,4 |
| 2,5 | 1,5 |
| 3,2 | 1,6 |
| 4 | 1,8 |
| 5 | 2 |
| 6,3 | 2,4 |
| 7,5 | 2,6 |
| 9 | 2,9 |
| 11 | 3,2 |
- Затем осуществляем резку. Для этого берём труборез в одну руку и само изделие в другую, после чего в отмеченном месте одним уверенным движением делаем срез;
- Если изделие армированное, то вставляем его край в шейвер и несколько раз прокручиваем, снимая верхний слой пластика и находящуюся под ним алюминиевую фольгу;
- Снимаем фаску с края под углом 45 градусов. Так у вас будет гарантия того, что расплавленный полипропилен не станет задираться на входе в муфту;
- Аналогично подготавливаем все отрезки и раскладываем их рядом в порядке очереди.
Этап №3: пайка
Пайка полипропиленовых труб инструкция выглядит так:
- Устанавливаем паяльник на устойчивое ровное место с помощью входящей в комплект подставки и надеваем на него две насадки: одну для муфт, которая называется дорн, и другую, представляющую собой гильзу, для самих труб;
Совет: не следует чистить насадки острыми предметами, так можно повредить тефлоновое покрытие, предотвращающее прилипание пластика к металлу.
- Включаем тумблер нагрева, предварительно выставив регулятор на отметку 260 градусов. Именно эта температура оптимальна для плавления полипропилена;
Совет: вы вполне можете сэкономить и приобрести менее дорогой паяльник без регулятора, так как модели, его не имеющие, всё равно разогреваются именно до 260 градусов Цельсия.
- Насаживаем на дорн муфту, после чего в гильзу вставляем трубу. Желательно данные действия выполнять именно в такой последовательности. Дело в том, что соединительные элементы имеют более толстые стенки, следовательно, плавятся медленнее;
- Ждём некоторый период времени, с которым можно ознакомиться из следующей таблицы:
| Возможные диаметры труб, см | Время плавления, сек |
| 1,6 | 5 |
| 2 | 5 |
| 2,5 | 7 |
| 3,2 | 8 |
| 4 | 12 |
| 5 | 18 |
| 6,3 | 24 |
| 7,5 | 30 |
| 9 | 40 |
| 11 | 50 |
Важно знать: если вы снимете изделия слишком рано, то соединение получится недостаточно прочным, а если слишком поздно, то расплавившийся пластик может успеть залить внутренний проход трубы.
- Затем снимаем со сварочного аппарата и трубу, и муфту, после чего аккуратно и ровно соединяем их. Схватывается полипропилен гораздо быстрее, чем плавится:
| Возможные диаметры труб, см | Время застывания, сек |
| 1,6 | 4 |
| 2 | 4 |
| 2,5 | 4 |
| 3,2 | 6 |
| 4 | 6 |
| 5 | 6 |
| 6,3 | 8 |
| 7,5 | 8 |
| 9 | 8 |
| 11 | 10 |
Все спаянные элементы можно фиксировать к стене с помощью хомутов. И, конечно же, протестируйте после окончания монтажных работ всю систему на обнаружение некачественных швов.
технология монтажа, применение утюга, видео и фото
Пайка полипропиленовых труб своими руками не доставит проблем, если предварительно ознакомится с основными правилами данного процесса. Именно о них и пойдёт речь далее. Также мы коснёмся и основных технических характеристик, свойственных трубопроводу из полипропилена.
Монтаж полипропиленового трубопроводаОбщие положения
Пластиковый трубопроводНа сегодняшний день полипропиленовые трубы всё чаще встречаются как в квартирах, так и в загородных коттеджах. Их применяют для создания канализации, водоснабжения и даже системы отопления. Откуда такая популярность? Чтобы ответить на это, давайте ознакомимся с их многочисленными преимуществами
Достоинства
- Низкая цена. В период действия глобального экономического кризиса данный фактор во многих ситуациях и вовсе становится решающим, а пластиковые изделия всегда славились своей дешевизной;
- Простая технология монтажа труб полипропиленовых. Подробнее мы её ещё разберём, а сейчас лишь отметим, что все работы осуществляются легко и быстро даже неспециалистом;
- Небольшой вес. Не оказывают высокую нагрузку на стены и фундамент дома, не нуждаются в усиленной системе крепления и не доставляют особых хлопот во время транспортировки;
- Отсутствие коррозийных процессов. Контакт с водой не несёт никакого негатива полипропилену;
- Стойкость к температурным перепадам. Даже если вода в пластиковой трубе кристаллизуется, её целостность не будет нарушена, как это бывает с металлическими изделиями;
- Высокий порог рабочего давления, достигающий 25 бар;
- Привлекательный современный внешний вид, который не меняется на протяжении всего эксплуатационного периода трубопровода;
- Долговечность. Срок службы полипропиленовых труб превышает полвека, что весьма внушительно.
Недостатки
К отрицательным чертам относятся:
- Низкая стойкость к высоким температурам. Полипропилен начинает деформироваться уже при нагреве до 90 градусов Цельсия, но с другой стороны именно это качество позволяет осуществлять несложную пайку сделанных из него изделий;
Металлопластиковая трубаСовет: если вы планируете использовать пластиковые трубы для монтажа системы отопления, то рекомендуется остановить свой выбор на армированных изделиях, температурный порог которых гораздо выше.
Иначе очень велик риск разрыва трубопровода в особо холодные зимние дни, когда котельные работают с повышенной мощностью.
- Относительно невысокие прочностные качества. Это не означает, что полипропиленовые изделия легко повредить, но высокие механические нагрузки всё-таки могут привести к серьёзным деформациям.
Совет: не следует прокладывать пластиковый трубопровод под проезжей частью, так как в таких условиях очень вероятно его разрушение.
Компоненты полипропиленового трубопровода
Комплектующие, применяющиеся при монтаже пластиковых трубПри монтаже полипропиленового трубопровода кроме непосредственно самих труб используется ещё множество дополнительных элементов, в назначении которых также следует уметь разбираться:
| Название | Назначение |
| Соединительная муфта | Соединение труб с одинаковым сечением на прямых участках |
| Переходник | Соединение труб с разным сечением на прямых участках |
| Муфта с резьбой | Создание резьбового соединения |
| Отводы на 45 и 90 градусов | Реализация поворота трубопровода на 45 или 90 градусов |
| Ниппельные отводы на 45 и 90 градусов | Соединение труб с разным сечением под углами 45 или 90 градусов |
| Тройник | Создание узла из трёх труб |
| Крестовина | Создание узла из четырёх труб |
| Тройник с резьбой | Создание узла из трёх труб, одна или две из которых имеют резьбу |
| Разъёмный соединитель | Реализация разъёмного соединения |
| Заглушка | Закрытие трубопровода |
| Хомут из пластика или металла | Фиксация конструкции на стене |
| Шаровый кран | Запорная арматура |
Осуществление монтажных работ
Начинать всё, конечно же, следует с подготовки необходимых инструментов.
Этап №1: подготовка инвентаря
Вам понадобятся:
- Специальный паяльник с комплектом насадок. Необходим для плавления торцов полипропиленовых труб и соединительных элементов с целью их последующего соединения;
- Специальный труборез – прибор, позволяющий осуществлять порезку пластиковых изделий одним движением, что значительно ускоряет работу;
- Шейвер. Этот инструмент понадобится в том случае, если вы планируете иметь дело с армированными моделями. Именно с его помощью снимается слой алюминиевой фольги, мешающий пайке;
- Приспособление для снятия фаски;
- Строительная рулетка и карандаш для осуществления всей необходимой разметки.
Использование перчаток защищает от ожоговСовет: также ещё рекомендуется взять перчатки, которые очень часто идут в комплекте со сварочным аппаратом.
Это необязательный атрибут, но зато так вы предотвратите возможность получения ожога.
