
Топ 10 токарных станков по металлу за 2021 год
1 место
| Ø обработки над станиной | 630 |
| РМЦ | 3000 |
| Макс. обороты | 1250 |
| Мощность , кВт | 15.00 |
| Напряжение | 380В |
| Масса, кг | 5750 |
Токарно-винторезный станок 1М63Н (1М63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.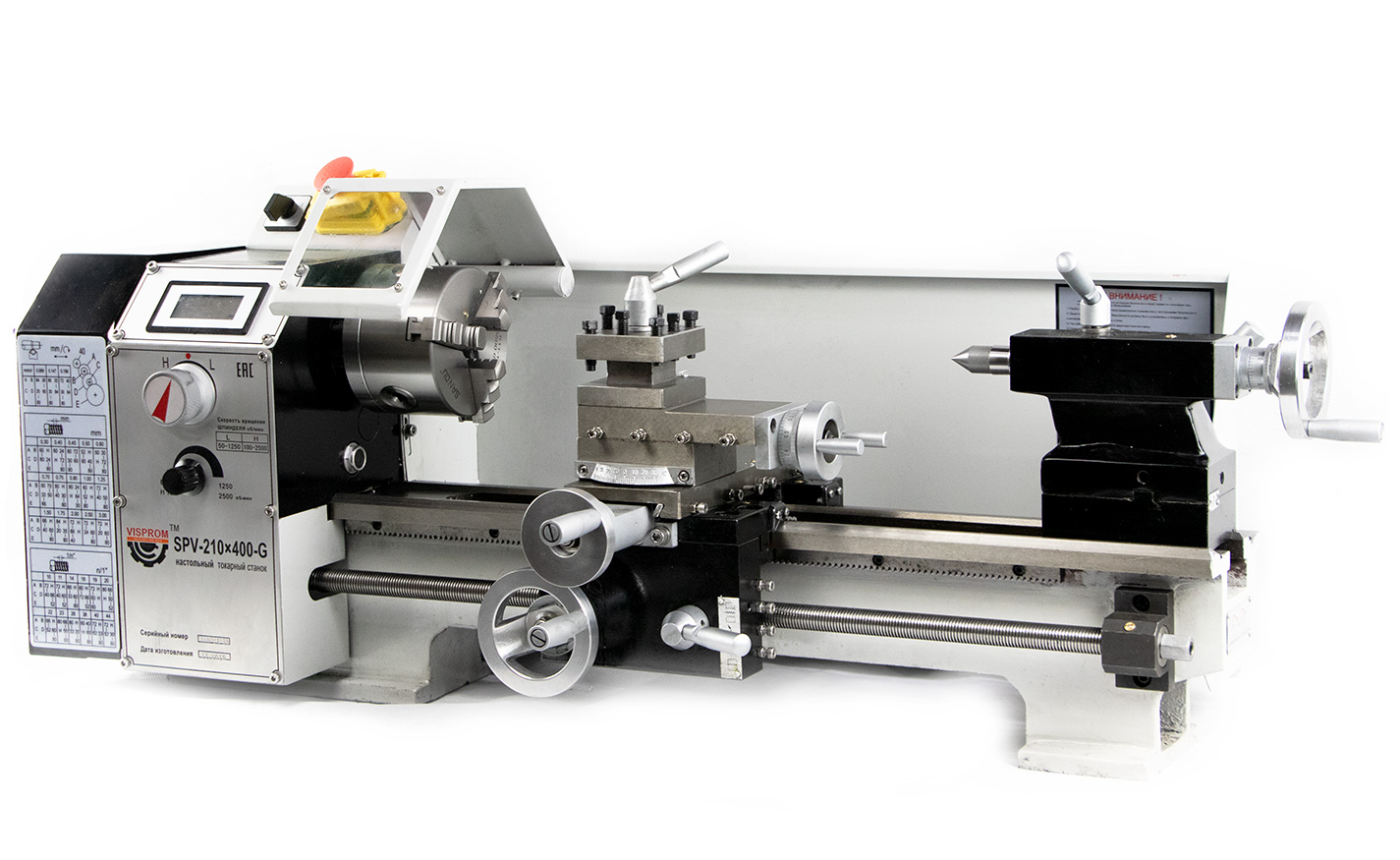
Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Полное описание …2 место
| Ø обработки над станиной | 220 |
| РМЦ | 275 |
| Макс. обороты | 975 |
| Мощность , кВт | 0.75 |
| Напряжение | 380В |
| Масса, кг | 210 |
Настольный токарный станок ТВ-7М (ТВ7М) предназначен для механической обработки изделий из металлов, древесины и пластмасс.
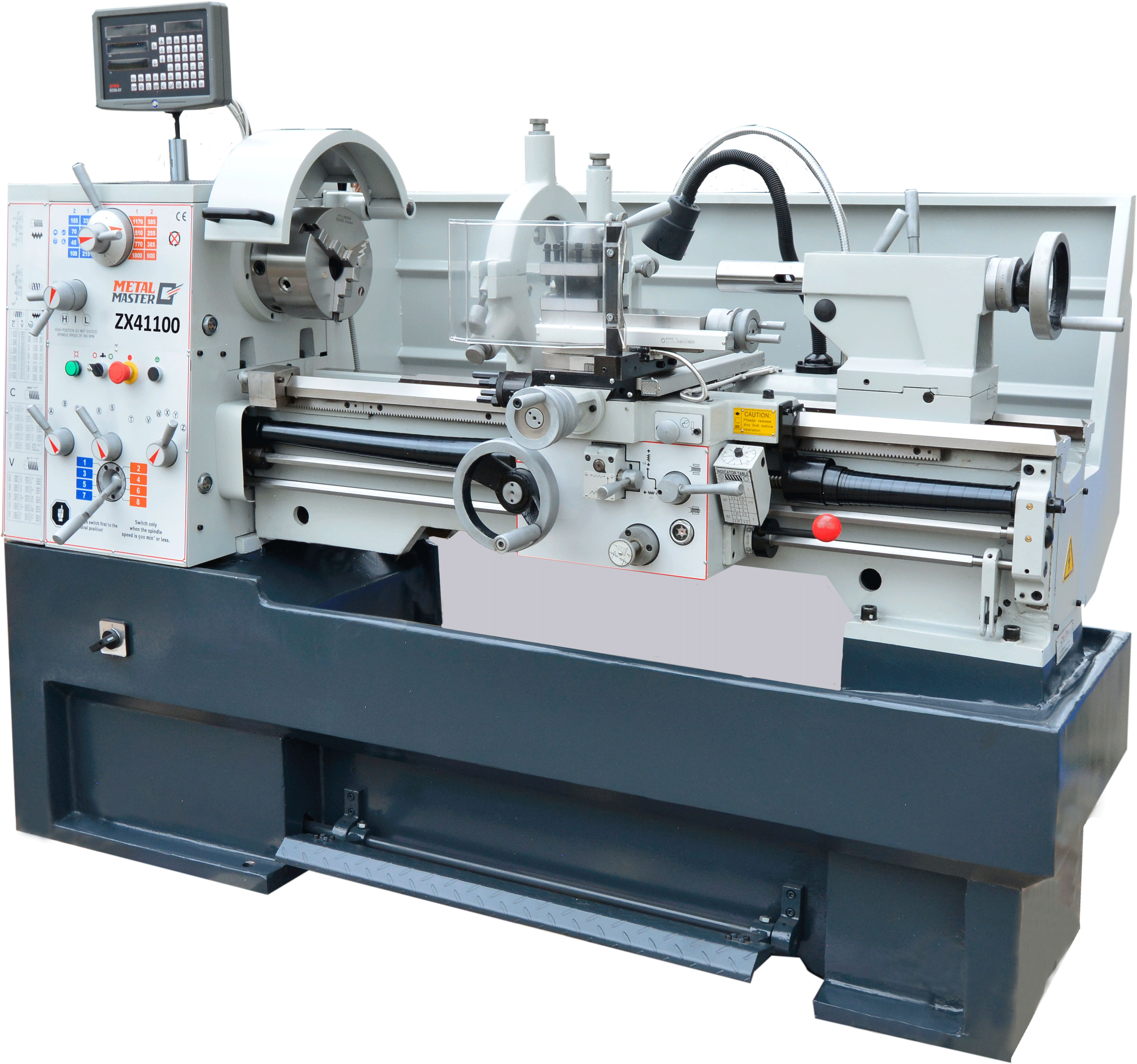
3 место
| Ø обработки над станиной | 500 |
| РМЦ | 1000 |
| Макс. обороты | 2200 |
| Мощность , кВт | 7.50 |
| Напряжение | 380В |
| Масса, кг | 2750 |
Cтанок токарно-винторезный DMTG CKE6150z/1000 с ЧПУ Fanuc (полный аналог 16А20Ф3) предназначен для токарной обработки в один или несколько проходов в автоматическом цикле наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности, включая нарезание резьбы.
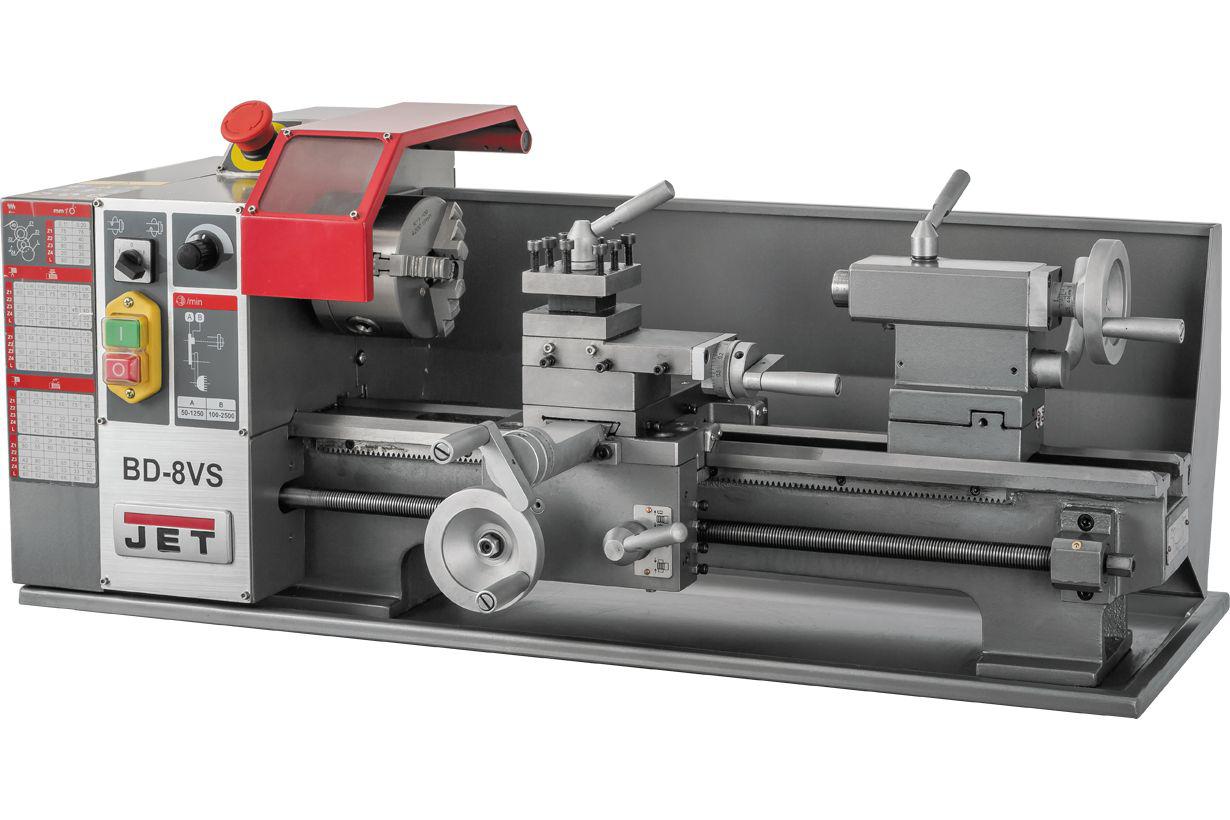
4 место
| Ø обработки над станиной | 100 |
| РМЦ | 170 |
| Макс. обороты | 3800 |
| Мощность , кВт | 0.26 |
| Напряжение | 220В |
| Масса, кг | 13 |
Настольный токарный станок JET BD-3 предназначен для механической обработки изделий из металлов, древесины и пластмасс. Технологические возможности станка могут удовлетворить как профессионала
с самыми разносторонними интересами, так и любителя.
