
Петли с подшипником каплевидные 👉 особенности монтажа и конструкции – Первый дверной
Чтобы дверь держалась прочно и открывалась легко, применяются специальные петли. Они располагаются между полотном и его рамой. Петли на подшипниках для установки стальных тяжеловесных конструкций имеют форму капли.
Особенности каплевидной модели
Каплевидные петли – это сочетание классического удобства фурнитуры и ее практичности в установке. Эта версия навесов считается современной и практичной. Само по себе изобретение имеет форму цилиндра, но для удобства эксплуатации при производстве ему придают каплеобразную форму.
Производятся из металла, а особая форма позволяет выполнить удобную установку с помощью сварочного аппарата. Шов получается максимально ровным и прочным. Благодаря этому полотно держится надежно, даже если нагрузка на его раму высокая. Наличие шарикоподшипника, который находится между приваренными шарнирами, обеспечивает плавность и мягкость движения створок.
Установочные работы
Приварные петли цилиндрической формы считаются популярными, но устанавливать их неудобно. А вот навесы в виде капли с наружным сечением упрощают процесс сварки. Промежуточные пластины или уголки для крепления профилированной накладки не требуются, как это наблюдается при установке цилиндрической модели. Принцип работы при этом остается тот же.
Ее изготовление в виде кали происходит на токарном станке, но в качестве заготовок берутся прутья уже заранее правильно профилированные.
Зачем нужен роликоподшипник?
Между ходовыми шарнирными частями применяется шарикоподшипник. Такой механизм всегда металлический и обладает высоким качеством, так как основной вес он принимает на себя. Помимо этого, благодаря упору сокращается сила трения ходовых деталей. Подшипники применяются шариковой формы или в виде шайбы. Они обрабатывают масляной смазкой для лучшего качества эксплуатации. Обычно их смазывают при навесе дверей, но спустя какое-то время, смазка высыхает и ее периодически обновляют.
Усовершенствованные петли в форме капли на опорном подшипнике
Сегодня такая каплевидная фурнитура получила еще одну не малозначительную особенность. Теперь створки регулируются и по высоте крепления. Такую особенность шарнир приобрел благодаря применению следующих коррективов в производстве:
- нижняя половина фурнитуры, как и верхняя, теперь полая, но имеет сквозное отверстие;
- нанесение резьбы в отверстии нижней детали снизу;
- петлевой стержень в полости нижней детали плотно упирается во вкрученный в резьбу снизу винт;
- применяется промежуточный фланец между роликоподшипником и шарнирным элементом.
Благодаря последней особенности полотнище приваривают и регулируют по высоте или выполняют компенсацию усадки за эксплуатационное время.
Срок эксплуатации

Благодаря проведенным экспериментам на прочность современного навеса в виде капли, сделаны выводы, что минимальный срок службы составляет 53 года.
Размер и характеристика моделиЭстетические характеристики модели
Сварной шов получается при креплении каплевидной фурнитуры аккуратным. Это улучшает общий эстетичный вид механизма. Прилагаемый бонус к этому – прочность и долговечность. Стоит сказать, что такого рода шарнирная конструкция имеет гладко отшлифованную поверхность. Это означает, что порошковая краска ляжет на дверь и на него прочно. Краска защитит поверхность механизма двери от сколов и нежелательных физических воздействий в процессе эксплуатации, а внешне покрашенный шарнирный элемент в тон двери выглядит красиво и органично.
Как приварить каплеобразные навесы?
Проще приварить механические навесы в положении рамы и полотна горизонтально. При вертикальной сварке возникнут трудности в работе даже у специалиста. Швы крепления для петель делают сплошными. Считается, что такой способ сварки надежный по прочности.
Считается, что такой способ сварки надежный по прочности.
Прежде чем приступать к установочным работам, потребуется произвести предварительные замеры и определить места будущего расположения навесов. После этапа расчетов приступают непосредственно к их установке.
Модель каплевидного сеченияКрепление элементов фурнитуры происходит по такой схеме:
- профилированная накладка разбирается на две детали, каждая из которых каплевидная, одна из которых с подшипником приваривается к коробке, а вторая к ходовому полотну;
- нижний элемент устанавливают первым;
- дальше примеряют, поэтому сначала части механизма варят не сплошным швом, а лишь прихватывают в нескольких местах;
- если детали расположены верно, то производится окончательное прочное прикрепление сварочным аппаратом.
