
виды моделей, их характеристики и цены, нюансы выбора
У многих домашних мастеров в арсенале имеется многофункциональный станок по дереву бытового назначения. Он позволяет выполнять различные операции. Так, с его помощью можно изготавливать различные изделия из древесины.Также такое оборудование нужно рассматривать в качестве инструмента для реализации творческих идей. Используя его в своей домашней мастерской, можно производить продольную, поперечную и угловую резку дисковой пилой.
Виды комбинированных станков по дереву
Также такие станки позволяют строгать детали по плоскости и по его боковой стороне. Причём в моделях современных многофункциональных станков, которые предлагаются по различным ценам, есть возможность для механической подачи заготовки.На отечественном рынке представлено несколько разновидностей этого оборудования, которое позволяет эффективно решать задачи по обработке заготовок из древесины. Есть несколько моделей, которые среди потребителей пользуются наибольшим спросом.
Многофункциональный станок Корвет 322
Его следует воспринимать в качестве модели комбинированного оборудования, предназначенного для обработки заготовок из древесины. Используя это устройство, можно совершать большое количество самых разных операций.
Применяя такой комбинированный станок в своей домашней мастерской, можно производить обработку пиломатериалов. Это обеспечивается за счёт наличия у Корвета 322 ряда функций:
- Строгание по направляющей планке.
- Строгание по толщине.
- Поперечное и продольное пиление.
Также это оборудование можно использовать для выполнения сверлильно-фрезерных операций. Если в мастерской домашнего столяра свободное пространство ограничено, то использование такого станка позволит увеличить производственные мощности, поскольку он имеет компактные размеры и не занимает много места. Его без проблем можно разместить даже на маленькой площади.
В качестве силовой установки, которая приводит станок в движение, в этой модели выступает асинхронный двигатель. Для безопасного использования он имеет магнитный пускатель. Благодаря ему исключены ситуации с самопроизвольным запуском двигателя в случаях, когда происходит отключение электроэнергии.
Благодаря ременной передаче двигатель защищён от перегрузок. Для создания рабочего стола производитель в качестве материала использовал серый чугун. Рабочий стол отливают или шлифуют.
- Если говорить о комплектации такого оборудования, то выделим присутствие в оснащении этой модели трёх ножей, над которыми располагается защитная планка.
- Также в оснащении этой модели имеется параллельный упор, который позволяет производить пиление и строгание детали.
- Ещё имеется два удлинителя, предназначенных для рабочего стола.
- Также комбинированный станок оснащается пильным диском, поверх которого установлен защитный кожух. Кроме них, имеются три патрубка для пылесоса.
Автоматическая подача заготовки в этом комбинированном станке предусмотрена для рейсмуса. Кроме того, имеется возможность для регулировки высоты пильного диска. Струбцина имеется на подвижном столе. Благодаря ей обеспечивается надёжный зажим заготовок при выполнении задач по их распилу.
Для совершения фрезерных и сверлильных операций на этом комбинированном оборудовании владелец может использовать концевые фрезы. При их использовании заготовку на рабочем столе можно поворачивать сразу по трём проекциям.
Одной из особенностей этого оборудования является большая масса станка. Поэтому вибрация в процессе его работы исключена.
Если говорить о технических характеристиках этой модели, то отметим, что Корвет 322 работает от электрической сети с напряжением 220В. Мощность этого агрегата составляет 2,2 кВт. Шпиндель имеет частоту вращения 4 тыс. об/мин.
Комбинированный станок Zenitech MFL-300A
Ещё одна востребованная модель оборудования для обработки изделий из древесины — Zenitech MFL-300A. Он предназначен для выполнения широкого круга операций.В частности, с его помощью можно производить: поперечную и угловую резку; строгание; фрезерование; сверление.
В плане своих технических параметров он имеет много общего с моделью, описанной выше. Габариты у этого станка следующие: 1130x800x700 мм. Его масса — 200 кг. Это оборудование работает от электрической сети 220В. Мощность у этой модели составляет 3,2 кВт.
На рынке модель предлагается по цене 2600 долларов. При выполнении операций на этом комбинированном станке шпиндель вращается с частотой 4 тыс. об/мин. В оснащении станка имеется 3 ножа.
Станок Zenitech MFL-270A
Эта модель в плане мощности уступает рассмотренной выше. Однако если ознакомиться с инструкцией по эксплуатации станка, то, в общем, в плане своих технических характеристик он мало чем отличается от своего собрата. Потребляемая мощность у этой модели ниже — 1,5 кВт.Подключать его можно к электрической сети с напряжением 220В. Его габариты составляют 920x1210x970 мм. Что касается массы, то вес этого комбинированного оборудования составляет 145 кг. Эту установку можно использовать для следующих работ:
- Фугования.
- Распиловки.
- Фрезерования.
Комбинированный станок ML 292M-2
Эта модель столярного оборудования также относится к группе многофункциональных установок. С помощью этого устройства можно выполнять широкий круг операций по обработке деревянных заготовок.Естественно, как и любое другое оборудование, эта модель может использоваться для следующих операций:
- пиления;
- строгания;
- долбления.
В плане стоимости этот комбинированный станок доступен для большинства домашних мастеров. На рынке он предлагается по цене 700 долларов. Применяя его для выполнения различных операций, допускается использование свёрл по дереву.
Этот комбинированный станок имеет габариты 1000x910x390 мм. Его мощность составляет 1,5 кВт. Работать он может от электрической сети с напряжением 220В. При работе вал вращается с частотой 3580 об./мин. В оснащении этого комбинированного станка имеется дисковая пила со следующими размерами 250×1х6×35 мм.
Комбинированный столярный станок MLQ 343
Тем, кто подбирает для своей мастерской деревообрабатывающее оборудование компактных размеров по невысокой цене, следует обратить внимание на модель MLQ 343.
Главным достоинством этого оборудования является его компактные размеры, поэтому установить его можно даже в небольшой мастерской, не создавая для себя никаких неудобств.
Этот станок имеет габариты 1210x1050x810 мм. Что касается его веса, то у этой модели он составляет 190 кг. На рынке модель предлагается по цене 1390 долларов. Такой ценник вполне приемлемый, принимая во внимание, что модель принадлежит группе профессионального оборудования.
Работать этот станок по дереву может от электрической сети с напряжением 220В. Его потребляемая мощность составляет 1,5 кВт. При работе оборудования шпиндель вращается со скоростью 3100 об/мин. С помощью этого устройства можно выполнять следующие операции:
- Строгание.
- Сверление.
- Долбление.
Применение многофункционального оборудования на практике
Многофункциональные деревообрабатывающие станки — достаточно сложное оборудование, поэтому перед началом работы следует ознакомиться с инструкцией по его использованию, чтобы не столкнуться с проблемами или необходимостью ремонта. О том, как пользоваться таким оборудование, знает далеко не каждый опытный столяр.Поэтому изучение инструкции является обязательным. Однако необходимо заметить, что вне зависимости от производителя все модели многофункциональных станков имеют одинаковый принцип работы. О практике применения этого оборудования пойдёт речь ниже. В качестве примера возьмём многофункциональный станок Performax PKM 300.