Технологические возможности станка могут удовлетворить как профессионала
с самыми разносторонними интересами, так и любителя.
Малые габариты, низкий уровень шума, возможность подключения станка к бытовой электросети позволяют заниматься техническим творчеством на дому.
5 место
| Ø обработки над станиной | 240 |
| РМЦ | 500 |
| Макс. обороты | 2500 |
| Мощность , кВт | 5.50 |
| Напряжение | 380В |
| Масса, кг | 1180 |
Токарно-винторезный станок 250ИТВМ.
Станок 250ИТВМФ1 дополнительно оснащен системой цифровой индикации.
Станок 250ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием.
Станок 250ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ.
Полное описание …6 место
| Ø обработки над станиной | 220 |
| РМЦ | 525 |
| Макс. обороты | 1000 |
| Мощность , кВт | 1. 10 10 |
| Напряжение | 380В |
| Масса, кг | 230 |
Настольный токарный станок ТВ-9 предназначен для механической обработки изделий из металлов, древесины и пластмасс. Улучшенные характеристики модели ТВ-9 расширили область применения станка. Помимо образовательных учреждений его охотно приобретают предприятия Министерства обороны РФ, специализирующиеся на выпуске передвижных ремонтных мастерских. В 2004г. ТВ-9 успешно прошел испытания в лабораториях 21 НИИИ Минобороны РФ и таким образом относится к продукции двойного назначения.
Полное описание …7 место
| Ø обработки над станиной | 180 |
| РМЦ | 350 |
Макс. обороты обороты | 3000 |
| Мощность , кВт | 0.37 |
| Напряжение | 220В |
| Масса, кг | 44 |
Настольный токарный станок JET BD-7 предназначен для механической обработки изделий из металлов, древесины и пластмасс.
Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому.
Полное описание …8 место
| Ø обработки над станиной | 500 |
| РМЦ | 1000 |
Макс. обороты обороты | 2000 |
| Мощность , кВт | 11.00 |
| Напряжение | 380В |
| Масса, кг | 3100 |
Токарно-винторезный станок ГС526У повышенного класса точности предназначены для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок может применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов.
Особенности конструкции
По заказу покупателя возможно изготовление станка в различных исполнениях. Модификация отображается соответствующим индексом в конце наименования станка и имеет следующие варианты и значения:
Полное описание . ..
..9 место
| Ø обработки над станиной | 250 |
| РМЦ | 550 |
| Макс. обороты | 2000 |
| Мощность , кВт | 0.75 |
| Напряжение | 220В |
| Масса, кг | 120 |
Настольный токарный станок Weiss Machinery WM250V “Универсал” предназначен для различных видов механической обработки деталей типа тел вращения из черных и цветных металлов, их сплавов, пластмасс и др. материалов.
Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Полый шпиндель станка позволяет использовать в качестве заготовки прутковый материал.
Принадлежности, входящие в комплект станка, обеспечивают все его перечисленные возможности.
10 место
| Ø обработки над станиной | 280 |
| РМЦ | 700 |
| Макс. обороты | 2000 |
| Мощность , кВт | 1.50 |
| Напряжение | 220В |
| Масса, кг | 250 |
Универсальный токарный станок JET BD-11GDMA с фрезерной головой.
Особенности JET BD-11GDMA
- Подключение к сети 220 В
- Чугунная станина закалена и отшлифована
- Подача СОЖ и лампа местного освещения
- Тумба в комплекте
- Возможность установки тисков для фрезерных операций
Полное описание …
Сравнительная таблица
| Характеристики | 1М63Н (1М63) | ТВ-7М | CKE6150/1500 | JET BD-3 | 250ИТВМ.01 | ТВ-9 | JET BD-7 | ГС526У | Weiss Machinery 250Vx550 | JET BD-11GDMA |
| Цена | 3750000 | 412000 | 2211255 | 50000 | 1952000 | 548000 | 74000 | 2476744 | 144420 | 310000 |
| Ø обработки над станиной | 630 | 220 | 500 | 100 | 240 | 220 | 180 | 500 | 250 | 280 |
| Ø обработки над супортом | 350 | 100 | 290 | 70 | 168 | 100 | 110 | 275 | 145 | 170 |
| РМЦ | 3000 | 275 | 1000 | 170 | 500 | 525 | 350 | 1000 | 550 | 700 |
| Ø отверстия шпинделя | 105 | 18 | 10 | 25 | 18 | 20 | 55 | 26 | 26 | |
Макс. обороты обороты | 1250 | 975 | 2200 | 3800 | 2500 | 1000 | 3000 | 2000 | 2000 | 2000 |
| ЧПУ | Siemens | |||||||||
| Регулировка частоты вращения шпинделя | Ступенчатая | Ступенчатая | Бесступенчатая | Бесступенчатая | Бесступенчатая | Ступенчатая | Бесступенчатая | Ступенчатая | Ступенчатая | Ступенчатая |
| Мощность | 15.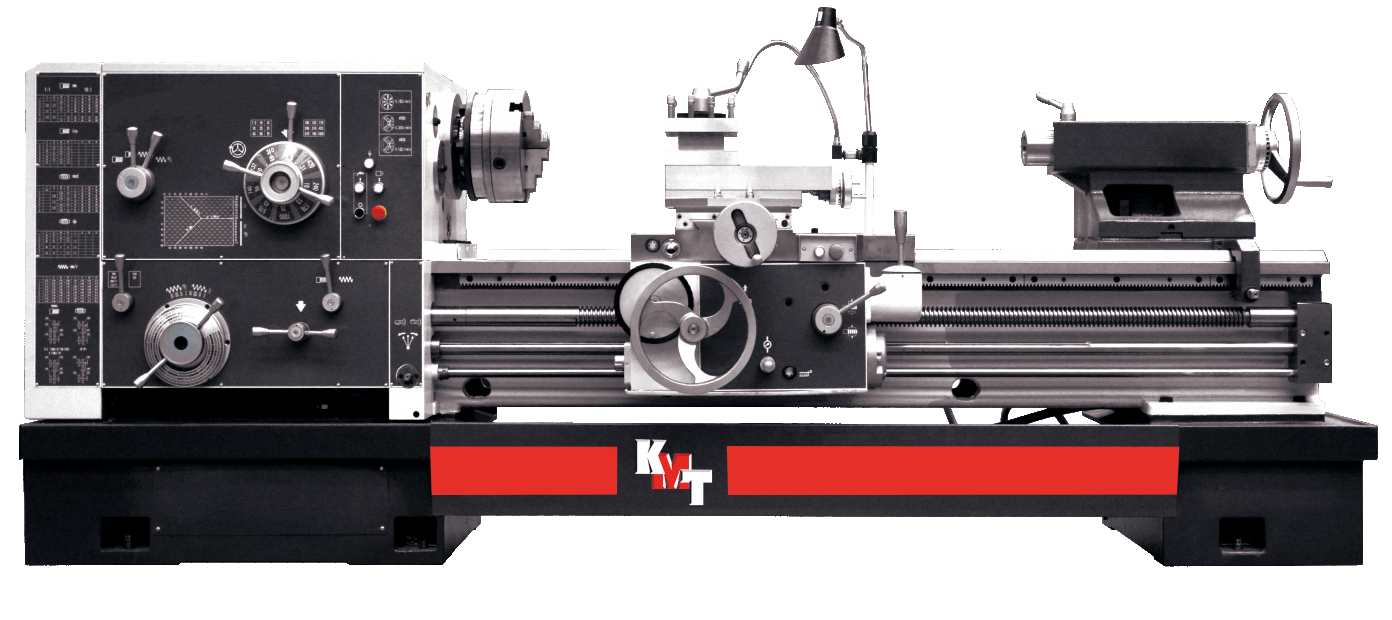 00 00 | 0.75 | 7.50 | 0.26 | 5.50 | 1.10 | 0.37 | 11.00 | 0.75 | 1.50 |
| Напряжение | 380В | 380В | 380В | 220В | 380В | 380В | 220В | 380В | 220В | 220В |
| Масса | 5750 | 210 | 2750 | 13 | 1180 | 230 | 44 | 3100 | 120 | 250 |
| В наличии | 0 | 1 | 1 | 0 | 40 | 0 | 0 | 1 | 6 | 0 |
Токарный станок – принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.
Все части токарного станка установлены на прочной основе — станине. Та часть станка, которая держит и вращает деталь, называется передней бабкой. В ее корпусе имеется шпиндель со ступенчатым шкивом на одном конце и патроном — на другом. У мощных скоростных станков, которыми оснащены наши заводы, шкив заменен коробкой скоростей. На другом конце станины находится задняя бабка, которая удерживает правый конец детали при обработке в центрах. В верхней части корпуса задней бабки находится пиноль, двигающаяся влево и вправо с помощью маховичка с винтом и гайки.
Задняя бабка токарного станка.В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
Для хорошего натяжения ремня у легкого настольного станка можно сделать приспособление, изображенное на рисунке. Ролик удерживает ремень в натянутом состоянии с помощью сильной пружины. Длина шпилек, соединяющих основание приспособления, должна быть несколько больше ширины шкива или равна ей. Ролик с боковинами перемещается по одной из шпилек, как по оси.
Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции.![]() В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
- наибольший диаметр и длина обрабатываемой заготовки;
- наибольший диаметр проката, проходящего через отверстие шпинделя;
- диапазоны регулирования главного привода и подач.
Другие статьи по сходной тематике
Токарно-винторезный станок ГС526У (современный аналог токарного станка 16К20)
Общая информация о универсальном токарном станке ГС526У
Токарно-винторезный станок ГС526У ( аналог снятого с производства токарного станка 16К20 ) предназначен для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок может применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Станки с индексом “У” оснащены фартуками мод. 067.0000.000, 011.0000.000, имеющими собственный привод ускоренного перемещения каретки и суппорта, что улучшает динамику работы станков на ускоренном ходу и коробками подач мод. 077.0000.000, которые позволяют нарезать резьбы 11 и 19 ниток на 1″ без замены сменных зубчатых колес.