Такие каплеобразные петли применяют для входных конструкций или ворот, поэтому изделия оснащены прочными подшипниками. Они всегда рассчитываются на большую массу полотна. Главное условие монтажа – это выполнение крепкого шва, тогда любой вес петля с легкостью выдержит.
Главное условие монтажа – это выполнение крепкого шва, тогда любой вес петля с легкостью выдержит.
Чтобы иметь точное представление о том, как выглядит каплевидный петельный механизм и в чем его особенности, предлагаем посмотреть краткий видео-обзор одной из таких моделей.
Проголосовали более 277 раз, средняя оценка 4.2Как приварить петли капельки на ворота
Функциональность ворот основывается не только в их надежном запирании, удерживании силовых нагрузок и прочности, но и удобном открывании/закрывании. В идеале две последние характеристики, а также отсутствие между закрытыми воротами щелей достигаются с помощью качественно приваренных петель. Все, кто умеет пользоваться электрической ручной дуговой сваркой, смогут качественно приварить петли к воротам, если будут знать, как сделать это правильно.
Открытие и закрытие ворот без скрипов и рывков – это лучшее, что может дать правильная установка петель. Как этого добиться? Во-первых, выбрать правильный способ установки петель для того или иного материала ворот и опорных столбов. Ворота металлические, деревянные, из профнастила или поликарбоната, столбы металлические, деревянные, бетонные, пенобетонные, из кирпича, камня или шлакоблока: в любом случае выбирать петли будет лучше всего шариковые. В полостях таких петель имеются шарики, которые намного облегчают ход ворот.
Для начала необходимо осведомиться, как работают петли на воротах в паре: на одной воротной створке обе петли должны находиться на мысленной проведенной прямой осевой линии. То есть, после окончания качественной работы нижняя петля должна находятся точно под верхней, и у обеих петель должно ровное осевое расположение в пространстве. При такой приварке петель нагрузка веса двери будет распределяться на навесные опоры равномерно.
Начало работ
Цилиндрическая форма петель зачастую заставляет неопытных сварщиков задаться вопросом: «А это вообще варится?». Варится. Петли, сделанные из шестигранника или четырехгранника на самом деле варить сложнее. По правильной технологии петли для начала привариваются к специальным платикам. Делать это желательно на ровной горизонтальной поверхности, например, на наковальне (заодно к ней можно прицепить «минус» сварочного аппарата). Неотъемлемое требование: приваривать платики к петлям необходимо сплошным швом.
Варится. Петли, сделанные из шестигранника или четырехгранника на самом деле варить сложнее. По правильной технологии петли для начала привариваются к специальным платикам. Делать это желательно на ровной горизонтальной поверхности, например, на наковальне (заодно к ней можно прицепить «минус» сварочного аппарата). Неотъемлемое требование: приваривать платики к петлям необходимо сплошным швом.
Подобрать подходящий по размерам платик не сложно. Учитываем вес ворот и прочность материала из которого они изготовлены и определяем на глаз, сварочный шов какой длины сможет выдержать вес и не позволить дверной конструкции деформироваться. Платиками организуется удобная рабочая «площадка» для проведения сварочных работ, а так же они служат распределительными пластинами воротного полотна, что не позволяет последнему «разорваться» даже при общем тяжелом весе воротной конструкции.
Установка ворот
Производить сварку петель с уже приваренными платиками нужно стационарно, предварительно разместив ворота в «родное окно». То есть, ворота придется фиксировать «вхолостую» и достигать их требуемое положение еще до начала сварочных работ. Положение дверей надо проверить и перепроверить столько раз, сколько среднестатистический первоклассник знает чисел – как минимум десять.
То есть, ворота придется фиксировать «вхолостую» и достигать их требуемое положение еще до начала сварочных работ. Положение дверей надо проверить и перепроверить столько раз, сколько среднестатистический первоклассник знает чисел – как минимум десять.
Сварочные работы
После того как будет произведена тщательная проверка расположения ворот, заранее измеренных и отмеченных полей для пластин, можно начинать сварочные работы с нижних петель на столбах. Вертикальные швы – это самая трудная работа для сварщика. Но благодаря пластинам даже неопытный сварщик сможет с ними справиться. Когда одна штыковая часть петли на створке будет приварена, можно будет воспользоваться лазерным уровнем для сверки правильного расположения ее оси и для определения точного расположения второй штыковой петли.
Завершение
После тщательной сварки штыковых частей петель на столбе, на них нужно будет наживить вставные верхние части петель сразу с шариками. После чего как можно более плотно прижать наживленную часть к полотну двери и продолжать сварочные работы.