Среди всех функций, которыми обладают современные модели деревообрабатывающего оборудования, самой востребованной является распиловка материала. Это неудивительно, ведь в большинстве своём современные агрегаты имеют достаточно большой рабочий стол, что позволяет без проблем производить распил заготовок.
Если вам необходимо выполнить распил деревянного изделия до упора, то в этом случае важным моментом является ширина заготовки. Важность этого фактора значительна по той причине, что у станков разные размеры рабочих столов.
В большинстве современных моделей деревообрабатывающих станков имеется возможность для разрезания деревянных заготовок под определённым углом и даже наклоном.
Это обеспечивается благодаря тому, что пильный диск, присутствующий в оснащении столярного оборудования может поворачиваться. Возможность для поворота рабочего стола имеется только в некоторых моделях.
Однако не у всех многооперационных станков пильный диск может поворачиваться. Некоторые производители не внедряют в свои модели такую возможность по той причине, что это усложняет конструкцию станка. Но все же лёгкие заготовки, не отличающиеся большим весом и размерами, можно распускать под углом, посредством их прижатия к боковому упору, который можно наклонять.
Если по отдельной направляющей планке происходит передвижение упора, на котором имеется шкала, то такое оборудование можно считать удачным выбором для домашнего мастера. А всё потому что, используя его, владелец получает возможность застопорить заготовку под нужным углом.
В отдельных случаях упор может быть перенесён на плоскость стола. В этом случае регулировка выполняется с использованием инструментов, предназначенных для измерения.
Все многооперационные станки для обработки деревянных заготовок имеют функцию фугования. Дорогие модели оснащены рейсмусом. Это даёт возможность для выполнения чистовой обработки заготовок.
Если на приобретённом вами станке имеется наклоняемый упор, то больших сложностей со снятием фаски или слоя по плоскости у вас не возникнет. Но лучше стоять сбоку от станка со стороны, которая ближе к пильному диску.
Чтобы увеличить глубину строгания за один проход, можно совершать манипуляции по поднятию и опусканию рабочего стола. Каждый производитель при изготовлении столярного оборудования, встраивает в свои станки системы регулировки рабочих столов. Однако с настройкой этого элемента больших сложностей не возникает. С этим может разобраться даже новичок.
Выбор комбинированного станка
Каждому домашнему мастеру довольно часто приходится сталкиваться с выполнением операций по обработке деревянных заготовок. Многие используют для их выполнения всем известную ножовку или рубанок.Однако такие задачи можно существенно упростить, если использовать столярное оборудование по дереву. Это существенно экономит время домашнего мастера, а кроме того, позволяет без серьёзных физических усилий выполнять задачи по сверлению, пилению и долблению.
На рынке предлагается большой выбор такого оборудования по различным ценам. Наряду с моделями отечественных компаний, для каждого доступны и зарубежные аналоги. Какой вариант выбрать – каждый решает сам, отталкиваясь от своих финансовых возможностей.
Но для правильного выбора нужно ориентироваться не только на цену, но и на функциональность. Ведь каждый наверняка хочет иметь в домашней мастерской станок, который можно использовать для выполнения широкого круга задач. Поэтому на функции токарного станка также следует обращать внимание.
Современные модели этого оборудования различаются между собой ценой и характеристиками, поэтому каждый может подобрать по своим финансовым возможностям подходящую модель токарного станка.
Чтобы он прослужил долго, а в процессе его использования не возникло проблем, следует после его установки и подключения к электрической сети внимательно изучить инструкцию по эксплуатации. Тогда вы избежите многих неприятностей.
Оцените статью: Поделитесь с друзьями!stanok.guru
Комбинированные станки по дереву – виды, назначение и применение
Комбинированные деревообрабатывающие станки являются прекрасным выбором для деревообрабатывающей мастерской. Они нужны для реализации комплексной обработки бревен и дают возможность осуществлять несколько разных операций на одном станке. Такие устройства применяются в процессе изготовления строительных элементов, таких как двери, окна, перегородки, а также предметов мебели и прочих столярных изделий. В зависимости от модели один станок может выполнять от 4 до 11 разных столярных функций. Функциональные возможности могут быть расширены путем приобретения дополнительной станочной оснастки.
Разновидности
Все комбинированные станки по дереву оснащены специальными антивибрационными устойчивыми станинами, столом со струбцинами для крепежа заготовок, а также одним или несколькими электроприводами. Такой станок отвечает за функционирование различных рабочих узлов, к примеру, пильных дисков, шпинделей со сверлильными или фрезеровальными насадками, ножевых валов для строгания и фугования и других.
Все станки этой категории делят на три группы:
- домашние
- полупрофессиональные
- профессиональные.
Для домашних нужд хорошим выбором являются деревообрабатывающие станки комбинированные для дома, например, Prorab 5600 или Интерскол СМ-60/150. Такие устройства отличаются мощностью до 1 кВт, и работают от сети 220 В. На них можно осуществлять строгание, пиление, сверление заготовок, ширина которых не превышает 150 мм.
Для оборудования небольшого цеха подойдут устройства среднего класса, например, Калибр СЭДМ-2300 ПР, Prorab 5630, Энергомаш ДМ-19210. Их мощность составляет примерно 2-3 кВт. На них можно осуществлять деревообработку заготовок до 300 мм шириной.
На крупных деревообрабатывающих производствах в целях повышения производительности испольуют универсальные комбинированные станки, мощность которых достигает 12 кВт, а работают они от трехфазной сети. К таким устройствам относятся Brasse CU-410N, Brasse К5-320 1.3.2, SCM CU410 Classic F0018195. Чаще всего они оснащены несколькими электромоторами (по одному на каждый рабочий узел). Эти устройства имеют самую высокую производительность и точность работы. Однако и стоимость подобных устройств выше.
Достоинства
К основным достоинствам можно отнести:
- компактные габариты. Одно многофункциональное устройство может заменить два и более узкоспециализованных. Соответственно, и места оно занимается в несколько раз меньше
- высокоточная работа
- универсальность. Часто такие станки имеют регулятор угла обработки, поворота бревна в различных плоскостях. Один станок поможет осуществить полный цикл обработки заготовки
- высокий уровень надежности всей линейки многофункциональных станков
- доступная стоимость
- аккуратная работа. Почти ко всем моделям может быть подключен пылесос, который гарантирует чистую работу, вследствие этого улучшается обзор, а внутренние детали сохраняются от повреждений и загрязнений.
Стоит отметить, что универсальные устройства соответствуют всем нормативам технологического регламента и государственным стандартам качества.