Станок может применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Станки с индексом “У” оснащены фартуками мод. 067.0000.000, 011.0000.000, имеющими собственный привод ускоренного перемещения каретки и суппорта, что улучшает динамику работы станков на ускоренном ходу и коробками подач мод. 077.0000.000, которые позволяют нарезать резьбы 11 и 19 ниток на 1″ без замены сменных зубчатых колес.Рекомендуемый инструмент к станку
Технические характеристики универсального токарного оборудования ГС526У
| |||||||||||||||||||||||||||||||||||||
Продажа универсального токарного оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о универсальном токарном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор – ИНТЕРВЕСП,
дата публикации 23.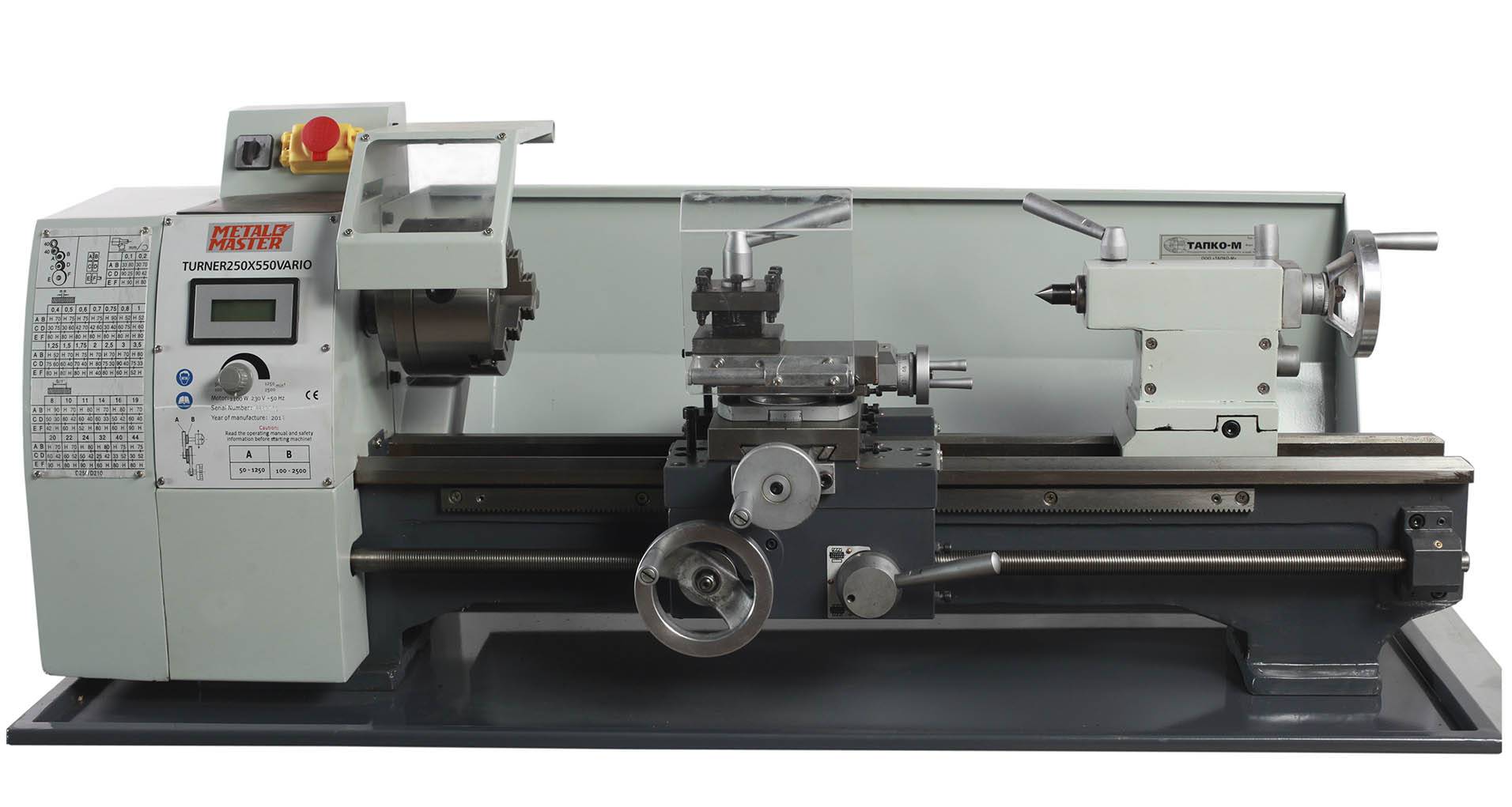 12.2011 12:54, дата последнего изменения 23.12.2011 12:54.
12.2011 12:54, дата последнего изменения 23.12.2011 12:54.
intervesp-stanki.ru © 2002-2020 Все права защищены.
Публикация разрешена с письменного разрешения автора.
Высокоточные станки с ЧПУ – виды, типы и основные функции
14.01.2019
Токарные станки являются важной частью обработки материала. Основная задача токарных станков – механическая обработка заготовок, придание им определенной формы: конусообразная, сферическая, цилиндрическая и т.д. Токарные станки также проделывают дыры путем сверления и нарезают резьбу. Под ЧПУ понимается числовое программное управления, которое используется на современных предприятиях. Токарными станками управляет компьютерная программа с высокой точностью, не допускающая ошибок и обеспечивающая наибольшую точность правильности исполнения работы, а самое главное – её качество.
Основные функции токарных станков:
- изготовление мелких деталей: винты, диски, гайки и т.
 д.;
д.; - сверление отверстий и нарезка резьбы;
- точение и обработка внутренних и внешних поверхностей.
 д.;
д.;Высокоточные станки с ЧПУ делятся на основные группы:
- Карусельные станки. Предназначены для работы с невысокими крупными деталями цилиндрический и конусовидной формы. В некоторых случаях используется оборудование с несколькими стойками.
- Токарно-винторезные станки являются самым распространенным видом станков. Используется на небольших производствах малой серии. Установка системы ЧПУ позволяет сделать обработку заготовок более массовой. Станки данного типа являются наиболее функциональными.
- Автоматические и полуавтоматические станки предназначены для обработки и производства деталей, имеющих сложную форму. К ним относится оборудование, способное обеспечить высокую точность токарных работ. Следуя из названия, автоматический токарный станок используется для массового производства небольших деталей.
Как правильно выбрать оборудование с ЧПУ:
- Первоначально всё зависит от характера проделываемых работ. Станки с ЧПУ наиболее подходят для массового производства, в случае с единичным производством можно обойтись универсальными станками.
- При работе с крупными деталями наиболее подойдут станки карусельные и токарно-винторезные.
- В зависимости от формы детали рассматривается большое количество серий станков. Это является универсальным для каждого типа детали.
 Станки с ЧПУ наиболее подходят для массового производства, в случае с единичным производством можно обойтись универсальными станками.
Станки с ЧПУ наиболее подходят для массового производства, в случае с единичным производством можно обойтись универсальными станками.Токарный станок требует внимательного отношения. Только оно обеспечит целостность всех деталей и обрабатываемых материалов. Вот как происходит работа токарного станка:
- При предварительной подготовке новичкам подойдут симуляторы токарных станков. Только после этого можно приступать к полноценной работе на станке.
- Вся основная работа, то есть обработка детали, проходит за счет вращения. Для изменения формы детали используются инструменты, находящиеся на станке.
- Работать на станках с ЧПУ может даже не опытный работник, так как большинство работы выполняет программа и возможная ошибка со стороны человека сводится к нулю. При отсутствии ЧПУ за станком должен работать только профессионал. В случае работы специалиста со станком с ЧПУ, первому нужно лишь задать конкретную программу и выбрать режим обработки, оптимальной для рабочей заготовки.
- Работа со станками всегда требует осторожности и аккуратности, но при работе на станке с ЧПУ вероятность получения травмы и любой риск значительно меньше. Если в работе станка произойдет какой-либо сбой, программа прекратится и станок остановится. Это обеспечивает высокий уровень безопасности при работе с ЧПУ.
 При отсутствии ЧПУ за станком должен работать только профессионал. В случае работы специалиста со станком с ЧПУ, первому нужно лишь задать конкретную программу и выбрать режим обработки, оптимальной для рабочей заготовки.
При отсутствии ЧПУ за станком должен работать только профессионал. В случае работы специалиста со станком с ЧПУ, первому нужно лишь задать конкретную программу и выбрать режим обработки, оптимальной для рабочей заготовки.Рассмотрим подробнее каждый вид используемых станков.
Карусельные станки используются в таких отраслях производства, как создание медицинского оборудования, робототехника и космонавтика. Работы в данных отраслях должны проходить с максимальной точность. За это отвечают специальные детали, способные различить самую маленькую ошибку в работе станка и обработки детали, вплоть до микронов. Датчики контроля перемещений резца по всей области обеспечивают наивысшую точность на производстве. Различия обычного карусельного станка и карусельного станка с ЧПУ невелика: во втором лишь находится автоматизированный управляющий центр, представляющий собой компьютер из дисплея и клавиатуры упрощенной версии.
Различия обычного карусельного станка и карусельного станка с ЧПУ невелика: во втором лишь находится автоматизированный управляющий центр, представляющий собой компьютер из дисплея и клавиатуры упрощенной версии.
При этом карусельный станок разделяют на два вида: с одной или двумя стойками. Отличие их состоит в том, что двустоечные станки применяются в работе с крупными деталями диаметром от 2,5 до 3 метров. Одна стойка не сможет обеспечить необходимую длину резца и мощность двигателя, в чем и уступает двустоечному станку. Одностоечные станки используются для обработки деталей диаметром до 2 метров.
Токарно-револьверные станки отличаются наличием одной детали – поворотного барабана (револьверная головка). Его основная функция заключается в обеспечении работы нескольких инструментов по обработке одной детали, за счет чего сокращается не только время производства, но и процесс проходит за одну установку станка и не требует дальнейшей переустановки. В некоторых случаях возможно задействование одновременно 12 разных инструментов. Таким образом, одновременно может проводиться несколько разных процессов: резьба, сверление, оттачивание заготовки и т.д.
Таким образом, одновременно может проводиться несколько разных процессов: резьба, сверление, оттачивание заготовки и т.д.
Токарно-револьверные станки разделяются на ручные и станки с ЧПУ. Определяющим при выборе станка данного типа является следующее:
- Как можно большая длина заготовки, ее диаметр и радиус.
- Максимальная скорость вращения при обработке.
- Бесступенчатое регулирование оборотов, позволяющее настроить конкретную процедуру по обработке заготовки.