По окончанию сварочных работ швы можно обработать болгаркой.
Такой технологией уже давно успешно пользуются все службы по установке дверей. Сделать это самостоятельно будет нетрудно, если имеются навыки по сварочным работам и необходимое оборудование с расходным материалом:
- Металлические дверные петли;
- Пластинки/платики;
- Сварочный аппарат;
- Электроды;
- Слесарный молоток;
- Сварочная маска, рукавицы и спецодежда;
- Болгарка.
Обратите внимание, что ворота должны открываться наружу, т.к если ворота будут открываться внутрь при обильном снегопаде зимой — это может стать большой проблемой!
Видео — создание распашных ворот
Видео — установка гаражных ворот
Монтаж ворот — сложный и кропотливый процесс.
Выбор и подготовка петель
Для относительно небольшой створки массой до 200 кг подойдут обыкновенные цилиндрические петли. Количество на одну сторону – от 4-х и более. Важно правильно рассчитать нагрузку. Для поворота штифта в заводских моделях предусмотрен подшипник. Если его нет – нужно установить стальной шарик.
Суть модернизации заключается в увеличении площади контакта петлевой группы с плоскостью ворот и опорных столбов. Для этого нужно сделать следующее.
- Выбор платиков. Это пластины, обеспечивающие надежное крепление петли к полотну.
- Размер пластин зависит от массы створки. Толщина должна быть не менее 3 мм.
- Длина платиков не должна препятствовать нормальной работе створки.


По завершении этого процесса можно приступать к сборке конструкции.
Методика крепления к воротам
Петли привариваются на готовую створку. Они должны фиксироваться на опорной раме, запрещен монтаж на металлические листы обшивки. Оптимальный вариант сборки — при установленных опорных столбах. Могут возникнуть сложности с фиксацией ворот в рабочем положении. Для этого можно использовать дополнительные подконструкции.
Рекомендации по установке петлевой группы:
- зазор между опорной стойкой и рамой створки – до 5 мм; предварительно делается разметка с учетом того, что петли должны находиться на одной оси; часть петлевой группы со штифтом располагается снизу, его направление – вверху; сначала делается пробное приваривание максимум на три точки, рекомендуется начать с нижней петли; после этого проверяется правильность работы ворот – они должны свободно открываться, закрываться, контролируется зазор, отсутствует самопроизвольное движение створки независимо от ее положения; окончательная сварка пластин по периметру, после остывания – удаление окалины и очистка поверхности.

Материалы и инструменты
Для качественного выполнения работы потребуются профессиональные инструменты. Сварочный аппарат может быть любой, важно, чтобы он обеспечил достаточную мощность для формирования дуги. Это зависит от толщины металла и диаметра используемых электродов.
Помимо сварочного аппарата потребуются такие инструменты и расходные материалы:
- защитная маска сварщика; измерительный инструмент: линейка, рулетка, строительный уровень; смазка для петель – солидол или аналогичный ему по свойствам состав; болгарка потребуется для зачистки сварочных швов и демонтажа неправильно установленной петлевой группы.
Опорные столбы лучше всего сделать из профильной трубы квадратного или прямоугольного сечения. Это обеспечит надежность конструкции и облегчит процесс монтажа полотна.
Рекомендации по установке
Надежность ворот напрямую зависит от соблюдения правил технологии их монтажа. Сначала крепятся опорные столбы. Если полотно будет изготавливаться самостоятельно – габариты рамы определят только после первого этапа.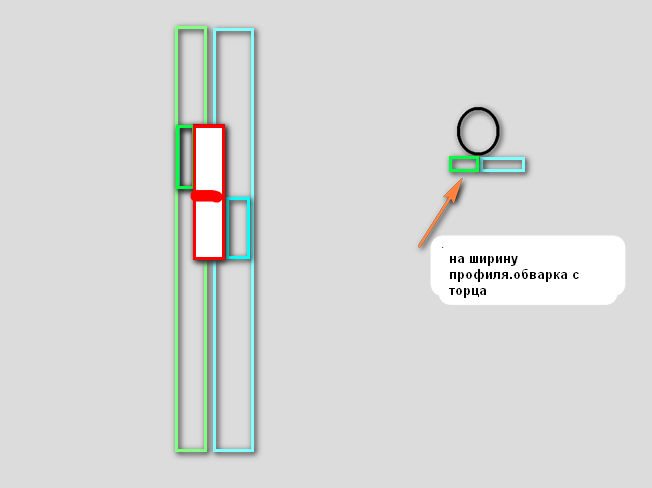 Важно помнить о технологическом зазоре.