Что же могут делать комбинированные деревообрабатывающие станки? На подобных устройствах без труда осуществляется:
- распил дисковой пилой – в продольном, поперечном направлении, или под углом
- строгание, как плоскости, так и кромки
- рейсмусование. При этом происходит автоматическая подача заготовки, во время которой фуговальные столы откидываются, и открывается доступ к рейсмусовому столу
- фрезерование поверхности разной конфигурации. Пильный и фрезерный вал могут двигаться в вертикальной плоскости
- зарезание шипов и распил поперек волокон осуществляется при помощи торцовочной каретки
- сверление и фрезерование углублений.
Конструкционные особенности
К главным конструкционным особенностям многофункциональных деревообрабатывающих станков можно отнести:
- жесткую станину, которая уменьшает вибрацию и гарантирует высокоточную обработку
- привод шпинделей от 3-х электрических двигателей
- высококачественное фрезерование за счет наличия вертикального высокооборотного шпинделя
- безопасность работы комбинированного станка по дереву гарантируют защитные устройства и ограждения. В ограждениях имеются патрубки для монтажа стружкоотсосов.
Задача комбинированных станков – комплексная обработка. Они позволяют получать заготовки любых форм и габаритов. Сегодня на рынке промышленного оборудования представлен широчайший выбор таких устройств.
При выборе комбинированного станка, стоит обратить внимание на такие основные параметры:
- частота вращения фрезерного шпинделя
- общая мощность
- скорость подачи материала.
- длина фуговального стола
- самое большое сечение фрезы
- наибольшая ширина фугования
- наибольшая ширина рейсмусования.
Перед покупкой необходимо ознакомиться с его функциональностью, выяснить, какие именно инструменты входят в его базовую комплектацию. Новейшие комбинированные деревообрабатывающие устройства имеют все необходимые приспособления для реализации одиннадцати различных операций по деревообработке.
 Из всего многообразия функций, которые выполняют современные модели деревообрабатывающего оборудования, наиболее популярной остается распил материала. Большая часть современных агрегатов имеют довольно большой рабочий стол, поэтому пиление происходит без труда. Когда нужно осуществить распил деревянной заготовки до упора, то основным моментом является ширина сырья.
Из всего многообразия функций, которые выполняют современные модели деревообрабатывающего оборудования, наиболее популярной остается распил материала. Большая часть современных агрегатов имеют довольно большой рабочий стол, поэтому пиление происходит без труда. Когда нужно осуществить распил деревянной заготовки до упора, то основным моментом является ширина сырья.
Большая часть современных моделей деревообрабатывающих станков может резать имеется возможность для разрезания заготовок под конкретным углом и даже наклоном, вследствие наличия поворотного пильного диска. Возможность поворота рабочего стола присутствует в небольшом количестве моделей.
Все многооперационные устройства для обработки дерева обладают функцией фугования. Дорогостоящие варианты оборудованы рейсмусом. Поэтому на них можно осуществлять чистовую обработку заготовок. Если станок имеет наклоняемый упор, то можно с легкостью снять фаску или слой по плоскости. Во время этой работы нужно находиться сбоку от станка у края, который ближе к пильному диску. Для увеличения глубины строгания за один проход, мастер может осуществлять манипуляции по поднятию и опусканию рабочего стола.
Комбинированный многофункциональный станок — довольно сложное устройство, по этой причине перед тем, как начать работу, нужно обязательно внимательно прочитать инструкцию по его использованию, чтобы не возникло проблем или необходимости ремонта. О правилах использования такого сложного оборудования знает не каждый опытный столяр. Значит, изучение инструкции – обязательно. Однако, стоит отметить, что не зависимо от марки станка, все устройства имеют аналогичный принцип работы.
wood-prom.ru
УБДН-1 Станок комбинированный деревообрабатывающийСхемы, описание, характеристики
Производителем комбинированного деревообрабатывающего станка УБДН-1 является Завод ЭлекроТяжМаш, г. Харьков
УБДН-1 станок бытовой комбинированный деревообрабатывающий. Назначение, область применения
Станок деревообрабатывающий настольный УБДН-1 представляет собой компактное настольное устройство для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающей УБДН-1 предназначен для выполнения следующих работ:
- раскрой пиломатериалов, толщиной не более 25 мм
- фугование пиломатериалов, шириной не более 100 мм
- сверление отверстий диаметром не более 6 мм
- фрезерование пазов шириной не более 6 мм
- токарная обработка заготовок диаметром не более 70 мм
- заточка инструмента
Станок должен эксплуатироваться в закрытых сухих бытовых помещениях, кpoме жилых. После 15 минут работы останавливайте устройство на 10 мин для охлаждения двигателя. Через каждые 500 час. работы устройства необходимо производить смазку подшипников фуговального барабана и электродвигателя.
Для смазки подшипников фуговального барабана необходимо: отвернуть гайки 20, снять крышки 21, удалить старую смазку и заполнить подшипник новой в количестве 3—5 граммов на подшипник.
Смазку подшипников электродвигателя производить в мастерских по ремонту бытовой техники.
В качестве смазки можно применять любую смазку для подшипников качения.
Исполнение по степени защиты влаги – незащищенное.
Станок УБДН-1 может работать в следующих условиях.
- высота над уровнем моря – до 1000 м;
- температура окружающего воздуха – от плюс 5 до плюс 40 °С;
- относительная влажность окружающего воздуха – не более 80% при температуре плюс 20 °С.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 230 В частотой 50 Гц. Машины не требуют стационарного заземления.
Описание конструкции деревообрабатывающего станка УБДН-1
Устройство состоит из сборного корпуса, в котором установлен приводной асинхронный однофазный электродвигатель. Система крепления двигателя — «мягкая». Вращение от двигателя на вал фуговального барабана осуществляется с помощью клиноременной передачи. Шкив на валу двигателя изготовлен из изоляционного материала. Корпус устройства изолирован от токоведущих частей двойной изоляцией. При ремонте привода двойную изоляцию необходимо сохранять. Выступающие концы вала фуговального барабана служат для установки различных сменных инструментов и приспособлений. В средней части вала установлен барабан с закрепленными на нем ножами для фугования пиломатериалов. Кроме этого, к корпусу устройства крепятся стол для фрезерных и сверлильных работ и токарное приспособление.
Включение устройства производится выключателем, находящимся на боковой стенке устройства.