Этап №2: подготовка материала
Теперь необходимо приготовит должным образом все элементы будущего трубопровода:
- Труба, как правило, покупается одной сплошной бухтой. Согласно проекту разводки отмеряем на ней нужные отрезки и ставим необходимые отметки с учётом глубины сварки, значение которой для каждого диаметра можно найти в следующей таблице:
| Возможные диаметры труб, см | Глубина осуществляемой сварки, см |
| 1,6 | 1,3 |
| 2 | 1,4 |
| 2,5 | 1,5 |
| 3,2 | 1,6 |
| 4 | 1,8 |
| 5 | 2 |
| 6,3 | 2,4 |
| 7,5 | 2,6 |
| 9 | 2,9 |
| 11 | 3,2 |
- Затем осуществляем резку. Для этого берём труборез в одну руку и само изделие в другую, после чего в отмеченном месте одним уверенным движением делаем срез;
- Если изделие армированное, то вставляем его край в шейвер и несколько раз прокручиваем, снимая верхний слой пластика и находящуюся под ним алюминиевую фольгу;
- Снимаем фаску с края под углом 45 градусов. Так у вас будет гарантия того, что расплавленный полипропилен не станет задираться на входе в муфту;
- Аналогично подготавливаем все отрезки и раскладываем их рядом в порядке очереди.
Этап №3: пайка
Пайка полипропиленовых труб инструкция выглядит так:
- Устанавливаем паяльник на устойчивое ровное место с помощью входящей в комплект подставки и надеваем на него две насадки: одну для муфт, которая называется дорн, и другую, представляющую собой гильзу, для самих труб;
Совет: не следует чистить насадки острыми предметами, так можно повредить тефлоновое покрытие, предотвращающее прилипание пластика к металлу.
- Включаем тумблер нагрева, предварительно выставив регулятор на отметку 260 градусов. Именно эта температура оптимальна для плавления полипропилена;
Совет: вы вполне можете сэкономить и приобрести менее дорогой паяльник без регулятора, так как модели, его не имеющие, всё равно разогреваются именно до 260 градусов Цельсия.
- Насаживаем на дорн муфту, после чего в гильзу вставляем трубу. Желательно данные действия выполнять именно в такой последовательности. Дело в том, что соединительные элементы имеют более толстые стенки, следовательно, плавятся медленнее;
- Ждём некоторый период времени, с которым можно ознакомиться из следующей таблицы:
| Возможные диаметры труб, см | Время плавления, сек |
| 1,6 | 5 |
| 2 | 5 |
| 2,5 | 7 |
| 3,2 | 8 |
| 4 | 12 |
| 5 | 18 |
| 6,3 | 24 |
| 7,5 | 30 |
| 9 | 40 |
| 11 | 50 |
Важно знать: если вы снимете изделия слишком рано, то соединение получится недостаточно прочным, а если слишком поздно, то расплавившийся пластик может успеть залить внутренний проход трубы.
- Затем снимаем со сварочного аппарата и трубу, и муфту, после чего аккуратно и ровно соединяем их. Схватывается полипропилен гораздо быстрее, чем плавится:
| Возможные диаметры труб, см | Время застывания, сек |
| 1,6 | 4 |
| 2 | 4 |
| 2,5 | 4 |
| 3,2 | 6 |
| 4 | 6 |
| 5 | 6 |
| 6,3 | 8 |
| 7,5 | 8 |
| 9 | 8 |
| 11 | 10 |
Все спаянные элементы можно фиксировать к стене с помощью хомутов. И, конечно же, протестируйте после окончания монтажных работ всю систему на обнаружение некачественных швов.
Заключение
Как видите, процесс пайки очень прост. Главное правильно подготовить материал и придерживаться изложенных выше инструкций. Особенно это касается времени плавления полипропилена и точности соединения трубы с муфтой. Зато монтаж трубопровода таким методом осуществляется очень быстро, а герметичность стыков исключает протечки.
Результат проделанных работСварка полипропиленовых труб своими руками – видео, с которым вы сможете ознакомиться в конце статьи. Будьте внимательны, и у вас всё получится на высшем уровне. В случае возникновения вопросов после прочтения материала, можете изложить их в комментариях.
Как правильно сваривать полипропиленовые трубы?
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
На чем основан принцип монтажа полипропиленовых трубДля установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.
Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых трубАппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Температурный режим пайкиНеобходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |
Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльникаТехнология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
Полипропиленовая труба может похвастаться впечатляющими усовершенствованиями по сравнению с медной или стальной трубой (химически инертна, никогда не подвергается коррозии, выдерживает экстремальные температуры и просто потрясающе выглядит)
Полипропиленовая труба: она легкая, долговечная, с ней легко работать, она имеет прохладный зеленый и синий цвет.Как и все производители напитков, крафтовые пивоварни требуют тяжелого оборудования. В дополнение к типичным бизнес-задачам, связанным с конкуренцией, укомплектованием персоналом, регулированием, соблюдением требований и COVID-19, крафтовые пивовары также должны создать значительную внутреннюю инфраструктуру для создания и доставки своей продукции.Это означает покупку (среди прочего) котлов, кег, бойлеров, линий розлива и консервирования, конвейеров, систем охлаждения, резервуаров для хранения, резервуаров для ферментации, холодильного оборудования и систем очистки сточных вод. В этой статье мы обсудим, как пивоварни могут эффективно соединить все эти системы с идеальной инфраструктурой трубопроводов.
Трансформация трубопроводов
Несмотря на то, что многие элементы пивоваренного процесса сохранялись веками, трубопроводная промышленность изменила эффективность и надежность систем, используемых для производства и транспортировки продуктов.Точно так же, как многие владельцы пивоварен производят исключительные, уникальные продукты, полипропиленовые трубопроводы революционизируют способы трубопроводов на крафтовых пивоварнях. Применения полипропилена включают в себя трубопроводы для гликоля, бытового водоснабжения, сжатого воздуха, отопления и охлаждения, а также трубопроводы для CO2. Некоторые полипропиленовые трубы, внесенные в список NSF / ANSI 51 для пищевых продуктов, могут даже использоваться для транспортировки готовой продукции. Как химически инертный материал, полипропилен не выщелачивается и не влияет на вкус или запах жидкости, которую он транспортирует.
Значительный апгрейд
Во многих применениях в крафтовой пивоварне полипропилен представляет собой значительную модернизацию металлических труб, таких как медь или сталь. Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах. Он никогда не накипит и не подвергнется коррозии, со временем он не станет хрупким и не сломается при воздействии экстремальных температур.
Традиционные трубопроводные материалы требуют сварки, которая может быть трудоемкой, дорогой и может выделять вредные летучие органические соединения в окружающую среду, или использовать посторонние вещества (например, клей или припой) или механические соединения (например, прокладки и резьбы) для соединения труба и фитинги.С другой стороны, полипропиленовые трубы соединяются плавлением – быстрым и надежным процессом, обеспечивающим создание бесшовных соединений. Для образования соединения материал нагревают, соединяют вместе под давлением, а затем дают остыть. Соединяемые материалы становятся одной сплошной и однородной деталью без путей утечки. Предполагаемый срок службы полипропиленовой трубы при правильной установке, эксплуатации и техническом обслуживании составляет более 50 лет.
Дополнительные преимущества
Соединение муфт (верхнее фото) и соединение встык (вверху) – это два метода, которые используются для постоянного соединения полипропиленовых труб без сварки, клея, растворителей или припоя.Полипропилен до 70 процентов легче стальной трубы (в зависимости от размера и толщины стенки трубы) и с соответствующими инструментами для термического наплавления может быть легко установлен на потолке, обычном для пивоваренных заводов с чанами для брожения.