Важно помнить о технологическом зазоре.
В нижней части расстояние до поверхности грунта должно быть не менее 100 мм. Это нужно для компенсации возможного проседания конструкции. В качестве материала обшивки можно использовать профнастил. Для надежной фиксации профнастила привариваются дополнительные ребра жесткости. Дополнительно можно предусмотреть небольшую калитку. Альтернатива – сделать ее отдельно, если позволяет ширина монтажного проема.
После приваривания петель поверхность зачищается от ржавчины, наносится слой грунтовки и краски. Во избежание посторонних звуков при открывании шарниры смазываются солидолом.
В качестве примера рекомендуется посмотреть видео о профессиональном приваривании петель на ворота:
Задача ворот – надежно запираться, удерживать силовые нагрузки, быть функциональными. А еще хорошие ворота – это комфортное открывание и закрывание. Нужно не просто знать, как приварить петли на ворота или калитку, а еще уметь пользоваться электрической дуговой сваркой, тогда все будет выполнено качественно и правильно. Когда элементы приварены правильно, калитка будет хорошо открываться. Вместе с этим в закрытых воротах не будет никаких щелей.
Когда элементы приварены правильно, калитка будет хорошо открываться. Вместе с этим в закрытых воротах не будет никаких щелей.
Виды петель и их свойства
Калитка служит не один год. При этом она должна обеспечивать надежность и хороший уровень защиты, а петли, которые ее держат, должны:
- проворачиваться без усилий;
- не издавать звуков;
- не болтаться;
- быть крепкими.
Важны качество изделия, надежность производителя и допустимая нагрузка.
Если на слабые элементы повесить тяжелые створки, то они быстро выйдут из строя. Иногда количество петель увеличивается до шести штук вместо стандартных четырех.
- В форме цилиндра (каплевидные) – конструкция имеет опорный подшипник, используется не для легких калиток, нагрузка – до 400 кг.
- В форме цилиндра с усилителем – конструкция предусматривает опорный подшипник, а для усиления есть пластины, которые предназначены для лучшего распределения нагрузки. Для таких петель максимальная нагрузка будет 600 кг. Крепятся они сваркой или винтами, подходят для распашных калиток.
- Сквозные – этот вид петель применяется, когда нет возможности их приварить или использовать винты. Чтобы зафиксировать такую петлю, необходимо просверлить стойку насквозь, а к створке она присоединится с помощью гаек. Выдерживают максимум 200 кг.
- Трехсекционные – для очень увесистых крупных створок. Они обладают высокой устойчивостью к взлому. Крепят их привариванием.
- Кованые (жиковины) – установка петель этого вида использовалась с древних времен. Кроме того, что они хорошо выполняют свою функцию, эти петли очень декоративны. Лучше всего использовать их для ворот из дерева.
- Петля-стрела – выполнены из стали, имеют шарниры, применимы для тяжелых ворот из толстого металла. Их могут делать фигурными. Наибольшее распространение получили, применяясь на воротах для гаражей.
- Регулируемые – предусматривают изменение позиции створок по высоте. Обычно их используют, когда опорные стойки могут изменить свое положение. Максимальная нагрузка этих петель – 200 кг.
 Для таких петель максимальная нагрузка будет 600 кг. Крепятся они сваркой или винтами, подходят для распашных калиток.
Для таких петель максимальная нагрузка будет 600 кг. Крепятся они сваркой или винтами, подходят для распашных калиток. Обычно их используют, когда опорные стойки могут изменить свое положение. Максимальная нагрузка этих петель – 200 кг.
Обычно их используют, когда опорные стойки могут изменить свое положение. Максимальная нагрузка этих петель – 200 кг.Шарики для легкого и плавного открывания
Правильно привариваем петли
Выбирая петли, обязательно учитываем характеристику материала калитки, ее длину и вес. Грамотный подход поможет выполнить работы качественно.
Привариваем петли к круглым столбам
Не каждый сварщик понимает, как правильно приварить петли на ворота и калитку: круглые столбы имеют свои особенности. Сначала должны привариваться специальные пластины к петле, а производится это при помощи сплошного ровного сварного шва.
Сварка всегда выполняется на месте, где будут устанавливаться распашные ворота. Чтобы вертикально установить створки, нужно использовать отвес. Иными словами, двери должны стоять именно так, как они останутся потом. Обязательно проводятся точные замеры, чтобы избежать различных дефектов.