Комплект поставки деревообрабатывающего станка УБДН-1

- Устройство в сборе – 1 шт
- Ящик упаковочный – 1 шт
- Плита верхняя с защитным козырьком рис.1 + поз.3,2,5 – 1 шт
- Угольник рис.1 + поз.1 – 1 шт
- Стол с упорами рис.4 поз.24,25,26 – 1 шт
- Труба рис.5 + поз.35 – 1 шт
- Кронштейн рис.5 + поз.34,29 – 1 шт
- Стойка рис.5 + поз.33,30,31 – 1 шт
- Втулка рис.5 + поз.28 – 1 шт
- Кожух шлифовального круга рис.6 поз.37,38,39 – 1 шт
- Втулка
- Шайба стальная рис.1,6 + поз.11 – 1 шт
- Шайба картонная рис.6 + поз.40 – 1 шт
- Шайба картонная рис.6 + поз.42 – 1 шт
- Гайка М12 рис.1,6 + поз.9 – 1 шт
- Толкатель рис.3 + поз.18 – 1 шт
- Защитное ограждение фуговального барабана рис.3 + поз.19 – 1 шт
- Защитное ограждение сверлильного патрона рис.4 + поз.22 – 1 шт
- Кожух дисковой пилы рис.1 + поз.7 – 1 шт
- Винт М 6х12 – 1 шт
- Пила дисковая рис.1 + поз.8 – 1 шт
- Круг шлифовальный ПП 125х20х32=Э=К рис.6 + поз.41 – 1 шт
- Фреза концевая – 1 шт
- Резец для токарных работ рис.5 + поз.36 – 2 шт
- Нож строгальный рис.2 + поз.13 – 2 шт
- Патрон сверлильный рис.4 + поз.23 – 1 шт
- Ключ специальный – 1 шт
- Руководство по эксплуатации – 1 шт
Приспособления:
Приспособление для производства токарных работ, в которое входит:
Приспособление для заточки инструмента, в которое входят:
Вспомогательные приспособления:
Инструменты:
Вспомогательные инструменты:
УБДН-1 Общий вид комбинированного деревообрабатывающего станка


Фугование пиломатериалов на комбинированном станке УБДН-1
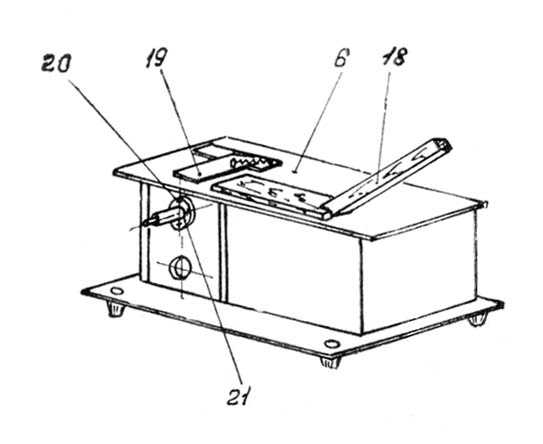
Перечень деталей для фугования на комбинированном станке УБДН-1 (рис.3)
- 6 — плита
- 18 — толкатель
- 19 — ограждение фуговального барабана
- 20 — гайка
- 21 — крышка подшипника
Для Фугования пиломатериалов на комбинированном станке УБДН-1 необходимо:
- Установить ножи согласно рис. 2;
- Установить защитное ограждение 19 фуговальных ножей. При этом шип ограждения должен войти в отверстие плиты 6;
- Закрепить ограждение винтом М6, который устанавливается при повороте защитной планки (красного цвета) до упора по часовой стрелке;
- Включить устройство и осуществить подачу пиломатериала
При подаче пиломатериала планка красного цвета защитного ограждений 19 отходит, открывая фуговальные ножи. После прохода материала под действием пружины планка возвращается в исходное положение, закрывая ножи, предохраняет руки в опасной зоне.
Сверление и фрезерование пиломатериалов на комбинированном станке УБДН-1
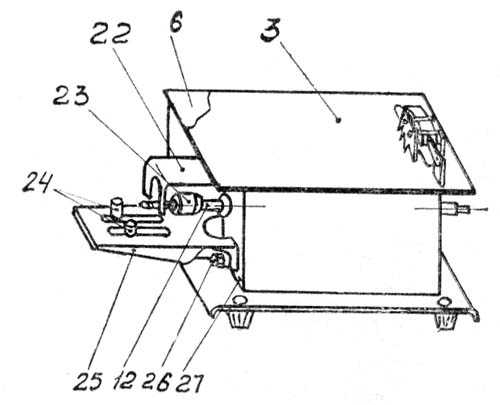
Перечень деталей для сверления и фрезерования на комбинированном станке УБДН-1 (рис.4)
- 3 — плита верхняя
- 6 — плита
- 12 — вал
- 22 — ограждение патрона
- 23 — патрон
- 24 — упоры
- 25 — стол
- 26 — фиксатор
- 27 -стойка
Для выполнения cверления и фрезерования пиломатериалов на комбинированном станке УБДН-1 необходимо:
- Отвернуть 6 винтов крепления плиты 6 и снять ее. Отвернуть со стола 25 установленные на нем два фиксатора 26 с гайками М6 Гайки завести в прорези, имеющиеся с внутренней стороны стойки 27 и прикрепить к стойке 27 стол 25 при помощи фиксаторов 26, ввернув их в гайку сквозь отверстия в стенке стола 21>,
- Установить защитное ограждение 22. Для этого направляющие штыри ограждения 22 вставить в прорези стойки 27, установить о внутренней стороны штырей шайбы и зашплинтовать их приложенными шплинтами. При установке ограждения 22 пружины должны остаться снаружи устройства.
- Поставить стол 25 на необходимую высоту, упоры 24 на необходимую глубину сверления (фрезерования)
- После этого установить на место плиту 6, предварительно заведя уголок ограждения 22 в пазы этой плиты
- Установить плиту 3 в нерабочее положение (см. рис. 4)
- Насадить на конический конец вала 12 сверлильный патрон 23 и укрепить в нем сверло (фрезу)
- Включить устройство и осуществить подачу материала
Если сверло заклинило и вал остановился, необходимо немедленно выключить устройство и осторожно вынуть сверло.
Токарная обработка на комбинированном станке УБДН-1
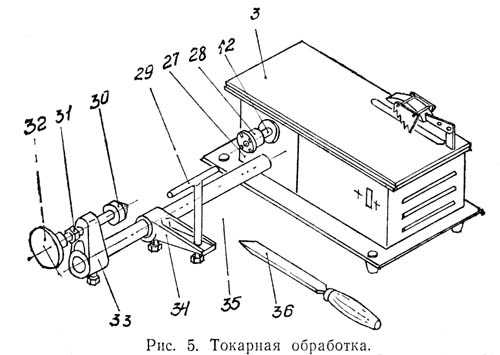
Перечень деталей для токарной обработки на комбинированном станке УБДН-1 (рис.5)
- 12 — вал
- 28 — втулка
- 27 — стойка
- 29 — подручник
- 30 — конус
- 31 — гайка
- 32 — маховик
- 33 — стойка
- 34 — кронштейн
- 35 — труба
- 36 — резец
Для выполнения токарной обработки на комбинированном станке УБДН-1 необходимо:
- Установить плиту 3 в нерабочее положение (см. рис. 5)
- Завести трубу 35 в отверстия, имеющиеся в нижней части стоек 27 и закрепить ее двумя болтами внизу устройства. При этом нужно следить, чтобы заостренные концы болтов вошли в отверстия, имеющиеся в трубе, и надежно зафиксировали ее.
- Установить на вал 12 втулку 28 (резьба левая)
- Установить на трубу 35 кронштейн 34 с подручником 29, стойку 33. Стойка, кронштейн и подручник устанавливаются в необходимое положение в зависимости от размеров обрабатываемой заготовки и закрепляются болтами.