В случае с токарно-револьверными станками с ЧПУ работа производится полностью автоматизировано. По своим функциям токарно-револьверные станки превосходят токарно-винторезные. В случае с последним была необходимость создавать линию из нескольких агрегатов. Принцип работы винторезных станков основан на передачи заготовки от одного инструмента к другому, тогда как токарно-револьверные способны совершать разную работу одновременно. Чтобы данный процесс проходил без ошибок, необходимо точно определить нужные инструменты и настроить их правильным образом, особенно актуально при обработке сложных деталей с высокими требованиями к обрабатываемой поверхности.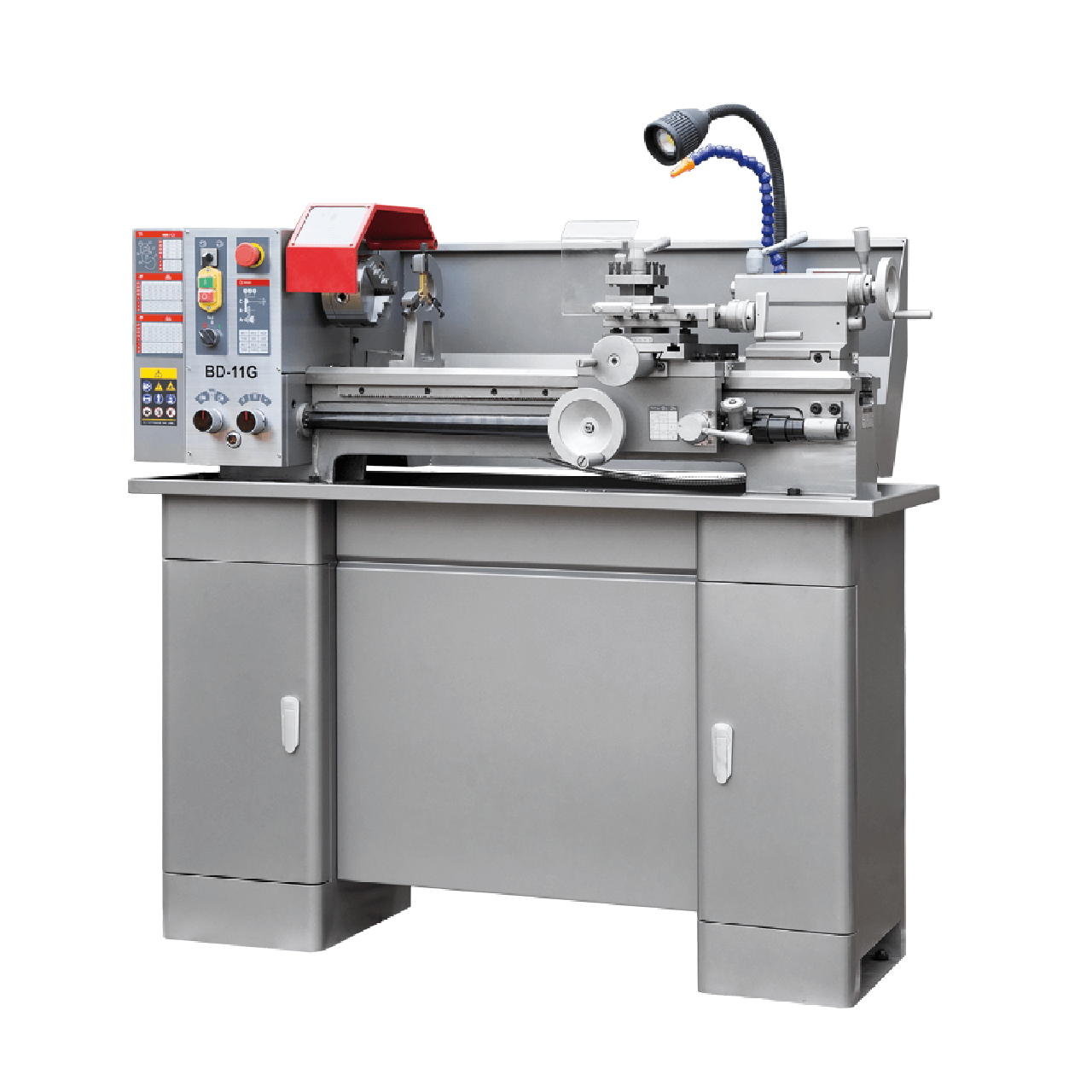
Важной деталью токарно-револьверного станка является шпиндель, так как одну из главных ролей в обработке заготовки играет его вращательный момент. Сам по себе шпиндель – это основная часть любого токарного станка, во время обработки вращающаяся вместе с обрабатываемой деталью. Производительность токарного станка зависит от того, насколько мощная конструкция шпинделя в нем установлена. Чем массивнее конструкция шпинделя, тем более крупные детали может обрабатывать станок.
Также в станках с ЧПУ изменилось расположение станины, на которой монтируются все механизмы. Ее расположение стало наклонным – от 30 до 60 градусов. Снизился уровень засоров частей путем оснащения аппаратов защитными кожухами.
Таким образом, основным и главным плюсом работы на высокоточных станках с ЧПУ является автоматизированная и точная работа станка, позволяющая увеличить объем обработки заготовок, сэкономить время и увеличить качество обрабатываемой заготовки. Всю основную работу выполняет программа, действующая по заданному алгоритму.
Мы рекомендуем
«АТМ Групп» предлагает Вашему вниманию свежий список станков, которые пользуются наибольшим спросом
1П756ДФ3 Станок токарный патронный с ЧПУ, полуавтоматописание, схемы, характеристики
Сведения о производителе токарного станка с ЧПУ 1П756ДФ3
Производителем токарного станка с ЧПУ 1П756ДФ3 является Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
1П756ДФ3 Станок токарный патронный с ЧПУ. Назначение и область применения
Полуавтомат токарный патронный с ЧПУ 1П756ДФ3 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1П756ДФ3 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
На станке 1П756ДФ3 можно производить наружное точение, растачивание, сверление, нарезание резьбы по программе.
Принцип работы и особенности конструкции станка 1П756ДФ3
Токарный полуавтомат 1П756ДФ3 оснащен системой программного управления – Bosch CNC System 5.
Полуавтомат 1П756ДФ3 высокомеханизирован, удобен в управлении, обладает достаточной жесткостью, виброустойчивостью и высокой точностью.
Для получения высокой точности обработки в шпиндельной опоре применяется дуплексированный шариковый подшипник.
Количество зубчатых колес в шпиндельной бабке уменьшено и повышена их точность, увеличена точность направляющих станины и суппорта.
Привод главного движения осуществляется от электродвигателя постоянного тока.
Перемещение суппорта — от высокомоментного электродвигателя постоянного тока со встроенным датчиком обратной связи.
Повышение точности зубчатых колес и сокращение их количества уменьшило вибрации и тепловые деформации шпинделя.
Введение вместо зубчатых передач ременных на скоростном диапазоне 1:1 и на датчике нарезки резьбы позволило уменьшить шум от работы полуавтомата.
На полуавтомате установлены две револьверные головки. Обе головки установлены на одной ползушке и находятся друг от друга на расстоянии, достаточном для обработки деталей в соответствии с руководством полуавтомата:
- Дисковая восьмипозиционная головка с осью, параллельной оси шпинделя
- Четырехгранная головка с осью, перпендикулярной оси шпинделя
Головка восьмипозиционная предназначена для закрепления режущего инструмента при наружной обточке.
Четырехгранная головка предназначена для закрепления режущего инструмента при внутренней обработке (расточке, сверлении и др.) и позволяет устанавливать на каждую грань один или два блока с инструментом.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали.
Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата.
Регулирование частоты вращения шпинделя и подачи позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
В полуавтомат можно встраивать отечественные и иностранные комплектующие изделия — систему ЧПУ, главный привод, привод подач, револьверную головку, транспортер стружки и др.
Предусмотрена возможность стыковки полуавтомата с роботами различных исполнений.
Полуавтомат может применяться в комплексе с роботами, в составе автоматических участков и линий.
Компоновка полуавтомата, размещение на нем электрошкафов и электрооборудования, включая устройство ЧПУ, сосредоточение всех органов управления на одном подвижном пульте управления обеспечивают значительное сокращение производственной площади, занимаемой полуавтоматом, а также удобство управления им.
Компоновка станка с расположением зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали. Применение накладных стальных закаленных направляющих продольного и поперечного ходов в сочетании с опорами качения и антифрикционными накладками гарантирует длительное сохранение точности полуавтомата.
Привод главного движения состоит из шпиндельной бабки и двигателя постоянного тока. Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость.
Приводы продольной и поперечной подач выполнены с применением высокомоментных электродвигателей, что позволяет обрабатывать детали на интенсивных режимах резания.
Смена инструмента на полуавтомате осуществляется автоматически с помощью двух револьверных головок.
Подвод охлаждения в зону резания производится через инструментальные блоки.
Стружка удаляется транспортером, выдвигаемым на заднюю сторону полуавтомата.
Класс точности полуавтомата П по ГОСТ 8—77.
Шероховатость поверхностей Rа 2,5 мкм по ГОСТ 2789—73.
Разработчик — Рязанское специальное конструктМоскваое бюро станкостроения.
Модификации токарного станка 1П756
- 1П756ДФ3 – модель станка 1979 года. Система ЧПУ Bosch CNC System 5.
- 1П756ВДФ3 – модель станка высокой точности 1979 года. Система ЧПУ Альфа 2М.
- 1П756ВДФ311 – модель станка высокой точности 1979 года. Система ЧПУ МС2101.01 (НЦ-80).
- 1П756ДФ311 – система ЧПУ 2С85
- 1П756ДФ321 – система ЧПУ Электроника НЦ-31. Привода болгарские.