На видео рассказывается, как правильно приварить петли на ворота и калитку своими руками.
Наиболее трудозатратное в данном процессе – это вертикальные швы: без пластинок их не выполнить. Сначала приваривают нижние петли. Штыковая часть крепится при помощи аккуратных движений электрода сверху вниз.
Чтобы проверить, правильно ли открываются створки, можно использовать лазерный уровень.
Он покажет нахождение оси, при отсутствии перекосов продолжаем. Рассмотрим этапы сварочных работ:
- створки должны стоять вертикально, отвес поможет проверить расположение;
- требуется убедиться, что петля расположена параллельно краям створки;
- затем привариваем петли к столбам, к полотну конструкции, после этого болгаркой хорошо зачищаем швы.
Привариваем петли к воротам из профнастила
Если выполнены ворота из профнастила, тогда нужно:
- Сделать перемычки, параллельные верхней части.
- Осуществить их фиксацию.
- Своим расположением они должны делить полотно на три равные части.
- Приварить элементы.
- Прикрыть их профнастилом.

Установка петель на забор из профиля немного отличается от классического варианта, который не имеет каких-либо дополнительных сложностей и не требует излишних усилий. Но придется выполнить такие работы:
- изготовить две небольшие перемычки, которые вставляются параллельно длинным сторонам и закрепляются сверху и снизу;
- расстояние должно быть для трех таких деталей;
- к перемычкам привариваем петли.
Профиль прикручивается на уже установленные элементы. Если сделать это раньше, то при проведении сварки он выгорит, потеряет эстетический вид. Для выполнения таких работ наилучшим вариантом будет использование петель для дверей гаража. Каждая приваренная петля способна выдержать достаточно большую нагрузку.
Привариваем петли к каменному забору
Монтажные пластины упрощают выполнение задачи: благодаря им нагрузка на завесы уменьшится. Прежде чем их крепить, нужно учесть параметры калитки. Использовать нужно такие пластины, размеры, форма и толщина которых будут соответствовать весу и качеству створок. Монтажные пластины могут также выполнять декоративные функции.
Использовать нужно такие пластины, размеры, форма и толщина которых будут соответствовать весу и качеству створок. Монтажные пластины могут также выполнять декоративные функции.
Сварка петель на ворота предполагает крепление между собой двух металлических предметов. А если забор выполнен из камня или кирпича, то необходимо очень внимательно высчитать размеры и вес калитки. После этого устанавливаются опорные столбы. В качестве опор применяются швеллеры или двутавровые балки, они и держат в конечном итоге створки.
Правильная установка закладных деталей
Рассмотрим очередность выполняемых работ:
- Если куплены прямые детали, то их приваривают сначала к створкам, пока они лежат на земле.
- Створки устанавливают вертикально возле столбов и прихватывают снизу петли.
- Затем одевают их на приваренные нижние части петель.
- В подвешенном состоянии нужно попытаться открыть створку.
- Если створки работают без нареканий, то делают еще несколько приварок на петлях.
- Затем створки закрывают, подставляя под них что-то устойчивое, чтобы в дальнейшем они не провисли.
- После окончания работ швы нужно зачистить при помощи болгарки.

В случае неправильного крепления петель ворота поведет, и они не будут открываться. Каменные столбы, на которые будут вешаться полотна, должны иметь внутри толстую трубу. К этой трубе привариваются прутья или куски арматуры. Они будут служить закладными. В бетон или камень их можно легко вкрутить или вбить.
Специалисты уверены, что сварку лучше прятать внутри кладки. Лучшим способом считается именно забивание или вкручивание прутов либо арматуры через отверстия. Столб необходимо просверлить именно вертикально. Если же сделать это горизонтально, то прослужит он недолго.
Как приварить петли на ворота самостоятельно? Инструкция
Время чтения: 6 минут
Современные ворота гаража могут быть изготовлены из различных материалов. Кому-то нравятся ворота из профнастила, кто-то доверяет лишь толстым стальным листам, приваренным к металлическому каркасу. А у кого-то гараж находится на собственном участке и в качестве ворот можно использовать современные секционные системы.
А у кого-то гараж находится на собственном участке и в качестве ворот можно использовать современные секционные системы.
Но самым популярным вариантом до сих пор являются обычные распашные металлические ворота. Если вы решили изготовить створки из металла своими руками или заказали их у производителя, но планируете самостоятельный монтаж, то наверняка задавались вопросом, как правильно заварить ворота к столбам или к каркасу. Этот вопрос вполне резонный, ведь некачественная сварка может привести к плохому открыванию или закрыванию ворот.