Чтобы приспособиться к расширению системы по мере роста пивоваренных заводов, полипропилен предлагает выходы для сварки, которые можно добавить путем просверливания в трубу и вварки фитинга непосредственно в стенку трубы. Многие марки полипропиленовых труб устойчивы как к высоким, так и к низким температурам и безопасны для использования практически в любой части системы.Кроме того, присущее трубе значение R, равное 1 или выше (в зависимости от толщины стенки трубы), может устранить необходимость в изоляции или уменьшить количество необходимой изоляции, особенно на линиях гликоля.
Для справки, некоторые части процесса пивоварения требуют температуры до 24 ° F. Это требует от пивоваров использования гликоля в линиях, соединяющих технологические чиллеры с чанами для брожения. Их главное – найти материал, который сможет транспортировать охлажденную жидкость без использования флюсов или клея.Флюс, используемый при пайке меди, может вызвать загрязнение линии, а гликоль может ухудшить клей, который используется для соединения некоторых других материалов труб (например, ХПВХ). Благодаря этому труба из термоплавкого полипропилена идеально подходит.
Кроме того, процессу термического плавления полипропилена можно научить всего за несколько часов практически любого, кто обладает способностями к механике и разбирается в системах трубопроводов. Наряду с квалифицированной поддержкой и надзором это может позволить пивоваренным заводам обучать свой персонал работе с установками термоядерного синтеза или ремонту.
Наконец, поскольку многие крафтовые пивоварни и их клиенты заботятся об окружающей среде, они могут оценить тот факт, что полипропиленовая труба более чистая в производстве, чем стальная труба, а также на 100 процентов пригодна для вторичной переработки по истечении длительного срока службы.
Реальные результаты
Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах.Полипропиленовая труба была выбрана крафтовыми пивоварами в Северной Америке. Комментарии самих пивоваров свидетельствуют об эффективности полипропилена в пивоварении.
«Как стартап, вам нужно экономить деньги, когда это возможно, и рабочая сила – это та область, где мы могли бы это сделать», – сказал Адлер Ленц, партнер Smith & Lentz Brewing Co., Нэшвилл, где полипропиленовые трубы были выбраны для система охлаждения гликоля пивоваренного завода. «Цена на медь составляла около 20 000 долларов, а для стартапа это большая разница. Итак, когда мы получили эту цитату, мы рассмотрели другие варианты. И тогда стало понятно, что мы должны использовать [полипропилен] и производить установку самостоятельно.Благодаря этому мы сэкономили около 12 000 долларов ».
Eventide Brewing, Атланта, выбрала полипропилен для своей системы охлаждения на основе гликоля.
«У нас не было ни одной утечки, даже небольшой утечки», – сказал Натан Коуэн, генеральный директор. «Наш следующий проект будет в 10 раз больше, чем у нас сейчас, и мы планируем использовать [полипропилен] при расширении».
Эпическая сага
Epic Brewing Co. была основана в Солт-Лейк-Сити в 2009 году. В 2012 году Epic открыла новый филиал в Денвере, а в 2019 году предприняла расширение производства в Денвере, в результате чего количество бродильных чанов в этом месте увеличилось более чем в три раза.Полипропиленовая труба использовалась на всех этапах развития пивоварни.
«Для нас это весь полипропилен с тех пор, как мы установили его в Солт-Лейк-Сити», – сказал Джордан Шупбах, директор по пивоварению. “Это продукт, с которым мы знакомы и которым полностью довольны, поэтому нет причин менять его”.
КомпанияMajor Heating & Air Conditioning, Денвер, установила 100 футов полипропиленовой трубы на расширении производственной базы Epic в Денвере. В компании работают пять технических специалистов, обученных термоядерному плавлению.
Тодд Рамер, менеджер по обслуживанию в Major, сказал, что полипропиленовая труба предлагает множество преимуществ не только для пивовара, но и для подрядчика по установке, включая легкий вес и экономию времени на установку.
«С точки зрения подрядчика, это действительно лучше беговой стали или меди», – сказал Рамер. «Он настолько легкий, что я могу изготовить и повесить 3 дюйма. сам по себе. Но самое главное – это сэкономленное время. Это астрономически по сравнению со сваркой и пайкой. Я выбил последнее расширение на Epic за полторы недели.Если бы я сделал это сваркой стали, это заняло бы три или четыре недели ».
Рамер также отметил, что с полипропиленом легко подключиться к существующим линиям. Во время недавнего расширения, в дополнение к муфтам и стыкам, используемым для соединения труб, Рамер подсчитал, что он установил около 200 выходов для сварки.
«Гораздо проще расширить существующие [полипропиленовые] линии, чем стальные линии», – отметил он.
Другие крафтовые пивоварни выбрали полипропиленовые трубы для геотермальных систем отопления (Arbor Brewing Co., Ипсиланти, Мичиган) бытовых систем горячего и холодного водоснабжения (Main Street Brewing Co., Ванкувер, Британская Колумбия) или, в Founder’s Brewing Co. в Гранд-Рапидсе, Мичиган, инновационной системы рекуперации тепла, которая позволяет пивоварне использовать тепло генерируется для процесса пивоварения, чтобы обогревать помещения пивоварни площадью 75 000 кв. футов.
«Мы выбрали [полипропилен] из-за его уникальной способности работать с жидкостью при температуре 80–120 ° F с минимальным расширением и сжатием», – сказал Брэд Строус, менеджер по работе с клиентами компании Seaman’s Mechanical, Гранд-Рапидс, штат Мичиган, компании Founder’s System.«Процесс термоядерного синтеза также был важным фактором, поскольку он обеспечивает структурную целостность при экологически чистой стоимости».
Заключение
В конечном счете, многие крафтовые пивоварни создаются опытными новаторами, которые страстно желают создавать продукты, которые отличаются своей уникальностью и исключительно высоким качеством. Хотя они основаны любителями пива, а не экспертами по трубам, среди крафтовых пивоваров растет осознание того, что полипропиленовые трубы можно использовать во многих отношениях на пивоваренном заводе, чтобы помочь владельцам достичь своих целей.Это просто может помочь пивоварам приготовить лучший напиток.
Рон Раецки – специалист по связям с общественностью и маркетингу компании Aquatherm.
Как сварить трубы и фитинги из ПВХ с помощью растворителя: 6 шагов
Предупреждение: научное содержание!
Грунтовка для ПВХ служит почти для тех же целей, что и грунтовка при окраске. Грунтовка для краски подготавливает поверхность и дает молекулам краски приятный материал для сцепления. Грунтовка ПВХ очищает от мусора, затем «переваривает» поверхностные молекулы детали из ПВХ, так что при нанесении растворителя / цемента он может легко растворить внешние слои.
Этот продукт содержит 13-17% метилэтилкетона, 70-80% ацетон (диметилкетон), 5-10% циклогексанона и незначительное количество других вредных химикатов.
Откройте банку с (фиолетовым) грунтовкой. Если его открывают впервые, вам может понадобиться действительно большой парень или трубный ключ, чтобы сломать печать. В большинстве случаев тампон встраивается прямо в верхнюю часть.
Вытяните аппликатор, прикрепленный к крышке, и приложите его к стенке банки, чтобы вытечь излишки.Эта штука течет, как вода, и пачкает ВСЕ. Вероятно, это пропитает верхнюю часть банки.
Тщательно закройте каждую свариваемую поверхность обеих частей. Только будьте осторожны с пробежками. Если вы делаете несколько фитингов, вы можете продолжить и загрунтовать все, детали можно загрунтовать заранее, если они не пачкаются перед цементированием.
Грунтование – это химический процесс. Молекулы растворителя (ацетон и МЭК) диффундируют и поглощаются поверхностью ПВХ-пластика.Это делает блестящую поверхность шероховатой в процессе формования и разбухает пластик, ослабляя длинные полимерные цепи. Оба эти процесса способствуют получению прочного сварного шва. Грунтовка очень быстро впитывается и испаряется, поэтому пластик долго не будет «мокрым на ощупь». Однако важно, чтобы пластик был химически «влажным» абсорбированным растворителем, поэтому я бы не позволил загрунтованным деталям оставаться более 5 минут перед цементированием. Повторная грунтовка не повредит.