- 1П756ДФ398 – система ЧПУ Sinumerik 7T
- 1П756Ф4 – модель станка 1986 года. система ЧПУ Электроника НЦ-80-31
1П756ДФ3 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Чертеж рабочего пространства токарного станка 1п756дф3
Габаритные размеры рабочего пространства токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Чертеж рабочего пространства токарного станка 1П756ДФ321
Габаритные размеры рабочего пространства токарного станка с ЧПУ 1П756ДФ321. Смотреть в увеличенном масштабе
1П756ДФ3 Посадочные и присоединительные базы токарного станка с ЧПУ
Шпиндель токарного станка 1п756дф3
Шпиндель токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
Револьверные головки токарного станка 1п756дф3
Револьверные головки токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
1П756ДФ3 Общий вид токарного станка с ЧПУ
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
1П756ДФ3 Кинематическая схема токарного станка с ЧПУ
Кинематическая схема токарного станка 1П756ДФ3
Кинематическая схема токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
1П756ДФ321 Электрическая схема токарного станка с ЧПУ
Электрическая схема главного привода токарного станка 1П756ДФ3
Электрическая схема главного привода токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Электрическая схема привода подачи координаты X станка 1П756ДФ3
Электрическая схема привода подачи координаты X токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Электрическая схема привода подачи координаты Z токарного станка 1П756ДФ3
Электрическая схема привода подачи координаты Z токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
1П756ДФ3 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1п756дф3
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1П756ДФ3 Станок токарный патронный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1П756ДФ3
| Наименование параметра | 1П756ДФ3 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр устанавливаемой заготовки над станиной, мм | 630 | |
| Наибольший диаметр обрабатываемой в патроне заготовки над станиной, мм | 500 | |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 80 | |
| Наибольшая длина изделия устанавливаемого в патроне, мм | 320 | |
| Высота резца, устанавливаемого в резцедержателе, мм | 32; 25 | |
| Количество одновременно управляемых координат | 2/2 | |
| Высота оси центров от подошвы станка, мм | 1100 | |
| Допустимая масса заготовки из стали, кг | ||
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | Три ступени – 1:16, 1:4, 1:1 | |
| Пределы чисел оборотов шпинделя (бесступенчатое регулирование внутри ступеней), об/мин | 8. .100; 31,5..400; 125..1600 .100; 31,5..400; 125..1600 | |
| Центр шпинделя передней бабки по ГОСТ 25557-82 | М100 | |
| Конец шпинделя | 11М | |
| Наибольший допустимый крутящий момент на шпинделе, кН*м | 3,15 | |
| Подачи | ||
| Дискретность задания перемещения продольного (Z)/ поперечного (X), мм | 0,01/ 0,005 | |
| Наибольшее перемещение суппорта: продольное (Z)/ поперечное (X), мм | 720/ 480 | |
| Диапазон скоростей продольных подач (Z), мм/мин (мм/об) | 1..2000 | |
| Диапазон скоростей поперечных подач (X), мм/мин (мм/об) | 1..2000 | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 12..16 | |
| Наибольший шаг нарезаемой резьбы, мм | 39,999 | |
| Допустимое усилие резания суппорта Рz, Py, Pz кН | 2/ 10/ 6 | |
| Электрооборудование и привод станка | ||
| Питающая сеть станка | ~380В 50Гц | |
| Количество электродвигателей на станке | 10 | |
| Электродвигатель главного привода, кВт | 30 | |
| Электродвигатель подач по оси X, кВт | 1.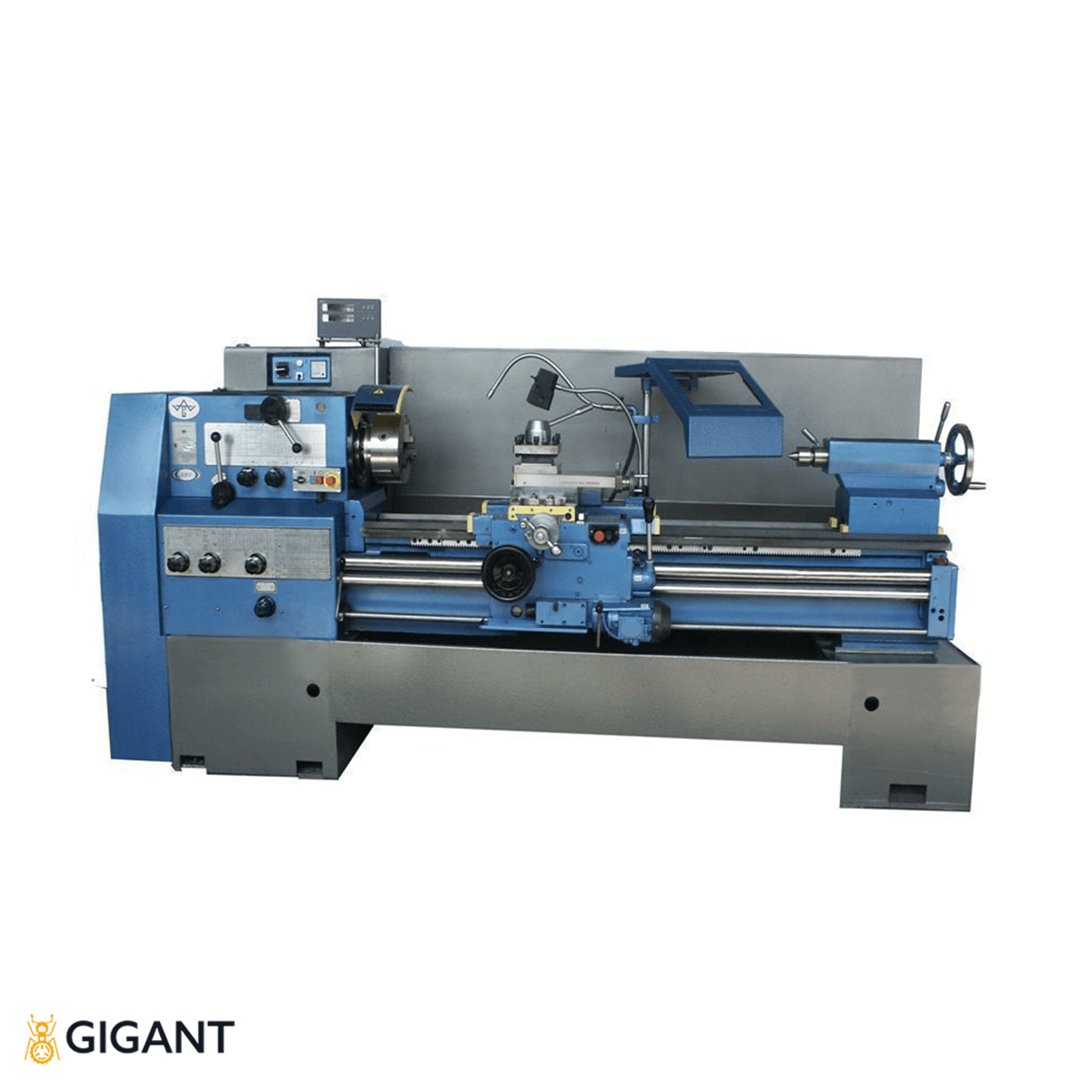 7 7 | |
| Электродвигатель подач по оси Z, кВт | 1.7 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | |
| Электродвигатель восьмипозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель четырехпозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель транспортера стружки, кВт | 0,75 | |
| Электродвигатель насоса смазки суппорта, кВт | 0,08 | |
| Электродвигатель насоса смазки передней бабки, кВт | 0,18 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3200 х 2740 х 2600 | |
| Масса станка с ЧПУ, кг | 9000 |
- Ачеркан Н. С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965Связанные ссылки. Дополнительная информация
Универсальные токарно-винторезные станки: устройство
Наиболее распространенным типом металлообрабатывающего оборудования можно назвать токарно-винторезные станки. Они могут использоваться для проведения точения и многих других операций. Универсальный токарно-винторезный станок имеет определенные конструктивные особенности, о которых поговорим далее подробно.
Они могут использоваться для проведения точения и многих других операций. Универсальный токарно-винторезный станок имеет определенные конструктивные особенности, о которых поговорим далее подробно.
Основные конструктивные элементы
Принципиальные схемы токарного винторезного станка не существенно отличаются друг от друга. Практические все модели, входящие в эту группу, могут использоваться для проведения следующих операций:
- Развертывания отверстий.
- Выполнения операций по обтачиванию и растачиванию поверхностей. Токарно-винторезный станок имеет устройство, которое позволяет изменять как наружную, так и внутреннюю цилиндрическую поверхность. При этом тело вращения может быть коническим или фасонным.
- Рассматривая токарно-винторезные станки и их назначение следует уделить внимание возможности подрезки и обработки торцевых поверхностей.
- При установке соответствующей оснастки и режущего инструмента можно выполнять операции, связанные со сверлением и зенкированием.
- Многие токарно-винторезные станки имеют технические характеристики, позволяющие проводить нарезание резьбы на самых различных поверхностях.

Основные узлы токарно-винторезного станка
Токарно-винторезный станок может иметь описание с указанием того, для решения каких задач может проводится установка данного оборудования. Несмотря на отношение к одной группе, токарно-винторезные станки по металлу могут иметь различную конструкцию. Практически все модели имеют следующие конструктивные элементы:
- Передние и задние бабки, в которых помещают основные системы: коробку скоростей, подач и электроснабжения.
- Суппорт, предназначающийся для крепления режущего инструмента.
- Детали токарного-винторезного станка образуют систему передачи вращения от электрического двигателя, которую называют коробкой скоростей.
- Шпиндель. Кинематическая схема токарно-винторезного станка передает вращение шпинделю, в котором крепиться заготовка.
- Несущая станина. Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
- Токарно-винторезный станок имеет область применения в сфере нарезания резьбы, предусматривает наличие сменных гитарных шестерен. Путем подбора сменных колес проводится настраивание наиболее подходящего режима резания.
- Электрический блок для управления оборудованием.
- Фартук. Эта конструкция позволяет защитить зону резания, предотвратить разброс стружки и СОЖ. Кроме этого фартук может иметь и дополнительную оснастку.
 Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.Рассматривая основные узлы токарно-винторезного станка следует учитывать, что он отличается наличием ходового винта, а также возможностью проведения операции нарезания резьбы.
Модели токарно-винторезных станков могут быть предназначены для проведения самых различных технологических процессов, но зачастую имеют схожую компоновку. При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления. К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность. Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
- Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.

Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Классификация
Токарно-винторезные станки имеют классификацию, которая позволяет определить основные параметры. Многие токарно-винторезные станки имеют чертежи, которые позволяют определить сложность конструкции, ее ремонтопригодность и другие параметры. Различные виды токарно-винторезных станков имеют самую разную компоновку. Установленные правила определяют то, что токарно-винторезный станок должен иметь паспорт. Именно в нем указывается вся важная информация об оборудовании.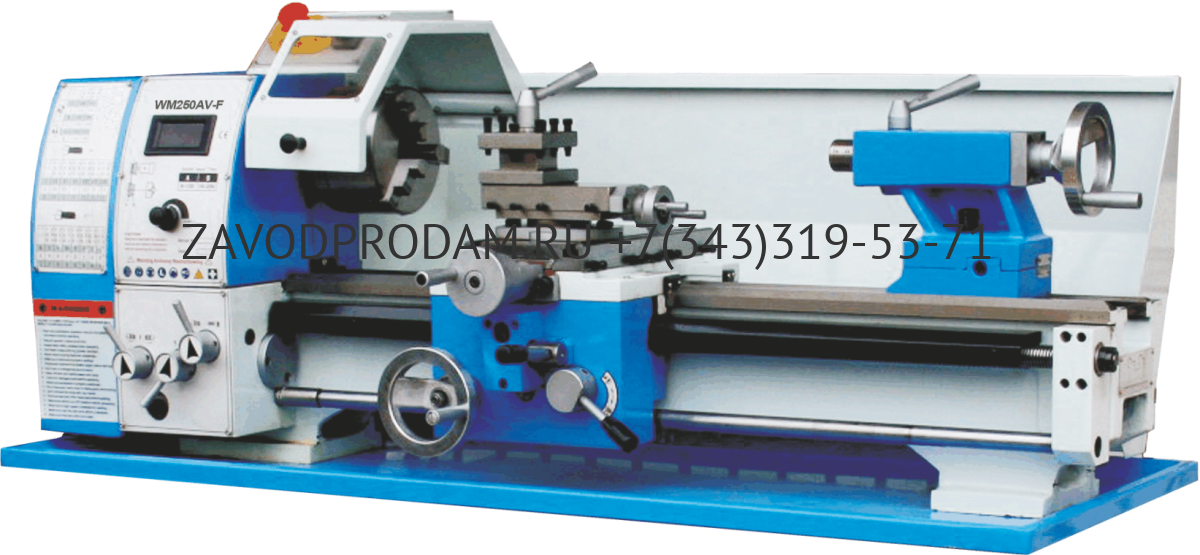
Основными параметрами, по которым проводится классификация, можно назвать нижеприведенный список:
- Масса конструкции.