В этой статье мы расскажем, какие петли выбрать, как варить петли на воротах и какие правила безопасности стоит соблюдать.
Содержание статьи
Подготовительный этап
Выбираем петли
Прежде чем мы приступим к работе, необходимо разобраться, какие петли на воротах прослужат дольше. Делятся гаражные петли нанесколько типов:
- Шарнирные
- Цилиндрические
- Цилиндрические усиленные
- Сквозные
- Накладные
По форме бывают круглые, шестигранные и квадратные.
Как показала практика, ворота с шарнирными круглыми петлями служат гораздо дольше. Да и сваривать их проще, чем квадратные или шестигранные петли.
Казалось бы, выбор сделан. Но этой информации недостаточно, чтобы приступить к вопросу, как приварить петли к воротам и к столбам. Вам также необходимо обратить внимание на размер креплений. Чем они больше, тем лучше смогут держать тяжелые створки. Лучше подбирать петли с запасом по размеру, чтобы они гарантировано держали ворота, и чтобы те в последствии не проседали.
Для приварки петель к необходимому месту используют специальные металлические пластины, которые крепятся непосредственно к петлям и к створке. Высоту пластины выбирают исходя из высоты самой петли, а ее ширина подбирается экспериментальным путем и в соответствии с размером створки. Сейчас в строительных магазинах все чаще продают петли с уже приваренными пластинами, так что вам не нужно проводить дополнительные работы по их изготовлению.
Необходимые инструменты
Чтобы приварить петли к воротам из металла, необходимо подготовить следующие инструменты:
- Сварочный аппарат (это может быть инвертор, полуавтомат, трансформатор. Словом, любой аппарат, который у вас есть). Мы используем инвертор
- Электроды. Диаметр подбирается исходя из толщины пластины. У нас 5 мм
- Болгарка со шлифовальным кругом
- Молоток
- Рулетка
- Уровень
- Солидол
 Словом, любой аппарат, который у вас есть). Мы используем инвертор
Словом, любой аппарат, который у вас есть). Мы используем инверторТехника безопасности
Мало знать, как приваривать петли. Необходимо также учитывать правила безопасности.
Прежде всего, не используйте сварочный аппарат, если наблюдаете признаки его неисправности. Также не подключайте инвертор к источнику тока, который не заземлен. Варите на приличном расстоянии от жидкостей и материалов, которые могут легко воспламениться.
Читайте также: Охрана труда при сварке. Инструкция по технике безопасности при сварочных работах.
Позаботьтесь о наличии средств индивидуальной защиты. Обязательно наденьте защитную маску и перчатки. Не работайте в одежде, которая может легко воспламениться.
Инструкция: 4 простых шага
Шаг 1
Перейдем к вопросу, как приварить петли на воротах. Если у вас петли с приваренными пластинами, то можете пропустить этот шаг и сразу перейти ко второму. Ну а если у вас петли без пластин, то читайте далее.
Если у вас петли с приваренными пластинами, то можете пропустить этот шаг и сразу перейти ко второму. Ну а если у вас петли без пластин, то читайте далее.
Для начала изготовьте пластины. В качестве заготовки используйте металлический лист толщиной 5 мм. Пластины можно вырезать с помощью болгарки.
Очистите петлю от загрязнений и смажьте. Состыкуйте петлю с пластинами. Между ними должен быть зазор в пару миллиметров. Приварите пластины с двух сторон и затем зачистите их.
Шаг 2
Обработайте место будущей сварки с помощью уайт-спирита. Если есть ржавчина или грязь, то обработайте поверхность болгаркой. Лак и краску тоже нужно удалить.
Чтобы понять, куда именно приваривать петли, нужно створки установить в проем и отметить примерное положение будущих петель. Здесь вам понадобится уровень, чтобы поставить створку ровно. Рекомендуем выполнять примерку петель вдвоем, а лучше втроем (двое держат створку, один отмечает положение петель).
Шаг 3
Итак, вы примерно знаете, где на створке и на «коробке» будут располагаться петли.
Петля с приваренными пластинами монтируется на ту сторону створки, в которую она будет открываться. Сварку петель к воротам необходимо выполнять не на весу, а предварительно разместив створку горизонтально.
Начните приваривать петли в разобранном виде к створке. Рекомендуем сначала сделать прихватки и затем уже сформировать сварной шов. Постоянно проверяйте уровень установки петли, чтобы ворота в последствии не провисли и не покосились. После выполнения сварки тщательно зачистите шов с помощью болгарки.