Некоторые утверждают, что грунтование необязательно.Я лично предпочел бы не выяснять это на собственном опыте.
См. Внешнюю ссылку:
http://newsite.oatey.com/Channel/FAQ.html#Q09
Трубы и фитинги из полиэтилена высокой плотности Системы трубопроводов из полиэтилена
4- Для объединения водопроводных труб и удобного выбора для загрузки. должно быть сделано.
Перед погружением трубы в воду должен быть соответствующий береговый пандус, а при отводе дно трубы необходимо очистить, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать непрерывно, чтобы обеспечить дополнительную защиту. Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине. Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Обратный трубопровод для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед оставшимися частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы. Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Подключение весового блока
Требуется достаточное оборудование и транспортные средства для выполнения операции.Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование данного оборудования и транспорта. Для уменьшения веса подсоединяемой водопроводной трубы ее следует оставлять на рампе. В любом случае поверхность трубы для удаления наименьшего количества аппарелей должна быть как можно ближе к воде
8- Прикреплена к погружной трубе (7 можно безопасно выполнять одновременно с веществом, присутствующим в.)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду по трубам вода по пандусам способна удерживать вес благодаря пандусу. Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в указанную точку
Для подготовки первая погружная трубка протягивается над установленной трубкой. Погруженная в процесс запуска земля продолжает погружаться в воду.Для обеспечения того, чтобы трубу сначала нужно поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, – это завершение процесса фальцовки без риска чрезмерного изгиба. При контролируемом введении в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более чем на 50%, давление в трубе из-за давления воды опасно.
10. Подготовка перехода с суши на воду
Установка полезна для контроля веществ, упомянутых ниже, с конца;
– Правильный фитинг трубы HDPE
– Обычное отсутствие весового блока
– Проверка на предмет контакта с любым материалом, который может вызвать повреждение вокруг трубы
– Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.
Как пропотеть медные трубы и фитинги
В ходе самостоятельного водопровода настанет время, когда вам нужно будет подключить медные водопроводные линии.Вместо того, чтобы вызывать сантехника для работы, возможно, пришло время немного расширить свои навыки слесаря и научиться делать это самому. Это действительно довольно просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Сегодня я покажу вам основной метод пропотевания медных труб. Мы обсудим, как резать медную трубу, поговорим о медных фитингах и о том, как спаять эти компоненты вместе.
Итак, приступим.
Медная труба (или, как ее еще называют, трубки) соединяются между собой медными фитингами. Существует множество фитингов, предназначенных для поворотов и изгибов трубы или для разветвления в различных направлениях. Это лишь некоторые из типов фитингов, которые доступны в размерах ¾ ”и ½”.
Начнем с того, что научимся резать медные трубки. Чтобы отрезать медные трубки, вы можете использовать ножовку или резак для медных труб, разработанный специально для этой задачи. Несмотря на то, что и то, и другое обеспечит удовлетворительный разрез, труборез всегда обеспечивает квадратный разрез и оставляет меньше заусенцев.При использовании трубореза удерживайте медную трубку в тисках или зажиме, стараясь не деформировать медь. Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении. Несколько поворотов – и кусок отрезается. Этот резак предназначен для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера. И то, и другое – хорошая идея.
После разреза нам нужно удалить заусенцы внутри трубы. Проволочная щетка, разработанная для этой конкретной цели, упрощает работу.Если вы режете медную трубу ножовкой, вы можете использовать полукруглый напильник для выполнения этой задачи, так как ножовка оставляет больше заусенцев, чем резак для труб, как вы можете видеть здесь.
При резке трубы для определенного участка необходимо сделать поправку на то, насколько фитинги увеличивают общую длину участка. Хотя это зависит от фитинга, общее практическое правило – прибавлять примерно полдюйма на каждый фитинг к длине отрезанной трубы.
После того, как вы отрежете медную трубу до нужной длины, очистите конец трубы этой специальной щеткой для чистки.Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой. Вы также можете использовать наждачную бумагу или стальную мочалку для выполнения этой задачи.
Вы также должны очистить внутреннюю часть всей фурнитуры. Вы можете использовать проволочную щетку, стальную вату или наждачную бумагу. Найдите время, чтобы тщательно их очистить. Мусор или посторонние предметы, оставшиеся в трубе, вызывают плохое уплотнение.
Затем нанесите тонкий слой флюса или паяльной пасты на очищенный конец медной трубы.Используйте кисть для флюса, чтобы распределить флюс. Флюс или паяльная паста обеспечивают прочную связь между медью и припоем и помогают предотвратить окисление меди при нагревании. Также нанесите флюс на внутреннюю часть очищенной арматуры, используя ту же технику. Надевайте медный фитинг на трубу только после того, как он будет тщательно очищен и покрыт паяльной пастой. Когда фитинг прочно встал на место, поверните трубу и фитинг несколько раз, чтобы равномерно распределить флюс.
Пропановая горелка – это инструмент, который мы будем использовать для пропотевания медных труб.Если вы посмотрите на пламя факела, вы заметите светло-голубое, четко очерченное пламя в середине более темного синего пламени. Кончик этого голубого пламени – самая горячая часть пламени. Переместите эту часть пламени вдоль фитинга и трубы, чтобы довести их до температуры пайки. Затем сконцентрируйте тепло в середине фитинга. Голубое пламя должно только касаться арматуры. Вы можете делать оба конца фитинга одновременно, нагревая середину вот так.Вы можете экспериментировать с разными наконечниками на пропановой горелке, пока не найдете ту, которая равномерно распределяет тепло по трубе, которую вы используете.
Не направляйте тепло непосредственно на флюсовую область и не перегревайте медную трубу. Если вы посмотрите на пламя на стороне трубы, противоположной факелу, вы можете заметить, что появляется зеленое пламя. Это означает, что фитинг готов к пайке. Другой способ определить это – прикоснуться припоем к горячей трубе. Если припой плавится и начинает стекать, значит труба имеет температуру пайки.
Нанесите припой на трубу в месте соединения с фитингом. При правильном выполнении припой легко попадет в фитинг. Продолжайте плавить припой, пока он полностью не появится вокруг фитинга. Старая поговорка: «Если немного – хорошо, то много лучше» здесь не применяется. Избыток припоя может стекать внутрь трубы, вызывая сужение или даже закупорку. После того, как припой расплавится, вытрите излишки магазинным полотенцем и дайте фитингу полностью остыть, прежде чем прикасаться к нему.
Ну вот и все. Теперь вы знаете, как попотеть медь. В следующем сегменте мы научим вас работать с пластиковыми трубами и нажимными фитингами.
Закрыть стенограммуОсновы пайки | Lucas Milhaupt
Процесс пайки Шаг 6: Очистка паяного соединения
После пайки сборки ее необходимо очистить. И очистка обычно представляет собой двухэтапную операцию. Первое – удаление остатков флюса. Во-вторых, травление для удаления оксидной окалины, образовавшейся в процессе пайки.
Удаление флюса
Удаление флюса – простая, но важная операция. (Остатки флюса являются химически коррозионными и, если их не удалить, могут ослабить определенные соединения.) Поскольку большинство флюсов для пайки растворимы в воде, самый простой способ удалить их – закалить сборку в горячей воде (120 ° F / 50 ° C или выше). ). Лучше всего погрузить их еще горячими, просто убедившись, что присадочный металл полностью затвердел перед закалкой. Остатки стекловидного флюса обычно трескаются и отслаиваются.Если они немного упрямы, слегка почистите их металлической щеткой, пока узел все еще находится в горячей воде.