- Установить заготовку между втулкой 28 и конусом 30
- Поджать заготовку маховиком 32 и законтрагаить гайкой 31
- Включить устройство и приступить к обработке заготовки с помощью резцов 36
- Стакан, входящий в комплект устройства, предназначен для внутренней токарной обработки. Он устанавливается вместо втулки 28
Заточка инструмента на комбинированном станке УБДН-1
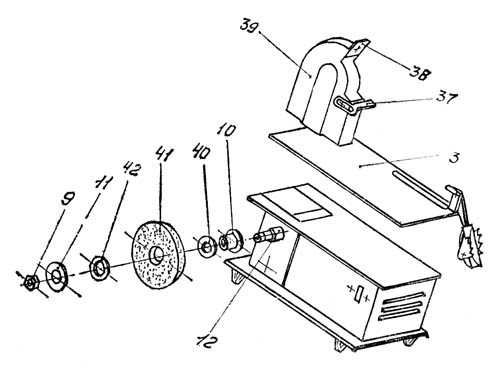
Перечень деталей для заточки на комбинированном станке УБДН-1 (рис.6)
- 3 — плита верхняя
- 9 — гайка
- 11 — шайба стальная
- 12 — вал
- 37 — подручник
- 38 — планка
- 39 — кожух шлифовального круга
- 10 — втулка
- 40 — шайба картонная
- 41 — круг шлифовальный
- 42 — шайба картонная
Для выполнения заточки инструмента на комбинированном станке УБДН-1 необходимо:
- Установить на вал 12 шлифовальный круг 41 и закрепить его с помощью картонных шайб 40, 42, стальной шайбы и, втулки 10 и гайки 9;
- Установить кожух 39. При этом выступы в нижней части кожуха должны войти в отверстие нижней плиты устройства;
- Установить плиту 3 в нерабочее положение и сквозь отверстие в плите и кожухе 39 завернуть винт М6, прикрепив плиту и кожух к стойке 27;
- Установить в необходимое положение подручник 37 на кожухе 39;
- Перед началом работы шлифовальный круг в течение 2 минут должен быть подвергнут вращению вхолостую.
Расширение возможностей комбинированного станка УБДН-1 (В. Г. Шириков)
Внесение несложных изменений в конструкцию станка УБДН-1 позволит расширить его возможности, например, изготавливать из досок вагонку для обивки стен садового домика, делать различные наличники, плинтуса, уголки, рейки, штапики, оконные и дверные переплеты и другие изделия. Выбирать на заготовках из древесины четверти и пазы разных размеров, делать овал, желобок и т.д.
Изготовление вагонки на станке УБДН-1
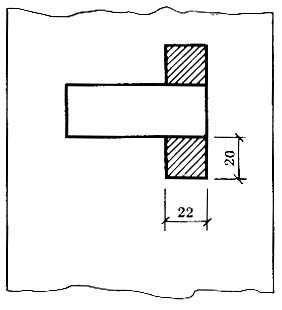
Прежде всего в верхней плите станка необходимо сделать дополнительные вырезы-проемы в отверстии для фуговального барабана, как указано на рис. 1. Размер вырезов составляет 22х20 мм. Это дает возможность применять режущий инструмент шириной до 20 мм и выбирать паз, четверть и т. д. на глубину до 12-15 мм. При устройстве вырезов качество фугования пиломатериалов не ухудшается.
Дополнительные вырезы в верхней плите УБДН-1 комбинированного станка УБДН-1. Рис.1
К металлическому направляющему уголку необходимо прикрепить на двух болтах дополнительно деревянную планку толщиной 25 мм, шириной 50 мм и длиной 600 мм, приладив ее с внутренней стороны уголка. На планке выбирается овальное углубление для барабана с ножами.
Самодельные ножи для комбинированного станка УБДН-1. Рис.2
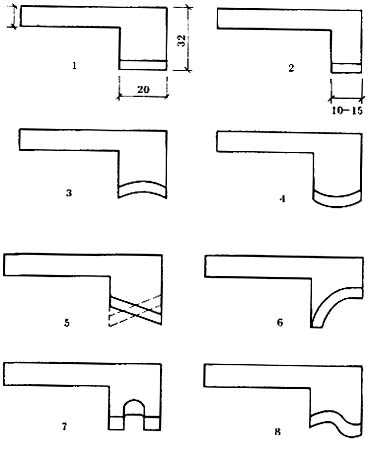
После этого усовершенствования вам остается изготовить необходимый на ваше усмотрение инструмент (ножи). Можно, например, изготовить из инструментальной стали (рис. 2). Перемещая направляющий уголок и обрабатываемое изделие или заготовку, можно выбирать четверти и пазы разных размеров с одной или нескольких сторон заготовки. Обработку, возможно, придется вести разными ножами, изменять их положение, так как за один пропуск ножу не всегда удается выбрать нужный профиль.
- Нож для выборки пазов и четвертей
- Нож для выборки пазов и четвертей
- Нож для создания овала
- Нож для выборки желоба
- Нож для снятия фасок
- Нож для изготовления штапиков
- Нож для выборки шипов
- Нож для изготовления наличников
Паз или четверть лучше выбирать за два приема, сначала производить обработку на глубину 5-7 мм, а затем уже добиваться нужной глубины обработки 10-15 мм).
Незаменимым инструментом для выборки четвертей, а особенно пазов и канавок являются фрезы, приобрести которые можно в магазинах инструментов. При покупке инструмента (дисков и фрез) обращайте внимание на диаметр отверстия в инструменте, так как он должен быть равен 32 мм.
Увеличение толщины пиломатериалов при пилении на комбинированном станке УБДН-1
Одним из серьезных недостатков станка является то, что, согласно заводской инструкции, на нем разрешается раскрой досок толщиной не более 25 мм, тогда как в домашних условиях нередко возникает потребность в распиловке досок большей толщины.
Устранить этот недостаток можно применив дисковую (продольную) пилу заводского изготовления диаметром 200 мм с крупным зубом, что позволило вести раскрой досок толщиной 50 мм и более.
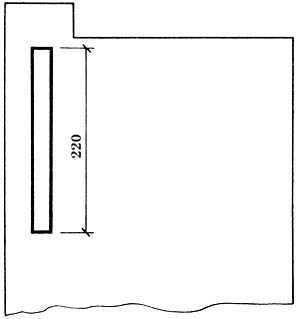
Для этого необходимо изготовить дополнительно новую верхнюю плиту. Я ее сделал сам из обрезка листовой стали. Конструкция плиты, размеры и форма аналогичные заводской, имеющейся в комплекте устройства. Однако необходимы и нововведения – на левой стороне плиты делается выступ 50х50 мм, длина паза в плите для прохода диска пилы увеличивается до 210-220 мм (рис. 3).