Теперь осталось вторую часть петли просто приварите к металлической «коробке» ворот и затем повесить створку с уже приваренной второй петлей. Лучше приварить сверху-вниз. Перед формированием полноценного шва так же рекомендуем сделать прихватки. Не забывайте проверять уровень.
Шаг 4
Теперь, если вы приваривали петли в разобранном виде, нужно повесить створки и проверить уровень окончательно. Ворота должны открываться и закрываться плавно, без провисаний. Створки должны плотно прилегать к проему. На данном этапе рекомендуем приподнять створку и обильно смазать петли, чтобы они не скрипели и не заедали.
Створки должны плотно прилегать к проему. На данном этапе рекомендуем приподнять створку и обильно смазать петли, чтобы они не скрипели и не заедали.
Если все отлично, то можно вернуть створку в нормальное положение и зачистить место приварки петель к металлической «коробке». Все готово. Можете еще покрасить петли в цвет створок. Так на гаражных воротах они будут менее заметны.
Это все, что вам нужно знать о том, как правильно приварить петли на воротах самостоятельно. Желательно иметь хотя бы минимальные навыки владения сварочным аппаратом, чтобы привести работу качественно.
Вместо заключения
Теперь вы знаете, как установить петли самостоятельно. Эту инструкцию можно использовать если вас интересует, как приварить шарнирные петли, как правильно приварить навесы на воротах или как приварить каплевидные петли. Приваренные таким образом петли буду исправно выполнять свою функцию. Не забывайте постоянно проверять уровень при монтаже, чтобы створки не провисли и не покосились после установки.
Делитесь своим опытом приварки петель в комментариях ниже. Желаем удачи в работе!
Как приварить петли для калитки и ворот
Ворота являются неотъемлемой частью любого частного дома. Предназначены они не только для въезда – выезда авто, но также для защиты территории. Для полного функционирования необходимо произвести качественный монтаж ворот, правильно приварив петли.
Виды петлей
В зависимости от способа крепления, существуют различные петли для калиток:
– цилиндрические с подшипником;
– цилиндрические с опорной конструкцией;
– сквозные;
– трехсекционные;
– петли для потайного монтажа.
Выбирая петли для ворот, необходимо учитывать важные особенности:
1) калитка должна открываться тихо, а лучше бесшумно;
2) ворота не должны провисать;
3) петли должны быть выполнены из качественного сырья;
4) подбирать петли следует в зависимости от ширины распахивания створки.
Так, например, петли с подшипником больше подходят для распашных калиток. Они способны справиться с нагрузкой до 600 кг. Модели петель с усиленной конструкцией отличаются от обычных с подшипником двумя дополнительными пластинами, способствующими равномерному распределению нагрузки.
Петли сквозные идеальны в тех случаях, когда нельзя применить винтовое крепление. Для них сверлится отверстие, и крепятся они при помощи болтов и гаек. Недостаток сквозных петель – способность выдерживать нагрузку всего лишь до 200 кг.
Накладные трехсекционные петли используются для монтажа ворот с большой массой. Они отличаются долговечностью и надежностью.
Основные правила монтажа петель
Все замеры должны быть произведены с помощью измерительных приборов, а не на глаз. Во время сварных работ следует обращать внимание на ровность и глубину шва. Шов также не должен иметь пропусков, так как давление калитки идет, в первую очередь, на него. Более качественный шов обеспечивают петли каплевидные с подшипником. Для увесистых конструкций рекомендуется к основным петлям приваривать добавочные.
Более качественный шов обеспечивают петли каплевидные с подшипником. Для увесистых конструкций рекомендуется к основным петлям приваривать добавочные.
Техника безопасности:
1) Категорически нельзя применять для работы неисправный сварочный аппарат: это повлияет на качество конструкции и может нести опасность для жизни и здоровья человека.
2) Нельзя приступать к работе сразу после окраски калитки.
3) В рабочей зоне и на одежде не должно находиться легковоспламеняющихся жидкостей.
Приваривание петель на калитку самостоятельно
Необходимый инвентарь:
– сварочный аппарат;
– рулетка;
– строительный уровень;
– спецодежда.
Приваривать петли можно только после того, как будут правильно установлены ворота. Створки должны быть расположены ровно, сделать это можно при помощи строительного уровня. Только потом можно приступать к сварке петель.
Процесс сварки
1) Смазать петли солидолом и подготовить под них подкладки в толщину не более 5 мм.