В зависимости от вашего процесса пайки вам может потребоваться очистка стыка после пайки для удаления остаточного флюса. Этот шаг может иметь решающее значение, поскольку большинство флюсов вызывают коррозию, например, коррозия на изображенной линии охлаждения.
Причины удаления флюса
Давайте рассмотрим пять причин, по которым важно удаление флюса после пайки:
- Невозможно проверить соединение, покрытое флюсом.
- Флюс может действовать как связующий агент и может удерживать соединение вместе без успешной пайки. Это соединение выйдет из строя во время эксплуатации.
- При работе под давлением флюс может маскировать отверстия в паяном соединении, даже если он выдерживает испытание давлением. Соединение должно протекать вскоре после ввода в эксплуатацию.
- Флюс гигроскопичен, поэтому остаточный флюс притягивает доступную воду из окружающей среды. Это приводит к коррозии.
- Краска или другие покрытия не прилипают к участкам, покрытым остаточным флюсом.
Методы удаления флюса
После пайки флюс образует твердую стекловидную поверхность, которую трудно удалить. Какой метод очистки лучше? Убрать лишний флюс можно разными способами; наиболее рентабельные подходы связаны с водой.
Промышленные стандарты флюсов ориентированы на флюсы на водной основе. Согласно AMS 3410 и AMS 3411 все флюсы, соответствующие этим спецификациям, должны быть растворимы в воде при температуре 175 ° F / 79 ° C или ниже после пайки. Поэтому флюсы для пайки обычно предназначены для растворения в воде.
Наиболее распространенными методами удаления флюса после пайки являются:
Замачивание / смачивание
Используйте горячую воду с перемешиванием в резервуаре для выдержки, чтобы удалить излишки флюса сразу после операции пайки, а затем высушите сборку. Если замачивание невозможно, используйте металлическую щетку вместе с пульверизатором или влажным полотенцем. При использовании любой ванны для замачивания периодически меняйте раствор, чтобы он не пропитался.
Закалка
Этот процесс вызывает термический удар, который снимает остаточный флюс.При закалке паяной детали в горячей воде следите за тем, чтобы не повредить паяное соединение. Закаливайте только после того, как припой затвердеет, чтобы избежать трещин или грубых паяных соединений. Обратите внимание, что закалка может повлиять на механические свойства основного материала. Не закаливайте материалы с большой разницей в коэффициентах теплового расширения, чтобы избежать трещин в основных материалах и разрывов в припое.
Вы также можете использовать более сложные методы удаления флюса – резервуар для ультразвуковой очистки, чтобы ускорить действие горячей воды или острого пара.Дополнительные методы очистки включают:
- Очистка паровой фурмы – в этом процессе используется перегретый пар под давлением для растворения и удаления остатков флюса.
- Химическая очистка – Вы можете использовать кислотный или щелочной раствор, как правило, с коротким временем выдержки, чтобы не повредить основные материалы. В случае химического замачивания контролируйте уровень pH, чтобы определить, когда следует менять раствор.
- Механическая очистка – Удалите остатки паяных соединений проволочной щеткой или пескоструйной очисткой.Имейте в виду, что мягкие металлы, в том числе алюминий, требуют особой осторожности, поскольку они уязвимы для встраивания частиц.
Всегда следите за тем, чтобы ваш метод очистки соответствовал свойствам основного металла. Некоторые группы металлов достигают желаемого эффекта после специальной обработки после очистки. Например, детали из нержавеющей стали и алюминия могут получить выгоду от химического погружения для улучшения устойчивости поверхности к коррозии.
Проблемы с удалением флюса возникают только в том случае, если вы не использовали его в достаточном количестве для начала или перегрели детали в процессе пайки.Затем флюс полностью насыщается оксидами, обычно приобретая зеленый или черный цвет. В этом случае флюс необходимо удалить слабым раствором кислоты. Ванна с 25% соляной кислотой (нагретая до 140–160 ° F / 60–70 ° C) обычно растворяет самые стойкие остатки флюса. Просто перемешайте паяный узел в этом растворе от 30 секунд до 2 минут. Не нужно чистить щеткой. Однако следует предостеречь: кислотные растворы сильнодействующие, поэтому при закалке горячих паяных сборок в кислотной ванне обязательно используйте защитную маску и перчатки.
После того, как вы избавились от флюса, используйте травильный раствор, чтобы удалить любые оксиды, которые остались на участках, которые не были защищены флюсом во время процесса пайки. Лучше всего использовать рассол, рекомендованный производителем припоев. По возможности следует избегать сильно окисляющих травильных растворов, таких как яркие капли, содержащие азотную кислоту, поскольку они разрушают серебряный присадочный металл. Если вы сочтете необходимым их использовать, сделайте время маринования очень коротким.
Рекомендуемые травильные растворы для удаления окислов после пайки
| Приложение | Состав | Комментарии |
|---|---|---|
Удаление оксидов из меди, латуни, бронзы, нейзильбера и других медных сплавов с высоким содержанием меди. | От 10 до 25% горячей серной кислоты с добавлением 5-10% дихромата калия. | Травление можно проводить одновременно с удалением флюса.Подходит для углеродистой стали, но если травление загрязнено медью, медь отслоится на стали, и ее придется удалять механически. Этот серный травитель удалит пятна меди или оксида меди с медных сплавов. Это окисляющий рассол, обесцвечивающий серебряный присадочный металл, оставляющий его тускло-серым. |
| Удаление оксидов с чугуна и стали. | 50% раствор соляной кислоты, используемый в холодном или теплом виде. Можно использовать более разбавленную кислоту (10-25%) при более высоких температурах (140-160 ° F / 60-70 ° C.) | Смесь 1 части соляной кислоты на 2 части воды может использоваться для монеля и других сплавов с высоким содержанием никеля. Раствор для травления следует нагреть примерно до 80 ° C / 180 ° F. Для яркой отделки необходима механическая отделка. Этот рассол HCl не похож на яркие пятна на цветных металлах. |
| Удаление оксидов из нержавеющих сталей и сплавов, содержащих хром. | 20% серная кислота, 20% соляная кислота, 60% воды, используется при 170-180 ° F (75-80 ° C.) | После этого маринада следует погружение в 10% азот, а затем промывание чистой водой. |
| 20% соляная кислота, 10% азотная кислота, 70% воды, используется при температуре около 150 ° F (65 ° C) | Этот травитель более агрессивен, чем указанная выше серно-соляная смесь, и травит как сталь, так и присадочный металл. |
Примечание: Рекомендованные выше рассолы будут работать с любым из стандартных серебряных присадочных металлов, и для отдельных присадочных металлов не требуется никаких специальных инструкций.Присадочные металлы фос-медь и серебро-фос-медь различны, и то только при использовании с медью без флюса. В этом случае твердый медно-фосфатный шлак образуется небольшими шариками на поверхности металла. Длительное травление в серной кислоте удалит этот шлак, но более эффективно короткое травление в 50% -ной соляной кислоте в течение нескольких минут. Когда паяное соединение должно быть покрыто металлизацией или лужением, удаление шлака абсолютно необходимо. Поэтому для работ, которые должны быть покрыты гальваническим покрытием, рекомендуется окончательная механическая очистка.
Проверка паяных соединений после очистки
В зависимости от вашего процесса пайки вам может потребоваться очистка стыка после пайки для удаления остаточного флюса. Этот шаг важен по нескольким причинам; включая коррозионную природу большинства флюсов и возможность того, что избыточный флюс может способствовать разрушению соединений. Наиболее распространенные методы очистки включают замачивание / смачивание водой и закалку.
Обрывы во время совместной проверки
Проверка готовых соединений может быть заключительным этапом процесса пайки, но процедуры проверки должны быть включены в стадию проектирования.Ваша методология будет зависеть от требований к приложению, услуге и конечному пользователю, а также нормативных кодексов и стандартов.