- Максимальные размеры устанавливаемой заготовки.
Устанавливаемые детали-токарного винторезного станка могут несколько отличаться, что и отражается на классификации оборудования.
Вариант внешнего вида универсального токарно-винторезного станка
По признаку диаметрального размера заготовки прецизионный токарно-винторезный станок или другого типа делятся на несколько групп. Этот показатель может варьировать в диапазоне от 100 до 4 000 мм. Что касается длины заготовок, то показатель варьируется в достаточно большом диапазоне.
Рассматривая вес конструкции можно выделить то, что прецизионный токарно-винторезный станок относят к следующим группам:
- Тяжелые модели имеют массу до 400 тонн. Токарно-винторезные современные станки повышенной точности с подобным весом устанавливают для обработки заготовок, диаметр которых варьируется в пределе от 1 600 до 4 000 миллиметров. Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
- Вес до 15 тонн. В этой категории встречаются токарно-винторезные станки моделей, на которых могут обрабатываться заготовки с диаметральным размером от 600 до 1 250 мм.
- Масса до 4 тонн. Токарно-винторезный станок настольного типа также относится к этой группе. Как правило, диаметр поперечного сечения составляет 250-500 мм.
 Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.Следует учитывать, что прецизионный токарно-винторезный станок легкой группы устанавливается в домашних условиях, особой подготовки помещения проводить не нужно. Модели токарно-винторезных станков этой группы могут работать и от стандартной домашней сети 220В, для чего на новом оборудовании устанавливаются современные электрические двигатели.
Еще одним важным параметром классификации можно назвать производительность. Различные модели токарно-винторезных станков могут применяться в различных условиях производительности. По данному критерию выделяют:
- Для штучного или мелкосерийного производства. Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
- Для среднесерийного и массового производства. Современный прецизионный токарно-винторезный станок этой группы устанавливается на различных заводах и производственных линиях в случае, когда нужно получить большую партию деталей за короткий срок.
- Крупносерийное производство, установка на конвейерных линиях. Станки по металлу с ЧПУ или станок по металлу с УЦИ этой группы могут обеспечивать бесперебойное производство. Довольно часто кинематическая схема токарно-винторезного станка высокой производительности имеет возможность быстрой настройки под заданные параметры. Также в эту группу можно включить модели с ЧПУ.
 Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.Общий вид токарно-винторезного станкаКонструкция некоторых винторезных станков имеет устройство с УЦИ.
Проведенная классификация позволяет подобрать наиболее подходящую модель под определенные условия работы. Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Какие могут проводится операции?
Крупногабаритный или настольный токарно-винторезный станок устанавливается для образования деталей типа вал или фланец. Режущим инструментом выступает проходной резец, который подбирается под условия резания.
Кроме этого есть и подрезные резцы, которые можно использовать для обработки торцевых поверхностей. Образование канавок проводится при установке резцов упорного типа. Различные типы резцов применяются для проведения определенных операций. При этом уделяется внимание форме, а также виду используемого материала при изготовлении. Прецизионный токарно-винторезный станок также позволяет проводить основные виды работ.
Некоторые виды данного оборудования могут применяться и для выполнения сверлильных операций. Но стоит учитывать, что в данном случае сверло расположено вдоль оси заготовки. Принцип действия данной схемы сверления следующий: инструмент крепиться в специальной оснастке на задней бабке, находится в неподвижном состоянии, а вращение получает сама заготовка. Задняя бабка может перемещаться в продольном направлении для осуществления подачи.
Но стоит учитывать, что в данном случае сверло расположено вдоль оси заготовки. Принцип действия данной схемы сверления следующий: инструмент крепиться в специальной оснастке на задней бабке, находится в неподвижном состоянии, а вращение получает сама заготовка. Задняя бабка может перемещаться в продольном направлении для осуществления подачи.
Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
 В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.Все технические характеристики можно узнать их паспортных данных и другой документации.
Общий вид токарно-винторезного станка
Особенности УЦИ
Рассматривая прецизионный токарно-винторезный станок следует отметить его применимость в самых различных сферах.
Довольно большое распространение получили варианты исполнения с УЦИ. Данные виды токарного оборудования имеет высокую точность работы благодаря отображению осей основных органов на индикационном дисплее. Существует довольно большое количество моделей с УЦИ, каждая обладает своими особенностями. Прецизионный токарно-винторезный станок снабжается узлами, которые свойственны и остальным моделям, относящимся к этой группе. Токарно-винторезный станок с УЦИ обходится дешевле, чем токарно-винторезный станок с ЧПУ, что определяет рентабельность их установки в определенных случаях.
Для чего предназначен рассматриваемый блок? Этот цифровой блок позволяет контролировать положение различных элементов конструкции, а также вычислять требуемую информацию, к примеру, расстояние, на которое должен перемещаться суппорт или другой элемент. Производство подобных блоков началось относительно недавно, назначение некоторых моделей расширяется за счет их оборудования данным блоком управления.
Варианты с ЧПУ
Токарно-винторезный станок с ЧПУ
Современным подходом можно назвать установку оборудования с числовым программным управлением. Электрическая схема с принципиальной измененной конструкцией основных узлов позволяет добиться высокой точности обработки. К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
- Токарно-винторезный станок ЧПУ производится в соответствии с ГОСТ: класс точности и другие параметры также указываются в паспорте. В ГОСТ установлены и другие стандарты, которые стоит учитывать при выборе оборудования.
- Все подвижные органы работают от мини блока управления. Это определяет то, что токарно-винторезный станок имеет сложную электрическую схему.
- Многие модели мини, могут устанавливаться в домашних условиях по причине небольшого веса. При этом подобные токарно-винторезные станки с высокой точностью мини типа могут выдерживать большую нагрузку.
- У конструкции есть блок индикации и ввода основной информации. Государственный стандарт и ГОСТ определяет применение определенных языков программирования, которые применяются для указания пути обработки и основных режимов.
- Настольный токарно-винторезный станок по металлу (мини тип) применяется для высокоточной обработки и получения малогабаритных деталей. Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
 Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.Многие производители создают токарно-винторезные станки по ГОСТ, но стоит учитывать, что самое современное оборудование производится за границей, где не учитывается данный стандарт.
Мини токарно-винторезный станок обойдется намного дешевле, но у них есть ограничение по размерам заготовки.
В заключение отметим, что рассматривая типы токарно-винторезных станков, следует уделять внимание возможности установки самой различной оснастки. Токарно-винторезные станки по металлу имеют классификацию, которая указывается в маркировке. Каждая цифра и буква обозначают самую различную информацию, применяется маркировка с учетом принятых норм.
Принципы работы токарных и фрезерных станков с чпу
Your browser does not support the video tag.Обработка металла на современных станках, оснащенных числовым программным управлением (ЧПУ), дает возможность изготовить детали более качественные и точные, чем при литье или обработке на автоматическом оборудовании. В этой статье мы расскажем о токарных и фрезерных услугах, предоставляемых нашей компанией.
Токарная обработка металла на станке с ЧПУ
Токарные станки с ЧПУ применяют для изготовления и обработки сложных заготовок из меди, стали, латуни, титана, алюминия, а также различных сплавов.
Принцип работы токарного станка с ЧПУ
Основная задача – создание программы, которая обеспечит дальнейшую бесперебойную работу оборудования. Затем с заготовки, закрепленной в патроне, снимается нужный слой металла, вырезаются канавки или углубления, сверлятся углубления, нарезается внутренняя или наружная резьба и т. д.
д.
Современные токарные станки значительно ускоряют процесс изготовления деталей и сводят к минимуму физическую нагрузку для человека, позволяя при этом производить изделия более тонкой и сложной конфигурации.
Фрезерная обработка металла на станке с ЧПУ
Фрезерные станки с ЧПУ дают возможность выточить детали самой причудливой и сложной формы из различных металлов и сплавов, незаменимы для крупного серийного производства и для одноразовых заказов по индивидуальным чертежам.
Принцип работы фрезерного станка с ЧПУ
Работа фрезерного оборудования с ЧПУ также, как и токарного, начинается с создания нужной программы и внесения готовых чертежей в компьютер. Дальше система преобразует данную программу в понятные для машины электронные сигналы, затем станок начинает обработку конкретной заготовки, после окончания всех операций мы получаем готовую деталь.
Длительность цикла зависит от размера желаемого изделия, сложности его формы и плотности металла.
ЧПУ услуги, предоставляемые Компанией ООО «ПСК «Зелматик»:
1. Художественная и фигурная фрезеровка (вырезание текста, рисование на металле).
2. Раскрой листового металла разной толщины.
3. Фрезеровка профиля.
4. Обработка и изготовление крупногабаритных и мелких деталей.
5. Создание различных инструментов, зажимов, штампов и т.д.
В современном мире технический прогресс не обошел стороной даже такой сложный процесс, как металлообработка, превратив его в настоящее искусство. Новейшие токарные и фрезерные станки с ЧПУ, которыми оснащена Компания ООО «ПСК «Зелматик», готовы к выполнению задач любой степени трудности и объема.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
STANDARD MODERN (S-M) – LeBlond Ltd.
Standard Machine & Tool была основана в 1931 году двумя партнерами в Виндзоре, Онтарио, Канада. В 1935 году в Торонто начала свою деятельность несвязанная компания под названием Modern Tools Works. Британская компания Staveley Industries приобрела Standard Machine & Tool Ltd. и Modern Tool Works Ltd. в 1955 году. Объединенная компания была зарегистрирована под названием Standard Modern Tool Company Ltd. с операциями в Торонто.
Британская компания Staveley Industries приобрела Standard Machine & Tool Ltd. и Modern Tool Works Ltd. в 1955 году. Объединенная компания была зарегистрирована под названием Standard Modern Tool Company Ltd. с операциями в Торонто. В конце 1950-х годов Standard Modern Tool Company Ltd.работал с компанией Atomic Energy of Canada над разработкой технологии производства топливозаправочных машин. В результате этого соглашения о сотрудничестве компания изготовила машины для дозаправки ядерных реакторов «Канду».
В 1970-х годах компания Standard Modern Tool разработала и изготовила первый в Канаде токарный станок с ЧПУ. В конце 1970-х годов в результате сотрудничества с канадской General Electric компания разработала токарный станок с числовым программным управлением (ЧПУ).
В 1981 году компания Standard Modern Tool была приобретена компанией Baxter Technologies и переименована в STANDARD MODERN Technologies.В то время был выпущен легкий токарный станок с ЧПУ с наклонной станиной под названием CNC 1420. Этот токарный станок продавался как на образовательном, так и на промышленном рынках. Затем, в 1985 году, был изготовлен более крупный токарный станок с ЧПУ с автоматической сменой инструмента и калибровкой «в процессе».
Этот токарный станок продавался как на образовательном, так и на промышленном рынках. Затем, в 1985 году, был изготовлен более крупный токарный станок с ЧПУ с автоматической сменой инструмента и калибровкой «в процессе».