Дополнительная плита для комбинированного станка УБДН-1. Рис.3
Придется изготовить также новый защитный кожух для диска пилы из листовой стали. Он делается аналогично имеющемуся в комплекте, но больших размеров (не менее 210-220 мм) и несколько измененной конструкции крепления к станку. Без кожуха работать на станке нельзя. Кожух устанавливаю и при работе с заводскими наждачными дисками, диаметр которых 200 мм, а толщина 3 мм.
Диском удается вырезать необходимые металлические заготовки из уголка, листовой и арматурной стали, затачивать инструменты, сверла, резать проволоку и т. д.
При пользовании фрезой 023-02 Х6вФ необходимо изготовить из древесностружечной плиты накладку (плиту) на плиту станка, ибо имеющаяся в комплекте заводская верхняя плита, применяемая для раскроя досок, в этом случае не годится. Для крепления накладки к плите станка используются имеющиеся в плите отверстия и направляющий уголок. При этом болты крепления уголка к плите заменяются на более длинные. В плите необходимо выбрать паз для фрезы.
УБДН-1. Видеоролик
Технические характеристики комбинированного станка УБДН-1
| Наименование параметра | ИЭ-6009 | УБДН-1 |
|---|---|---|
| Операции, выполняемые на станке | ||
| Распиловка продольная, поперечная | + | + |
| Строгание по плоскости, по ребру | + | + |
| Распиловка под углом | + | – |
| Фрезерование дисковой фрезой (отбор четверти) | + | + |
| Сверление | + | + |
| Фрезерование цилиндрической (торцовой) фрезой | + | – |
| Основные параметры станка | ||
| Толщина распиливаемой заготовки, мм | 45 | 25 |
| Наибольшая ширина фугования (строгания), мм | 200 | 100 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 2,4 | |
| Частота вращения ножевого барабана на холостом ходу, об/мин | 5000 | 3500 |
| Частота вращения пилы на холостом ходу, об/мин | 2200 | 3500 |
| Количество строгальных ножей | 2 | 2 |
| Сверление. Фрезерование | ||
| Диаметр хвостовика сверла, мм | 3..16 | 6 |
| Диаметр хвостовика для установки сверлильного патрона, мм, мм | Конус Морзе В18 | |
| Электрооборудование станка | ||
| Род тока питающей сети | 220В 50Гц | 220В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель – номинальная мощность, кВт | 1,7 | 0,58 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 700 х 670 х 420 | 415 х 820 х 240 |
| Масса станка БРУТТО, кг | 53 | 18 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
stanki-katalog.ru
Комбинированные станки: плюсы и минусы
Малым деревообрабатывающим компаниям сложно создать собственный цех станков. Этому может помешать недостаток финансирования или ограниченная площадь производственных помещений. Для выпуска небольших партии изделий из дерева можно использовать один комбинированный станок.
Парк универсальных станков различного технологического назначения, необходимый для изготовления даже несложных деревянных изделий, может состоять из целого ряда разных станков: круглопильных, фуговальных, рейсмусовых, фрезерных, сверлильно-пазовальных и шлифовальных. Для создания такого цеха требуется большая производственная площадь и разветвленная система удаления отходов обработки, что в итоге приводит к значительным инвестициям в приобретение, установку и эксплуатацию этого оборудования. Однако для изготовления многих видов изделий из древесины все эти станки не нужны. Малые деревообрабатывающие предприятия могут создать производство на основе комбинированных деревообрабатывающих станков. Эти станки могут использоваться во вспомогательных цехах ремонтно-строительных и жилищно-эксплуатационных организаций, в фермерских хозяйствах – везде, где нужно выпускать небольшие партии изделий при сравнительно невысоких требованиях к их точности.
Комбинированные станки относятся к группе универсальных станков и предназначены для последовательного выполнения основного ряда технологических операций по обработке древесины. На этих станках может выполняться фугование, пиление – продольное, поперечное (торцевание) и под углом, фрезерование, сверление, пазование и т.д. В наименовании таких станков, сконструированных в советское время, вначале стоит буква «К» (комбинированный), за ней обычно следует цифровое обозначение ширины фуговального или рейсмусового стола, а затем – номер модификации: К-40М-1, КС-1 и т.д. Конструкции таких станков разрабатывались в соответствии с ГОСТ 15995 «Станки комбинированные и универсальные по дереву. Основные параметры и размеры». Модели отличаются не только набором выполняемых технологических операций, но и техническими параметрами: размерами обрабатываемой заготовки, частотой вращения инструмента и его диаметром, степенью механизации, установленной мощностью. Масса комбинированного станка может достигать одной тонны. В таблице 1 представлены примерные характеристики деревообрабатывающих комбинированных станков.

К комбинированным станкам относятся и многие бытовые станки, мощность которых не превышает 3 кВт. Каждое предприятие выпускает бытовые станки по собственным техническим условиям. Они могут выполняться конструктивно как в напольном, так и настольном варианте. Габариты настольного станка небольшие: высота стола относительно основания не более 300 мм, длина – около 750 мм, ширина – до 500 мм. Вес станка – 35–50 кг. Мощность электродвигателя настольных станков редко превышает 1 кВт (рис. 1).

Рис. 1. Настольный комбинированный станок Jet Performax-320
Габариты напольных станков больше, чем настольных, а вес их может достигать 200 кг (рис. 2). Для удобства перемещения некоторые станки оснащены опускающимися транспортными колесиками. Недостаточная мобильность напольных станков компенсируется более точной и качественной обработкой деталей – этому способствуют увеличенные базовые поверхности столов и направляющих линеек. В качестве примера можно привести российские станки «Энкор Корвет-320», «Фермер-4» и КЛ-96, китайские Master-200 и JWP-15, белорусский станок ИЭ-6009 А2 и немецкий MULTI 310 G. Существуют станки, комплектующиеся дополнительными модулями, позволяющими выполнять и более сложные операции – токарные, шипорезные, шлифовальные и т.д. Разработана даже конструкция комбинированного станка для фермеров, комплектующаяся дробилкой для зерна и грубых кормов. Торговые компании предлагают широкий выбор комбинированных станков на любой вкус и кошелек.

Рис. 2. Напольный комбинированный станок «Энкор Корвет-323»
Устройство комбинированного станка
Основой комбинированного станка является чугунная литая или стальная сварная станина, иногда даже сборная из штампованных элементов. Естественно, чем жестче и тяжелее станина, тем выше качество обработки из-за сокращения вибраций, но мобильность станка при этом снижается. На верхней части станины монтируется механизм резания – ножевой вал с дополнительными посадочными местами под крепление режущего инструмента – шейками для установки круглой пилы, фрезы либо шлифовального круга, конусом Морзе (внутренним или наружным) под крепление сверлильного патрона, сверл большого диаметра или опционных насадок, например, шлифовальной оправки.