Определите критерии приемлемости для любой неоднородности с учетом формы, ориентации, местоположения (на поверхности или под поверхностью) и отношения к другим несплошностям. Обязательно укажите пределы приемки с точки зрения минимальных требований.
Распространенные дефекты сплошности паяных соединений, выявленные неразрушающим контролем, включают:
- Пустоты или пористость – неполный поток припоя, который может снизить прочность соединения и привести к утечке, часто вызываемой неправильной очисткой, неправильным зазором стыка, недостаточным количеством присадочного металла, захваченным газом или тепловым расширением.
- Захват флюса – из-за недостаточного количества вентиляционных отверстий в конструкции соединения, предотвращающий поток присадочного металла и снижающий прочность соединения, а также срок службы
- Прерывистые галтели – участки на поверхности стыка, где галтели прерываются, обычно обнаруживаются при визуальном осмотре
- Эрозия основного металла (или легирование) – когда присадочный металл сплавляется с основным металлом во время пайки – перемещение сплава от галтеля может вызвать эрозию и снизить прочность соединения
- Неудовлетворительное состояние или внешний вид поверхности – чрезмерное количество присадочного металла или шероховатые поверхности – могут выступать в качестве участков коррозии и концентраторов напряжений, что также мешает дальнейшим испытаниям.
- Трещины – снижение прочности и срока службы соединения – также могут быть вызваны охрупчиванием жидким металлом.
Методы контроля паяных швов: методы неразрушающего контроля
Неразрушающие методы контроля качества и соответствия спецификации включают:
Визуальный осмотр – с увеличением или без него – для оценки пустот, пористости, поверхностных трещин, размера и формы галтели, прерывистых галтелей и эрозии основного металла (не внутренние проблемы, такие как пористость и отсутствие заполнения)
Испытание на герметичность – для определения герметичности пайки по газу или жидкости.Испытания давлением (или пузырьковой утечкой) подразумевают подачу воздуха под давлением, превышающим рабочее. Вакуумные испытания полезны для холодильного оборудования и обнаружения мельчайших утечек с использованием масс-спектрометра и атмосферы гелия.
Радиографическое обследование – полезно при обнаружении внутренних дефектов, больших трещин и пустот в припое, если толщина и коэффициенты поглощения рентгеновских лучей позволяют очертить припой присадочного металла – невозможно проверить надлежащую металлургическую связь (на фото справа)
Контрольные испытания – воздействие на паяное соединение единовременной нагрузки, превышающей эксплуатационный уровень, применяемый гидростатическими методами, нагрузкой на растяжение или испытанием центрифугированием
Ультразвуковое обследование – сравнительный метод оценки качества соединения в иммерсионном или контрактном режиме – включает отражение звуковых волн от поверхностей с использованием преобразователя для излучения импульса и приема эхо-сигналов (изображение справа)
Пенетрантная проверка – красители и флуоресцентные пенетранты могут обнаруживать трещины, открытые на поверхности стыков – не подходят для проверки галтели, где всегда присутствует некоторая пористость
Испытание на акустическую эмиссию – оценка степени неоднородности – с использованием предположения, что акустические сигналы претерпевают изменение частоты или амплитуды при прохождении через неоднородности
Исследование теплопередачи – обнаруживает изменения в скорости теплопередачи из-за неоднородностей или непаянных областей – изображения показывают спаянные области как светлые пятна, а пустоты как темные пятна
Методы исследования паяных соединений: методы разрушающего контроля
Существует также несколько методов разрушающих и механических испытаний, часто используемых при выборочных испытаниях или испытаниях партий:
Испытание на отслаивание – полезно для оценки соединений внахлест и контроля качества производства на предмет общего качества соединения, а также наличия пустот и включений флюса – когда один элемент удерживается жестким, а другой отслаивается от стыка
Металлографическое исследование – проверка общего качества соединений с обнаружением пористости, плохой текучести присадочного металла, эрозии основного металла и неправильной посадки
Испытания на растяжение и сдвиг – определяет прочность соединения при растяжении или сдвиге, используемую во время аттестации или разработки, а не при производстве
Испытание на усталость – испытание основного металла плюс паяное соединение – трудоемкий и дорогостоящий метод
Испытание на удар – определяет основные свойства паяных соединений, обычно используется в лабораторных условиях
Испытание на кручение – используется на паяных соединениях при контроле качества производства, например, шпильки или винты, припаянные к толстым профилям
Неудачная проверка пайки
Размер, сложность и серьезность заявки определяют лучший метод проверки, и может потребоваться несколько методов.Если вы не можете разработать точный и надежный метод проверки критически важного паяного соединения, подумайте о пересмотре конструкции соединения, чтобы обеспечить адекватный контроль.
Проверка готовых соединений может быть заключительным этапом процесса пайки, но процедуры проверки должны быть включены в стадию проектирования. Могут использоваться как неразрушающие, так и разрушающие методы, в зависимости от приложения, услуги и требований конечного пользователя, а также нормативных кодексов и стандартов.
После удаления флюса и оксидов из паяного узла дальнейшие операции чистовой обработки требуются редко.Сборка готова к использованию или к нанесению гальванического покрытия. В тех немногих случаях, когда вам нужна ультрачистая отделка, вы можете получить ее, отполировав узел мелкой наждачной бумагой. Если сборки собираются хранить для использования в более позднее время, нанесите на них легкое антикоррозийное защитное покрытие, добавив водорастворимое масло в воду для окончательного ополаскивания.
Посмотрите это видео, чтобы узнать, как правильно чистить стыки.