В 1987 году группа сотрудников приобрела STANDARD MODERN Technologies и управляла компанией до 1996 года. Затем компанию выкупила Peekay Holdings Ltd., и название было изменено на Kestrel Machine Tools Inc.
В декабре 1999 года LeBlond Ltd.приобрела бизнес по обслуживанию запасных частей в рамках своей стратегии поддержки дополнительных производственных линий. Имея более 17000 установок Standard Modern в Северной Америке, токарные станки Standard Modern широко используются в точных, высокотехнологичных станочных цехах, а также в Канаде и США. Штаты военные. Кроме того, многие технические колледжи и профессиональные училища используют токарные станки Standard Modern.
Standard Modern Lathes Inc продолжает производить как ручные токарные станки, так и токарные станки с ЧПУ. LeBlond является дистрибьютором стандартных современных токарных станков и может предоставить вам токарный станок, соответствующий вашим производственным требованиям.
По вопросам запасных частей звоните (888) 532-5663 и выберите добавочный номер 202. Или нажмите кнопку ниже, чтобы открыть нашу онлайн-форму для связи.
токарных станков с ЧПУ | Отрезка, резьба, снятие заусенцев и др.
Токарные станки с ЧПУ от Modern Machine Tool
Токарные станки с ЧПУ Modern Machine Tool Company автоматически загружают, отрезают, нарезают резьбу, снимают фаску, снимают заусенцы, растачивают и выгружают за один быстрый и простой цикл. Мы также предлагаем вторую и третью операционные системы для сложной детали, которая будет завершена на выходе из машины.
- Работает с материалами с наружным диаметром от 0,25 до 10 дюймов
- Привод шпинделя постоянной площади для метража мощностью 15 или 30 л.с. (дополнительно 40 л.с.)
- Скорость шпинделя до 3000 об / мин
Наши станки сочетают в себе системы ЧПУ с сервоприводом, поперечными суппортами с шарико-винтовой передачей и приводами шпинделя с постоянной площадью поверхности, что упрощает настройку и ускоряет операции резки, токарной обработки, растачивания и нарезания резьбы.
- Быстрая и простая настройка и переключение с помощью программируемой настройки инструментов, скорости подачи и скорости шпинделя
- Замена дорогостоящих формовых инструментов на стандартные твердосплавные пластины
- Fanuc с ЧПУ с ЭЛТ-монитором и операторской панелью управления также доступны по запросу.
- Увеличьте эффективность с помощью двух поперечных суппортов, питаемых независимыми сервоприводами и шариковинтовой парой. Один движется перпендикулярно шпинделю, другой – с двумя осями движения для точения, растачивания и нарезания резьбы.
- Устранение необходимости в инструментах для формования – обработка сложных форм с координацией линейной и круговой интерполяции движения осей X и Z с помощью ЧПУ.
- Установите длину детали , перемещая шариковый винт и ручную рукоятку. Мощность зажимается на верхней балке.Упор перемещается по линейным подшипникам и позиционируется с помощью цифрового считывающего устройства с линейной шкалой.
- Точно позиционируйте ограничитель длины детали с помощью дополнительного сервопозиционированного ограничителя и контроллера ЧПУ с контролем смещения.
- Простая автоматизация обработанных деталей Разгрузка . Ограничитель длины детали отводится от заготовки после закрытия цанги.
- Обеспечьте равномерную скорость резания с помощью стандартного ЧПУ и цифрового сервошпинделя мощностью 30 л.с.Привод шпинделя на 40 л.с. не является обязательным.
- Загружать реже. Наш автоматический загрузчик удерживает большие пачки труб, труб и прутков.
- Обрабатывайте многооперационный инструмент с нашей дополнительной дисковой револьверной головкой.
Стандартный современный токарный станок модели 1640, поворотный механизм 16 дюймов – SM-1640
Стандартный современный токарный станок Модель 1640, поворотный механизм 16 дюймов
Токарные станки серии 1600 являются одним из нового, современного поколения стандартных токарных станков для двигателей и инструментальных цехов.Разработан для производства деталей космической эры с помощью инструментов космической эры. Идеально подходит для инструментального цеха, технического обслуживания и производства. Токарный станок спроектирован и изготовлен в Северной Америке и обладает более важными плюсами для всех токарных работ в вашем цехе.
Токарные станки Standard Modern ™ завоевали широкую репутацию благодаря качеству и надежности, а теперь они обладают большей универсальностью благодаря токарному станку в сборе.
Основные характеристики:
- Между центрами: 40 дюймов, 60 дюймов, 100 дюймов
- 10 л.с.Непрерывный режим работы
- 18 Скоростей вращения шпинделя от 4 до 2000 об / мин
- D1-6 “Camlock – 3 подшипниковый шпиндель
- Дюйм-метрическая коробка подачи, переключаемая
- Сверхжесткая станина – готова для будущих инструментов
- Ходовой винт с обратным ходом
- Метрическая резьба без Шпиндель Реверс
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ На всех токарных станках Standard Modern ™:
- Упорная пластина Camlock
- Электрический тормоз
- Задний брызговик по всей длине
- Центр задней бабки
- Центр передней бабки
- Редукционная втулка
- Стойка инструмента в сборе
- Двунаправленный стопор каретки (подача и резьба)
- Все закаленные и отшлифованные шестерни – без муфт
- Подача назад
- Запасные срезные штифты и ключи
- Ключ с кулачковым замком
- Комбинированные дюймы – метрические шкалы
- Мертвая точка
- Маховик без блокировки
- Шкала скорости с прямым считыванием 90 022 Закаленная и отшлифованная станина
- Однократная смазка для каретки и поперечного суппорта
- Удобный переключатель нейтральной передачи High-Lo
- Очистка стружки – передняя и задняя
- Руководство оператора
- Ограниченная гарантия на 2 года на стандартные детали Modern ™
Щелкните, чтобы просмотреть технические характеристики модели серии 1600
См. Все стандартные современные токарные станки серии 1600, поворотный механизм 16 дюймов
Стандартный современный токарный станок | Industrial Products Canada
Rotem с гордостью предлагает полную линейку токарных станков Standard Modern для лучших ручных токарных станков, произведенных в Северной Америке.Эти токарные станки, сделанные в Кембридже, Онтарио, обслуживают мастерские и школы по всему континенту, в том числе в Вооруженных силах США и Канады. У нас есть все модели стандартных серий, а также запасные части для следующих моделей: серии 1300, серии 1600, серии 2000. и 2600 серии. Приобретая продукцию Rotem, мы гарантируем, что вы получите продукцию высочайшего качества, которая превосходит конкурентов по качеству, надежности и долговечности.
Стандарт Современное оборудование производится в Канаде с нуля канадцами.Они всемирно известны своим качеством, прочностью и долговечностью. Наши стандартные сроки поддержки запасных частей и обслуживания – это 30-летний жизненный цикл, и мы поддерживаем даже оборудование, которому более 70 лет. Имея большой запас запчастей, в экстремальных условиях мы можем отгрузить их всего в один день.
Технические возможности машины таковы, что она разработана в соответствии с сертификатом жестких военных испытаний, который является частью всех наших стандартных продуктов. Пути жесткие и шлифованные, шестерни твердые, машина вручную скребется в нужное положение, а передняя бабка сидит на V, который перемещается по длине станины, а не просто фиксируется на месте.Это позволяет машине выдерживать большие нагрузки, она очень устойчивая и жесткая. Стандартные современные станки также имеют стандартную функцию реверса ходового винта, которая позволяет полуавтоматическую повторяющуюся резьбу, что делает его надежным и не требует отсоединения ходового винта, создавая очень повторяемую и высококачественную резьбу как в дюймах, так и в метрических размерах. , Учитывая, что среда обучения очень требовательна к машинам.
Под нашим брендом Standard Modern у нас есть более 20 000 установок по всему миру, включая США, Канаду, Бермудские острова, Турцию, Ирак (армия США) и многие другие.У нас есть специально разработанный токарный станок, который устанавливается на подводных лодках ВМС США и считается одним из ключевых компонентов постройки подводных лодок. У нас есть токарные станки на других судах ВМС США, таких как авианосцы и эсминцы, и мы являемся частью многих развернутых мобильных подразделений. Мы также гордимся тем, что многие учебные заведения в США и Канаде используют наши токарные станки для обучения.
Я хотел заверить вас, что Racer стоит за своими машинами, и у нас было много успешных установок станков по всему миру, и мы являемся надежным источником для армии, ВВС и военно-морского флота США, учебных заведений и мировых производителей автомобилей, а также других клиентов.
Как канадский производитель, мы поощряем студентов посещать завод, и мы всегда ищем новых канадских выпускников, которые присоединятся к нашей рабочей силе.
В конце концов, канадцы должны и должны поддерживать нашу канадскую экономику.