На большинстве комбинированных станков рабочие зоны разнесены на разные стороны станины, например, на станке К5-400 можно работать с четырех сторон. Справа находится первая зона обработки, где осуществляется продольное распиливание заготовок по длине круглой пилой с помощью продольной направляющей линейки, а также их торцевание и зарезка «на ус» под углом. Причем подача заготовок на пилу может осуществляться как по столу, что оптимально для длинных, но узких заготовок, так и с использованием каретки, что особенно удобно при раскрое древесных плитных материалов по формату. С этой же стороны расположен вертикальный фрезерный шпиндель с направляющими линейками для продольного фрезерования. При фрезеровании с помощью этого шпинделя шипов на торцах деталей используется та же каретка, что и при пилении.
Вторая зона включает установленные на левой стороне станины фуговальные столы, а между ними – ножевой вал фуганка. Этот же ножевой вал используется и совместно со сверлильным и пазовальным устройством для формирования отверстий и скругленных продольных пазов, образуя третью рабочую зону. Четвертая рабочая зона находится с противоположной зоне пиления торцевой стороны станка и используется при рейсмусовании заготовок. Если при фуговании подача заготовок осуществляется на станке справа налево, то при рейсмусовании – в противоположную сторону.
Механизмом резания в обоих случаях является один и тот же ножевой вал, расположенный в этих процессах относительно заготовки, соответственно, снизу или сверху, а подача заготовок всегда направлена навстречу вращению резцов. Приводом механизма резания в большинстве случаев является асинхронный электродвигатель, схема подключения которого дает возможность станку работать как от промышленной сети трехфазного тока, так и от бытовой однофазной. Последний вариант включения наиболее характерен для комбинированных бытовых станков.
Напряжение сети может значительно отличаться от номинального изза неравномерной загрузки фаз. Это вызывает определенные проблемы с запуском электродвигателя, так что возможность выбора способа подключения станка к сети дает его владельцу определенные преимущества. Для станков российского производства наиболее характерно включение трехфазного электродвигателя в однофазную сеть с использованием конденсаторной схемы. Несмотря на то, что это снижает мощность, развиваемую двигателем, такой способ его запуска проще и дешевле в реализации, обладает высокой надежностью и не требует квалифицированного технического обслуживания. В большинстве конструкций импортных станков устанавливается электронный блок, позволяющий обеспечивать плавный запуск двигателя и регулировать его обороты.
Крутящий момент от электродвигателя на ножевой вал передается через ременную передачу, чаще всего клиновую. Электродвигатель устанавливается внутри станины и может либо перемещаться по направляющим, либо качаться вокруг оси подмоторной плиты, что позволяет регулировать усилия натяжения ременной передачи. Относительно ножевого вала на станине компонуются и остальные элементы станка, в первую очередь, базирующие – передний и задний фуговальные столы, пильный стол, пазовальный стол, направляющие линейки, прижимы, защитные элементы. В станках, способных осуществлять рейсмусование, под ножевым валом на станине монтируется рейсмусовый стол, настраиваемый по высоте. С боковой стороны станины монтируется приспособление для сверления, пазования, шлифования, а иногда и для заточки инструмента.
Основные технологические схемы обработки заготовок
Первой технологической операцией является продольный и поперечный раскрой пиломатериала. В первом случае (рис. 3) заготовка 3 укладывается на пильный плоский стол 1 и базируется своей кромкой по направляющей линейке 4, установленной параллельно плоскости пильного диска 2. Ширина отпиливаемой заготовки устанавливается по расстоянию между диском пилы и плоскостью направляющей линейки.
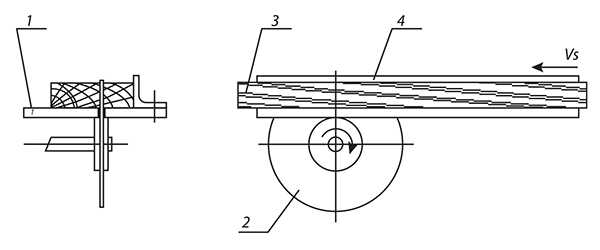
Рис. 3. Схема продольного пиления
Направляющая линейка перемещается относительно пилы вручную чаще с помощью винтового механизма, а величина перемещения контролируется по шкале. Во втором случае, когда возникает необходимость распиливания деталей поперек волокон и под другими углами к продольной оси заготовки, используют базирующий поворотный кронштейн. Для этого в продольный паз вдоль пильного стола станка, также параллельный пильному диску, устанавливается этот кронштейн, позволяющий базировать заготовку на столе под нужным углом и перемещаться вручную вместе с ней на вращающийся пильный диск. Иногда такой кронштейн снабжается эксцентриковым зажимом заготовки. Зона резания круглой пилы защищается специальным приспособлением. Сама пила закрывается регулируемым защитным кожухом, устанавливаемым по высоте в соответствии с толщиной распиливаемой заготовки. Иногда на этом кожухе может быть установлена когтевая завеса, препятствующая выбросу детали при встрече пилы с крупным сучком или гвоздем, а также вылету сучков и щепок из зоны резания в сторону оператора.
Вместо пилы на консольной посадочной шейке ножевого вала может устанавливаться цилиндрическая или профильная фреза, позволяющая осуществлять операции плоского или профильного фрезерования. В этих случаях появляется возможность с помощью направляющей линейки выбирать по кромке детали четверть или профиль – калевку. Следующей технологической операцией после раскроя является фугование – создание плоской поверхности заготовки по пласти или кромке как базы для дальнейшей обработки. Режущим элементом фуговального станка является ножевой вал 5, установленный между двумя столами – передним и задним. Столы параллельны друг другу и оси ножевого вала. Задний стол устанавливается неподвижно на станине станка по высоте в плоскости, касательной окружности резания ножей вала. Передний стол может перемещаться по высоте параллельно заднему с целью настройки на величину снимаемого припуска. Заготовка 3 укладывается на передний стол кривизной (выпуклостью) вверх, прижимается к нему вручную и обеими руками подается на ножевой вал. При наличии значительной кривизны заготовка может пропускаться на станке несколько раз.
В большинстве конструкций станков передний стол фуговального станка, а следовательно, и снимаемый припуск, имеет плавную ручную регулировку по высоте. Существуют станки, в которых для упрощения конструкции фуговальные столы представляют собой единую плоскую плиту, на заднюю поверхность которой за ножевым валом крепится стальная пластина толщиной 1–1,5 мм, что соответствует постоянной (нерегулируемой) толщине снимаемого припуска. Иногда литой задний стол относительно переднего имеет ступеньку по высоте, равную, как и в первом случае, толщине пластины. Операция фугования является одной из наиболее опасных в деревообработке. В фуговальных станках вращающийся между передним и задним столами ножевой вал закрывается подвижной шторкой, отодвигаемой в процессе подачи самой заготовкой, что исключает попадание пальцев рук в зону резания. Комбинированные станки, оснащенные рейсмусовым столом 1 (рис. 4), позволяют производить обработку детали в заданный размер по толщине. Подача заготовки 3 может осуществляться по направляющей линейке 4 либо с помощью ручного привода подачи заготовки (за счет вращения маховика, приводящего во вращение подающие вальцы 6), либо электромеханическим приводом. Для исключения выброса заготовки из зоны резания в сторону оператора предусмотрена когтевая завеса 7. Перемещением стола по высоте регулируется размер детали по толщине.