Метод оценки механических свойств полиэтиленовых труб, сваренных встык
Уилсон Д., Филион И., Мур И. (2015) Современный обзор моделей прогнозирования отказов водопроводных труб и применимость к магистралям большого диаметра. Городская вода J 14 (2): 173–184. https://doi.org/10.1080/1573062X.2015.1080848
Артикул Google Scholar
Ю. К., Морозов Е. В., Ашраф М. А., Шанкар К. (2017) Обзор проектирования и анализа армированных термопластичных труб для морского применения. J Reinf Plast Compos.https://doi.org/10.1177/0731684417713666
Deblieck RAC, van Beek DJM, McCarthy M, Mindermann P, Remerie K, Langer B, Grellmann W. (2017) Простая внутренняя мера быстрого распространения трещин в бимодальных полиэтиленовых трубах, подтвержденная с помощью механики упруго-пластического разрушения анализ данных инструментальных испытаний на удар по Шарпи. Polym Eng Sci 57: 13–21. https://doi.org/10.1002/pen.24380
Артикул Google Scholar
Sharma GVSS, Umamaheswara Rao R, Srinivasa Rao PS (2017) Подход Тагучи к оптимальным параметрам управления процессом для процесса экструзии труб из HDPE. J Ind Eng Int 13 (2): 215–228. https://doi.org/10.1007/s40092-016-0179-1
Артикул Google Scholar
Han L-H, Deng Y-H, Liu C-D (1999) Определение JIC для полиэтиленовой трубы с использованием нестандартного дугообразного образца. Int J Press Vessel Pip 76: 647–651.https://doi.org/10.1016/S0308-0161(99)00032-0
Артикул Google Scholar
van der Stok EJW, Scholten FL (2016) Определение остаточного качества полиэтиленовых труб с помощью испытания на деформационное упрочнение. Proc. 18-й конференции пластиковых труб. PPXVIII, 12–14 сентября 2016 г., Берлин, 10 стр. https://doi.org/10.1134/S0021894417020183
Cherief MND, Elmeguenni M, Benguediab M (2017) Оценка ударной вязкости разрушения полиэтиленовых материалов высокой плотности.J Appl Mech Tech Phys 58 (2): 335–341
Статья Google Scholar
Akkurt A (2014) Анализ безопасности методов плавления и сварки горячим элементом, используемых для соединения полиэтиленовых труб для природного газа. Int J Mech Mechatron Eng 3 (2): 493–504
MathSciNet Google Scholar
Сахарудин М.С., Атиф Р., Шиха И., Инам Ф. (2016) Деградация механических свойств полимерных нанокомпозитов при воздействии жидких сред (обзор).RSC Adv 6: 1076–1089. https://doi.org/10.1039/C5RA22620A
Артикул Google Scholar
Hamlaoui N, Azzouz S, Chaoui K, Azari Z, Yallese MA (2017) Обработка жесткого полиэтиленового материала труб: шероховатость поверхности и оптимизация температуры резания. Int J Adv Manuf Technol 92: 2231–2245. https://doi.org/10.1007/s00170-017-0275-4
Артикул Google Scholar
Belhadi S, Kaddeche M, Chaoui K, Yallese MA (2016) Оптимизация обработки труб из полиэтилена высокой плотности с использованием метода Тагучи и реляционного анализа Грея. Int Polym Process 31 (4): 491–502. https://doi.org/10.3139/217.3271
Артикул Google Scholar
Guo S-M, Yang Z-G, Tang X-Y, Zuo Y-T (2017) Оценка безопасности полиэтиленовых труб высокой плотности с термическими повреждениями. J. Plast Rubber Compos Macromol Eng 46 (4): 1743–2898.https://doi.org/10.1080/14658011.2017.1301339
Google Scholar
Talhi FZ, Benaniba MT, Belhaneche-Bensemra N, Massardier V (2016) Сравнение свойств материалов в стыковых швах использованных и неиспользованных полиэтиленовых труб для распределения природного газа. J. Polym Eng 37 (3): 279–285. https://doi.org/10.1515/polyeng-2016-0015
Google Scholar
Mikula J, Hutař P, Nezbedová E, Lach R, Arbeiter F, Ševčík M, Pinter G, Grellmann W, Náhlíka L (2015) О распространении трещин в сварных полиолефиновых трубах с наличием и без наличия сварных швов. Mater Des 87: 95–104. https://doi.org/10.1016/j.matdes.2015.07.131
Артикул Google Scholar
Vigier G, Degoulet C, Germain Y (2001) Физические и механические свойства полиэтилена для труб в зависимости от молекулярной архитектуры: I микроструктура и кинетика кристаллизации.Полимер 42: 8425–8434
Артикул Google Scholar
Kiass N, Khelif R, Boulanouar L, Chaoui K (2004) Экспериментальный подход к изменению механических свойств через стенку газопровода из полиэтилена высокой плотности. J Appl Polym Sci 97: 272–281. https://doi.org/10.1002/app.21713
Артикул Google Scholar
Покхарел П., Ким Й., Чой С. (2016) Микроструктура и механические свойства стыкового соединения труб из полиэтилена высокой плотности.Int J Polym Sci, Art. ID 6483295. https://doi.org/10.1155/2016/6483295. 13p
Jagtap TU, Mandave HA (2015) Обработка пластмасс: обзор. Int J Eng Res Gen Sci 3 ((2) (Часть 2)): 577–581
Google Scholar
Алауддин М., Чоудхури И.А., Баради МАЭ, Хашми MSJ (1995) Пластмассы и их обработка: обзор. J Mater Process Technol 54: 40–46. https://doi.org/10.1016/0924-0136(95)01917-
Артикул Google Scholar
Rehab-Bekkouche S, Ghabeche W, Kaddeche M, Kiass N, Chaoui K (2009) Механическое поведение обработанных полиэтиленовых нитей в агрессивных химических средах. Механика (МЕХАНИКА) 77 (3): 40–46
Google Scholar
Алими Л., Габеш В., Чауи В., Чауи К. (2012) Этюд технических средств, проходящих через пару трубок HDPE-80, экструдирован для распределения природного газа. Matér Tech 100 (1): 79–86. https: // doi.org / 10.1051 / mattech / 2012004 www.mattech-journal.org
Артикул Google Scholar
Алими Л., Чауи К., Габеш В., Чауи В. (2013) Кратковременное разрушение труб из ПНД при воздействии агрессивных сред. Mater Tech 101: 701. https://doi.org/10.1051/mattech/2013083 www.mattech-journal.org
Артикул Google Scholar
Ghabeche W, Alimi L, Chaoui K (2015) Деградация поверхностей пластиковых труб при контакте с агрессивной кислотной средой. 30. Int. Конф. Technol. & Mater. для обновления. Энергия, Энвир. & Устойчивое развитие. Энергетические процедуры 74: 351–364. https://doi.org/10.1016/j.egypro.2015.07.625
Кафи Р., Лотфи Т., Амирфаттахи Р. (2011) Автоматическое обнаружение дефектов при сварке полиэтиленовых труб с использованием теплового инфракрасного изображения. Infrared Phys Technol 54 (4): 317–325
Статья. Google Scholar
Gueugnaut D, Tessier M, Bouaffre R, Lopitaux A (2017) Ультразвуковая фазированная антенная решетка для электросварки соединений, реализованная в системах трубопроводов полиэтиленового газа. J Mater Sci Eng A 7 (3–4): 68–81. https://doi.org/10.17265/2161-6213/2017.3-4.002
Google Scholar
Галчун А., Кораб Н., Кондратенко В., Демченко В., Шадрин А., Анистратенко В., Юрженко М. (2015) Наноструктуризация и термические свойства сварных швов полиэтиленов.Nanoscale Res Lett 10: 138. https://doi.org/10.1186/s11671-015-0832-4 Springer Open Access, 6p
Статья Google Scholar
Hehn O (2006) Анализируйте экспериментальные и термомеханические моделирование потока в трубках из полиэтилена. Докторская диссертация, Ecole des Mines de Paris, 20p
Dai H, Peng J (2017) Влияние характеристик сварного соединения на его свойства при сварке плавлением HDPE.Mod Phys Lett B 31 (15): 1750185: 1–11. https://doi.org/10.1142/S02179841858
Артикул Google Scholar
Шахир М., Тротон М., Хамсечнезад А., Сонг Дж. (2017) Исследование микромеханических свойств стыковых сварных соединений в трубах из ПНД с использованием техники нано-вдавливания. Weld World 61: 819–831. https://doi.org/10.1007/s40194-017-0454-9
Артикул Google Scholar
BS ISO 4427–2 2007 Британский стандарт, Система пластиковых трубопроводов – полиэтиленовые (ПЭ) трубы и фитинги для водоснабжения – часть 2: трубы; www.spic.ir
Стандарт ASTM D 638–02a 2002 Стандартный метод испытаний свойств пластмасс на растяжение (в метрических единицах), Ежегодный сборник стандартов ASTM
http://www.groupe-chiali.com/images/documentations/manuels_de_pose/man_bout_à_bout. По состоянию на 10 сентября 2017 г.