| NumberOfMainSpindles | 1 |
|---|---|
| IsModelMultispindle | Ложь |
| OperationType | 2 |
| CNCControl | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| CNCControlOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| CNCControlOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| CNCControlOptionFour | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| МашинаСтильБар | Правда |
| MachineStyleChucker | Правда |
| MachineStyleУниверсальный | Ложь |
| MachineStyleШвейцарский | Ложь |
| Максимальное количество инструментов для одновременной резки | 1 |
| Максимальное количество инструментов для одновременной резки Вариант Два | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Максимальное количество одновременных инструментов для резкиOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Максимальное количество инструментов одновременной резки, вариант четыре | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| DirectionType | 1 |
| Диаметр поворота Номинальный | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Диаметр поворота Максимум | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Длина поворота Номинальная | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Максимальная длина поворота | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| TurningLengthMaximumOption | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Патрон | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ПатронДиаметр Вариант Два | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ColletTypeAndCapacity | |
| BarCapactity | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| BarCapactityOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Максимальное качание | 20,000 |
| MainSpindleNoseType | D1-11 |
| MainSpindleNoseTypeOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleNoseTypeOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ГлавныйШпиндельСверло | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleBoreOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleBoreOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleNominalSpeed | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleTopSpeed | 27 |
| MainSpindleTopSpeedOptionTwo | 1600 |
| MainSpindleTopSpeedOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleTopSpeedOptionFour | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleTopSpeedOptionFive | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleNumberSpeedRanges | 18 |
| MainSpindleIndexIncrement | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ГлавнаяШпиндельHP | 15.00 |
| MainSpindleHPOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleHPOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MainSpindleHPOptionFour | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ГлавныйШпиндельHPOptionFive | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleNoseType | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleNoseTypeOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleNoseTypeOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleBore | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleBoreOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleBoreOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleNominalSpeed | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleTopSpeed | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleTopSpeedOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleTopSpeedOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleTopSpeedOptionFour | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleTopSpeedOptionFive | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleNumberSpeedRanges | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleIndexIncrement | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleHP | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleHPOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleHPOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleHPOptionFour | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SecondMainSpindleHPOptionFive | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SubspindleType | 0 |
| Контршпиндель Токарный Диаметр Номинальный | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Вспомогательный шпиндель Токарный Диаметр Максимум | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Противошпиндель | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Вспомогательный шпиндель | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Вспомогательный шпиндель Диаметр патрона | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Вспомогательный шпиндель Диаметр патрона Вариант Два | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SubspindleColletTypeAndCapacity | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SubspindleMaxSwing | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SubspindleBarCapacity | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ПодшпиндельНос | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ПодшпиндельСверло | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Вспомогательный шпиндель: Низкая скорость | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Вспомогательный шпиндель | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SubspindleIndexIncrement | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ПодшпиндельHP | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Задняя бабка | 1 |
| QuillDiameter | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Гусиное перо | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| QuillCenter | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| BodyTravel | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ТелоПутешествие ВариантДва | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ИнструментМонтажPrimaryType | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Инструмент Монтаж Второй Тип | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Инструмент МонтажТретий Тип | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MaxNumberСтационарныйTurningИнструментыОсновной | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MaxNumberStationaryTurningToolsSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MaxNumberStationaryTurningToolsThird | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MaxNumberRotaryToolsPrimary | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MaxNumberRotaryToolsSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| MaxNumberRotaryИнструментыТретий | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| КвадратШанкРазмерОсновной | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SquareShankSizeSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| SquareShankSizeThird | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RoundShankSizePrimary | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RoundShankSizeSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RoundShankSizeThird | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolShankSizePrimary | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolShankSizeSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolShankSizeThird | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolHPОсновной | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolHPSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Поворотный инструментHPТретий | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolTopRPMP Primary | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolTopRPMSecond | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| RotaryToolTopRPMThird | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| МельницаСверлоФункция На центральной линии | 0 |
| Фрезерная дрель, функция с осью осей | 0 |
| МельницаСверлоФункцияОффЦентр | 0 |
| MillDrillFunctioWithYAxis | 0 |
| ЭтажРазмерДлина | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ЭтажРазмерГлубина | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ЭтажРазмерВысота | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Масса | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| NumberOfAxes | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| NumberOfAxesOptionTwo | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| NumberOfAxesOptionThree | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| NumberOfAxesOptionFour | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| NumberOfAxesOptionFive | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Топоры | System.Collections.Generic.List`1 [GPI.CRM.Models.Techspex.MachineAxis] |
| Идентификатор | 8eaef921-58e0-49b4-8828-3d1249f53b42 |
| MachineTypeId | 59b835af-4d19-49ed-ac00-d80d9a9c1e36 |
| Тип аппарата | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Имя | 2060 |
| Описание | Ручной токарный станок |
| ManufacturerId | 3237829e-5c6e-47cf-8cba-5f633ee1ec58 |
| Дата выпуска | 13.06.2019 00:00:00 |
| LastEdited | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Отредактировано | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ВыбратьУчастие | Ложь |
| IsModelHiddenOnline | Ложь |
| IsDeleted | Ложь |
| AdditionalInfoLink | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| ShowEditorialLink | Ложь |
| ImageLocation | [ERROR] Не удалось получить это значение. Сообщение об ошибке: Ссылка на объект не соответствует экземпляру объекта. |
| Технические примечания | |
| TechspexId | 8294 |
| Производитель | GPI.CRM.Models.Company |
| Ссылки | System.Collections.Generic.List`1 [GPI.CRM.Models.Techspex.Link] |
| Способы оплаты этого товара: банковский перевод, PayPal или кредитные карты (Visa, Mastercard). Сумма покупок через PayPal и кредитную карту ограничена 5 000 канадских долларов.00 и только для участников торгов, проживающих в США, Канаде и Мексике. Если выигравшая ставка плюс применимые налоги, если таковые указаны, плюс премия покупателя равна 5 000 канадских долларов или более, необходимо использовать банковский перевод. Покупатели с испытательным сроком 1 уровня имеют лимит PayPal и кредитной карты в размере 1000 канадских долларов. Если выбран «Банковский перевод», на странице «Сводка транзакции банковского перевода» будет представлена информация об оплате и счете. Банковский перевод должен быть завершен в течение 5 дней, если иное не указано ниже. ОПЛАТА ДОЛЖНА ВЫПОЛНЯТЬСЯ ОНЛАЙН – Чтобы произвести онлайн-платеж, войдите в свою учетную запись GovDeals, выберите «Мои ставки» и следуйте инструкциям. Полная оплата должна быть произведена не позднее, чем через 5 (пять) рабочих дней с момента выдачи Сертификата Покупателя. Оплата должна производиться в электронном виде через веб-сайт GovDeals. Способы оплаты этого товара: банковский перевод, PayPal или кредитные карты (Visa, Mastercard). Сумма покупок через PayPal и кредитную карту ограничена суммой менее 5000 долларов США и только для участников торгов, проживающих в США, Канаде и Мексике. Если выигрышная ставка плюс применимые налоги плюс премия покупателя равна 5000 долларов США.00 или более, необходимо использовать банковский перевод. Если выбран «Банковский перевод», на странице «Сводка транзакции банковского перевода» будет представлена информация об оплате и счете. Вниманию участников торгов, не являющихся канадскими: Победители конкурса, желающие подать заявку на возмещение расходов по программе HST, должны будут заполнить и подать заявку в правительство Канады. Форма GST189 для возврата платы за HST, поскольку продавец не может снять плату за HST с продажи. Общие скидки для приложений для скидок GST / HST Включает формы GST189, GST288 и GST507 | Имущество может быть вывезено только по предварительной записи, а встречи должны быть назначены не менее чем за 24 часа.Все предметы должны быть удалены в течение 10 (десяти) рабочих дней с момента выдачи Сертификата Покупателя. Покупатель примет все меры и выполнит все необходимые работы, включая упаковку, погрузку и транспортировку имущества. Никакой помощи не будет. Ежедневная плата за хранение в размере 10,00 долларов США может взиматься за любой предмет, который не был вывезен в течение 10 рабочих дней, указанных в сертификате покупателя. Вниманию участников торгов: ВСЕ активы предназначены только для самовывоза – Доставка / транспортировка не осуществляется. ВСЕ вывозы будут осуществляться с понедельника по пятницу в рабочее время. Пикапы по выходным недоступны. Продавец: | УВЕДОМЛЕНИЕ: Если вы выиграете аукцион и по умолчанию не соблюдаете эти условия продавца, ваша учетная запись в GovDeals БУДЕТ ЗАБЛОКИРОВАНА. Отказ от гарантии. Вся недвижимость выставлена на продажу «КАК ЕСТЬ, ГДЕ ЕСТЬ». Грузинский колледж прикладных искусств и технологий, ON не дает никаких гарантий или заверений любого рода, явных или подразумеваемых, в отношении коммерческой пригодности или пригодности для любых целей собственности, предлагаемой для продажи. Обратите внимание, что после переезда все продажи являются окончательными. Описание Гарантия. Продавец гарантирует Покупателю, что выставленная на продажу недвижимость будет соответствовать ее описанию.Любые претензии по поводу неправильного описания должны быть предъявлены до удаления собственности. Если Продавец подтвердит, что объект не соответствует описанию, Продавец оставит его себе и вернет все уплаченные деньги. Ответственность продавца не может превышать фактическую покупную цену недвижимости. Вниманию участников торгов, не являющихся канадскими: Имейте в виду, что продавец не может предоставить помощь в процедурах экспорта или импорта. Вы можете посетить сайт канадской пограничной службы для получения информации об экспорте из Канады.При импорте в США вы можете посетить веб-сайт Службы таможенного и пограничного контроля США по адресу Служба таможенного и пограничного контроля США для получения информации о требованиях. Продавец также не может предоставить классификации импорта или экспорта. Для помощи в процедурах экспорта любой авторитетный экспедитор может оказать ценную помощь, пожалуйста, Щелкните здесь, чтобы просмотреть список экспедиторов для вашего удобства. |
Токарный станок, мать всех инструментов
Токарный станок настолько фундаментален и широко распространен, что трудно представить современный цех без него.Так получилось просто потому, что это так просто. Хотя может показаться, что это не так, через всю проводку и механизмы, лежащие в основе современного токарного станка с ЧПУ, но в принципе токарный станок по-прежнему остается самым простым и понятным из всех станков. Однако эта простота придает ему уникальную универсальность, и на самом деле токарный станок – единственный станок, который может полностью построить сам себя.
Что ж, возможно, тебе придется немного помочь.
Поэтому неудивительно, что токарный станок был первым из изобретенных станков.Но как давно это было? Индустриальная революция? Ренессанс? Даже сотни лет назад?
Нет. Не сотни – попробуйте тысячи.
Древний мир
Первый токарный станок был изобретен более трех тысяч лет назад в 1300 году до нашей эры в Древнем Египте. Это была одна из первых записанных машин, созданных человечеством, и, как и любая ранняя машина, она была поразительно простой. В устройстве использовался простой ремешок для вращения оснастки, и для этого требовался второй оператор.
Этот простой станок распространился по древнему миру, особенно в Ассирии и Греции, популярный по той же причине, что и современные токарные станки. Римляне продолжали вводить новшества, добавив токарный лук, инструмент, который позволял пользователю токарного станка выполнять токарную обработку самостоятельно, хотя это происходило за счет мощности и точности по сравнению с ремешком для двух человек.
Средневековье
Время шло, и токарный станок тоже.Рим пал, а Европа раскололась, и из этих феодальных королевств возникла следующая крупная инновация в технологии токарных станков: токарный станок для полюсов. Этот новый токарный станок не был намного сложнее, но приводился в действие педалью, освобождая руки рабочего. Эта разновидность токарных станков или их варианты были настолько полезной технологией, что они регулярно использовались до начала 20-го века.
И доиндустриальные инновации на этом не закончились, так как стремительный прогресс никогда не позволял токарному станку отставать.В 1700-х годах Англия разработала токарный станок с приводом от лошадей, который позволил им производить высококачественные пушки для Войны за независимость. Однако, несмотря на все эти нововведения, токарные станки были ограничены. Однако ни один из них не может быть слишком сложным, слишком большим, слишком мощным, поскольку человек (или лошадь) может дать только такую большую силу.
Промышленная революция
В 1800-х годах началась промышленная революция, в результате которой появился паровой двигатель. Только после изобретения паровой машины мы увидели то, что действительно можно было считать «современным» токарным станком.Модернизированный токарный станок тоже не мог появиться достаточно скоро, поскольку революция также привела к значительному увеличению производства поездов, автомобилей и судов, а также множества других обрабатывающих инструментов, каждый из которых требовал использования станка. токарный станок производить. Новые токарные станки были экспоненциально более мощными, универсальными и эффективными, что сделало их одним из краеугольных камней промышленной революции.
Эти инструменты ничем не отличались от ручных токарных станков, которые можно найти в магазинах и по сей день.Тем не менее, это вряд ли конец инноваций для постоянно меняющегося токарного станка, и серьезные изменения все еще были не за горами.
Современная эпоха
Точно так же, как инновации в 19 веке были вызваны паром и индустриализацией, конец 20 и 21 века были определены развитием компьютерных технологий, и промышленная арена не исключение. В 1950-х годах был создан токарный станок с ЧПУ, технология, которая позволила машинистам предварительно программировать спецификации, сделав первый полностью автоматизированный токарный станок.