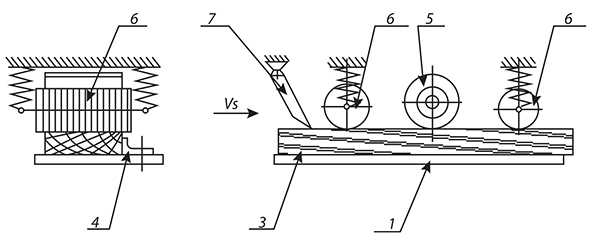
Рис. 4. Схема обработки детали при одностороннем рейсмусовании
Сверление и пазование на комбинированном станке осуществляется следующим образом (рис. 5): в закрепленный на консольном конце ножевого вала цанговый или трехкулачковый патрон устанавливается сверло 8 (или фреза) диаметра, соответствующего диаметру отверстия или ширине паза. Затем настраивается положение оси отверстия относительно базовой поверхности детали, для чего базирующий столик 1 сверлильно-пазовального приспособления ставится на нужный размер по высоте. Обрабатываемая заготовка 3 базируется по направляющей линейке 4, фиксируется на столике и далее надвигается на вращающееся сверло или концевую фрезу. При пазовании после заглубления концевой фрезы на заданную глубину заготовка со столиком перемещается на длину паза по упорам или разметке. При большой глубине паза его обработка возможна за несколько проходов последовательным ступенчатым заглублением вдоль оси фрезы до нужной глубины.
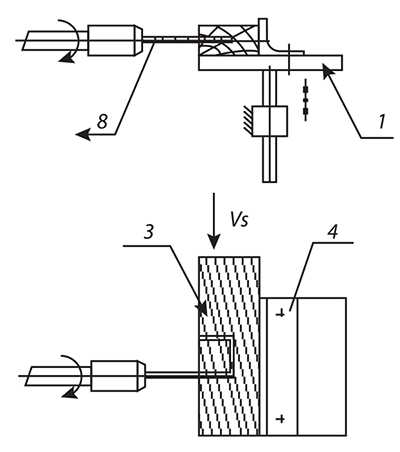
Рис. 5. Схема сверления и пазования детали
Установив на посадочную шейку станка вместо пилы абразивный отрезной диск, можно с помощью поворотного кронштейна выполнять резку металлических профилей – труб, уголков и тому подобное. Иногда на комбинированных станках производят заточку инструмента, заменив пилу на абразивный круг. Выполнение подобных операций без специальной оснастки и надежных ограждений режущего инструмента и зоны резания категорически запрещается. Как правило, подача заготовок на комбинированном станке осуществляется вручную. Но существуют станки, на столе которых монтируется съемный вальцовый автоподатчик, позволяющий механизировать подачу заготовок при их продольной обработке – фуговании, фрезеровании или пилении.

Рис. 6. Вальцовый автоподатчик заготовок
Техника безопасности при работе на комбинированном станке
Стремление создать станок с большим числом функций не всегда способствует удобству работы на нем, а зачастую и повышает вероятность получения травм. Поскольку каждая из опций требует защитного кожуха, а на столах станка установлен ряд таких устройств, получается, что зона обработки достаточно сужена. Это требует от станочника внимания, определенных навыков и четкого соблюдения требований техники безопасности при работе на станке. В вопросах безопасности на первый план нередко выходит человеческий фактор. Зачастую лень снять мешающее устройство или установить требуемое ограждение при обработке одной-двух заготовок приводит к травмам. Станки, выпускаемые ведущими зарубежными компаниями, предназначены для выполнения не более шести функций. Чем выше класс станка, его точность и габариты, тем меньше операций он позволяет выполнять. Австрийские промышленные комбинированные станки линейки CF7 фирмы Felder делают не более трех-четырех операций: фугование-рейсмусование, пиление-фрезерование-фугование, пиление-фрезерование-фугование-рейсмусование.
Немецкая компания Metabo выпускает линейку небольших комбинированных станков, которые позволяют выполнять от одной до пяти технологических операций. Причем внутри этой линейки станки различаются по значениям предельных параметров обработки. Например, ширина продольного фрезерования при фуговании и рейсмусовании имеет четыре типоразмера – от 260 до 410 мм. При этом на некоторых станках установлено до трех электродвигателей. Например, комбинированный станок Multi 310G (рис. 7), выпускаемый как для промышленной трехфазной сети 400 В, так и для бытовой 230 В, оснащен тремя электродвигателями. Первый двигатель с частотой вращения ножевого вала порядка 6000 оборотов в минуту используется для привода механизма резания, второй – для привода механизма подачи, третий – для привода резания вертикального шпинделя при фрезеровании. Скорость вращения фрезерного шпинделя может меняться простой переброской рычагом ремня на трехступенчатых шкивах – 4300, 6750 и 8500 оборотов в минуту.

Рис. 7. Напольный комбинированный станок Multi 310G
Станок Multi 310G может оснащаться кареткой для форматного раскроя, а также сверлильно-пазовальным устройством. С помощью каретки можно выполнять как раскрой плитных материалов по формату, так и шипорезные работы на вертикальном фрезерном шпинделе. Станина у станка сварной конструкции, а столы сделаны литыми чугунными. Станок имеет патрубок для подключения к индивидуальному или централизованному устройству сбора стружки и опилок. В одном из отечественных комбинированных станков, выпускавшихся ранее Боровичским заводом деревообрабатывающих станков, для большей безопасности эксплуатации независимые пильный и ножевой валы установлены в виде отдельных механизмов резания на качающемся суппорте. Причем при фрезеровании круглая пила пильного механизма утапливается в станину ниже уровня стола и суппорт жестко фиксируется, и наоборот – при подъеме пилы ножевой вал опускается под стол. Привод обоих механизмов осуществляется от одного электродвигателя разными ветвями клиноременной передачи.
Еще одной разновидностью комбинированного оборудования являются станки револьверного типа. Такой станок состоит из двух жестких торцовых стенок, на которых по продольной оси станка установлен поворотный суппорт. Этот суппорт выполнен в виде квадратной призмы, три боковые стенки которой являются базовыми столами при пилении, фуговании и фрезеровании. На торцах призмы смонтированы цапфы, входящие в расточки боковых стенок станка, вокруг которых осуществляется разворот суппорта из исходного состояния на 90 или 180 градусов при выборе для работы нужной технологической операции. При развороте суппорта на 90 градусов происходит замена пильного стола на фуговальный, а при дальнейшем развороте – на фрезерный стол. При этом рабочий уровень любого из столов относительно уровня пола остается постоянным. В торцовых стенках станка выполнены также специальные отверстия для установки фиксаторов положения суппорта. Внутри суппорта смонтирован электродвигатель привода, ременные передачи, пильный, фрезерный и фуговальный валы, а на наружной поверхности – на базовых столах – крепятся направляющие и прижимные элементы, защитные ограждения.
www.lesindustry.ru