ISO 12176–3 (2003) Пластмассовые трубы и фитинги – оборудование для сварки полиэтиленовых систем – часть 1: стыковая сварка
Barber P, Atkinson JR (1974) Использование испытаний на растяжение для определения оптимальных условий для сварка встык определенных марок полиэтиленовых, полибутен-I и полипропиленовых труб. J Mater Sci 9: 1456–1466
Статья Google Scholar
de Courcy DR, Atkinson JR (1977) Использование испытаний на растяжение для определения оптимальных условий для стыковой сварки полиэтиленовых труб с различным индексом текучести расплава.J Mater Sci 12 (8): 1535–1551
Статья Google Scholar
Kaddeche M, Chaoui K, Yallese MA (2012) Влияние параметров резки на механическую обработку двух полимерных труб из полиэтилена высокой плотности. Mech Ind 13: 307–316. https://doi.org/10.1051/meca/2012029 www.mechanics-industry.org
Артикул Google Scholar
Niou S, Azzouz S, Chaoui K, Azari Z (2016) Разработка уникального метода для обеспечения механического сопротивления механической циркуляции суставов пластических трубок, производимых в ходе боев, 10 месяцев (10 дней). JM’10, EMP), Ecole Militaire Polytechnique, 12-13 апреля, Алжир, 1–5
Leskovics K, Kollár M, Bárczy P (2006) Исследование структуры и механических свойств сварных соединений полиэтиленовых труб. Mater Sci Eng A 419: 138–143. https://doi.org/10.1016/j.msea.2005.12.019
Артикул Google Scholar
Lee B-Y, Kim J-S, Lee S-Y, Kim YK (2012) Технология стыковой сварки двустенных полиэтиленовых труб. Mater Des 35: 626–632
Статья Google Scholar
Тарик Ф, Наушин Наз Н., Хан М.А., Белудж Р.А. (2012) Анализ отказов стыкового сварного шва полиэтилена высокой плотности. J Fail Anal Prev 12: 168–180. https://doi.org/10.1007/s11668-011-9536-y
Артикул Google Scholar
Эль-Багори TMAA, Юнан Мая, Саллам ХЕМ (2013) Механическое поведение сварных и несварных полиэтиленовых трубных материалов, Конференция K-PVP, Proc. ASME, Отделение сосудов под давлением и трубопроводов, Документ № 2013–97743, Париж, (14–18 / 07/13)
Лай Х.С., Кил С.Х., Юн К.Б. (2015) Влияние размера дефекта на разрушение трубы из полиэтилена высокой плотности, сваренной встык, при растяжении. J Mech Sci Technol 29 (5): 1973–1980. https://doi.org/10.1007/s1226-015-0418-1
Артикул Google Scholar
Zhao JQ, Daigle L, Beaulieu D (2002) Влияние загрязнения стыков на качество стыковых соединений труб из полиэтилена высокой плотности. Can J Civ Eng 29 (5): 787–798. https://doi.org/10.1139/l02-078
Артикул Google Scholar
Аткинсон Дж. Р., Барбер П. (1972) Некоторые микроструктурные особенности сварных швов труб из полиэтилена и полибутена-1, сваренных встык. J Mater Sci 7: 1131–1136
Статья Google Scholar
Qi F, Huo L, Zhang Y, Jing H (2004) Исследование свойств разрушения трубы из полиэтилена высокого давления (HDPE). Key Eng Mater 261–263: 153–158. https://doi.org/10.4028/www.scientific.net/KEM.261-263.153
Артикул Google Scholar
Интернет-курсы PDH.PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов. “
Russell Bailey, P.E.
Нью-Йорк
“Это укрепило мои текущие знания и научило меня еще нескольким новым вещам
, чтобы познакомить меня с новыми источниками
информации.”
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. “
Blair Hayward, P.E.
Альберта, Канада
“Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе “
Roy Pfleiderer, P.E.
Нью-Йорк
“Справочные материалы были превосходными, и курс был очень информативным, особенно с учетом того, что я думал, что я уже знаком.
с деталями Канзас
Городская авария Хаятт.”
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
– лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
“Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на просмотр
материал “
Jesus Sierra, P.E.
Калифорния
“Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.е., позволяя
студент для ознакомления с курсом
материалов до оплаты и
получает викторину “
Арвин Свангер, П.Е.
Вирджиния
“Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил огромное удовольствие “
Мехди Рахими, П.Е.
Нью-Йорк
“Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.”
Уильям Валериоти, P.E.
Техас
“Этот материал в значительной степени оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
обсуждаемых тем »
Майкл Райан, P.E.
Пенсильвания
“Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.”
Джеральд Нотт, П.Е.
Нью-Джерси
“Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам »
Джеймс Шурелл, P.E.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании какой-то неясной секции
законов, которые не применяются
до «нормальная» практика.”
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор.
, организация. “
”Иван Харлан, П.Е.
Теннесси
«Материалы курса имели хорошее содержание, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
“Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн формат был очень
доступный и простой
использовать. Большое спасибо. “
Патрисия Адамс, P.E.
Канзас
“Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.”
Joseph Frissora, P.E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает напечатанная викторина во время
обзор текстового материала. Я
также оценил просмотр
Предоставлено фактических случаев »
Жаклин Брукс, П.Е.
Флорида
“Документ” Общие ошибки ADA при проектировании объектов “очень полезен.
Тест потребовал исследований в
документ но ответы были
в наличии »
Гарольд Катлер, П.Е.
Массачусетс
“Я эффективно использовал свое время. Спасибо за широкий выбор вариантов
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.”
Джозеф Гилрой, P.E.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
“Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.”
Кристина Николас, П.Е.
Нью-Йорк
“Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курсов. Процесс прост, и
намного эффективнее, чем
вынуждены ехать “
Деннис Мейер, P.E.
Айдахо
“Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры получат блоки PDH
в любое время.Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время исследовать где на
получить мои кредиты от “
Кристен Фаррелл, P.E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий. »
Виктор Окампо, P.Eng.
Альберта, Канада
“Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утро
метро
на работу.”
Клиффорд Гринблатт, П.Е.
Мэриленд
“Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE нужно
CE единиц. “
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.”
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес электронной почты который
пониженная цена
на 40%. “
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
“Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
коды и Нью-Мексико
правил. “
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
“Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительных
Сертификация . “
Томас Каппеллин, П.E.
Иллинойс
“У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил – много
оценено! “
Джефф Ханслик, P.E.
Оклахома
“CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
“Курс был по разумной цене, а материалы были краткими и
хорошо организовано. “
Glen Schwartz, P.E.
Нью-Джерси
“Вопросы подходили для уроков, а материал урока –
.хороший справочный материал
для деревянного дизайна »
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефонному звонку».
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве – проектирование
Building конечно и
очень рекомендую .”
Денис Солано, P.E.
Флорида
“Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлен. “
Юджин Брэкбилл, P.E.
Коннектикут
“Очень хороший опыт. Мне нравится возможность загрузить учебные материалы по номеру
.обзор где угодно и
всякий раз.”
Тим Чиддикс, P.E.
Колорадо
«Отлично! Сохраняю широкий выбор тем».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, без всякой ерунды. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
“Вопросы на экзамене были зондирующими и продемонстрировали понимание
материала. Полное
и комплексное »
Майкл Тобин, P.E.
Аризона
“Это мой второй курс, и мне понравилось то, что мне предложили этот курс
поможет по моей линии
работ.”
Рики Хефлин, P.E.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, P.E.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
“Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Luan Mane, P.E.
Conneticut
“Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
Вернись, чтобы пройти викторину “
Алекс Млсна, П.E.
Индиана
“Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях »
Натали Дерингер, P.E.
Южная Дакота
“Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
конечно.”
Ира Бродский, П.Е.
Нью-Джерси
“Веб-сайт прост в использовании, вы можете скачать материалы для изучения, а затем вернуться
и пройдите викторину. Очень
удобно а на моем
собственный график “
Майкл Гладд, P.E.
Грузия
“Спасибо за хорошие курсы на протяжении многих лет.”
Деннис Фундзак, П.Е.
Огайо
“Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат. Спасибо за изготовление
процесс простой. »
Фред Шейбе, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и прошел
один час PDH в
один час “
Стив Торкильдсон, P.E.
Южная Каролина
“Мне понравилось загружать документы для проверки содержания
и пригодность, до
имея для оплаты
материал .”
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об EE для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, П.Е.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.процесс, которому требуется
улучшение.”
Thomas Stalcup, P.E.
Арканзас
“Мне очень нравится удобство участия в онлайн-викторине и получение сразу
Сертификат. “
Марлен Делани, П.Е.
Иллинойс
“Учебные модули CEDengineering – это очень удобный способ доступа к информации по телефону
.многие различные технические зоны за пределами
своя специализация без
надо ехать.”
Гектор Герреро, П.Е.
Грузия
.