2) Сделать разметку маркером: от краев сверху и снизу отступы должны быть 30 см.
3) Приварить петли, сначала прихватывающими маневрами. а потом, выравнивая шов.
4) Проделав один шов, проверить, как функционирует калитка. Если открывается и закрывается ровно, продолжить работу.
5) По окончанию обработать швы шлифовальной машинкой.
Заключение
Приваривать петли для ворот не так уж просто самостоятельно. Но если подойти к делу ответственно, произвести все расчеты и выполнять сварку качественно, то калитка будет радовать длительной эксплуатацией и бесшумным открыванием.
Как приварить петли на ворота правильно: разновидности петель
На чтение 9 мин. Опубликовано
Воротные петли являются простым механизмом, удерживающим створки на опорах и обеспечивающим свободное движение конструкции. Качество сборки этого устройства влияет на эффективность и комфорт эксплуатации ограждения. Но перед тем как приварить петли на ворота, следует подобрать подходящий тип изделий и уточнить правила их монтажа.
Качество сборки этого устройства влияет на эффективность и комфорт эксплуатации ограждения. Но перед тем как приварить петли на ворота, следует подобрать подходящий тип изделий и уточнить правила их монтажа.
Разновидности петель
С учетом классификации ГОСТ завесы для ворот разделены на следующие категории:
- Цилиндрические.
- Сквозные.
- Скрытые.
- Шарнирные.
- Декоративные кованые.
- Каплевидные.
- Регулируемые.
Цилиндрические (обычные и с усилением)
Механизмы с цилиндрической конфигурацией имеют опорный подшипник. Их используют на небольших воротах с допустимыми нагрузками до 400 кг. Модели с усилением имеют особые пластины, способствующие равномерному распределению нагрузки по поверхности столба или фурнитуры. Модификация востребована для изделий из профильной трубы. К гаражным воротам их принято приваривать обыкновенным сварочным аппаратом либо крепить посредством винтового соединения.
С учетом стороны размещения усиленные модели бывают правыми и левыми. Стандартный диаметр изделия составляет 50 мм, а допустимая нагрузка – 600 кг.
Стандартный диаметр изделия составляет 50 мм, а допустимая нагрузка – 600 кг.
Сквозные
Если нет возможности закрепить завесы с помощью сварки либо привинчивания, можно использовать в качестве альтернативы сквозной вариант. Для монтажа механизма потребуется просверлить по длине каркаса монтажные колонны и поместить в них часть фиксатора. Окончательное крепление изделия своими руками производится гайками подходящего размера. Такие крепежи справляются с нагрузками до 200 кг.
Допустимая нагрузка на сквозные петли – 200 кг.Скрытые
В отличие от предыдущих разновидностей, скрытые петли хорошо замаскированы, т.к. они установлены в рамке-створке и приварены к раме и поперечной поверхности столбов изнутри. Обнаружить размещение такой фурнитуры достаточно сложно, что повышает ее устойчивость к взлому. Такие петли применяются на тех объектах, где хранится ценное имущество. Изделия выделяются долговечностью, поскольку они изолированы от вредных воздействий.
Шарнирные
В эту группу входят укрепленные и полушарнирные элементы. В первом типе осевой стержень прикреплен к 2 половинкам карты. Это обеспечивает цилиндрическое соединение, которое легко вращается. Полушарнирный вариант подразумевает размещение стержня оси только в одной половинке карты. Конструкция не обладает особой надежностью.
Декоративные кованые
Считаются устаревшим видом воротных петель, который не теряет популярности несмотря на наличие более эффективных решений. Наиболее часто кованые завесы встречаются на деревянных ограждениях и используются в качестве декоративного элемента. При этом в продаже есть механизмы, которые не уступают по прочности современным аналогам.
Декоративные петли.Каплевидные
Крепежи в форме капли одинаково эффективны на металлических и деревянных конструкциях. Их популярность обусловлена повышенной прочностью и стойкостью к механическим нагрузкам. Кроме того, фурнитура выглядит оригинально.
Регулируемые
Вариант подходит для любых гаражей, складских помещений и прочих подобных объектов. Из-за особенностей конструкции механизмы позволяют регулировать положение створок по высоте. Такие петли востребованы при вероятности деформации опорных стоек. Они справляются с нагрузками до 200 кг.
Регулируемые петли, допустимая нагрузка – 200 кг.Общие правила приваривания петель
Чтобы качество сварочных работ было высоким, а фурнитура выполняла свои функции максимально долго, препятствуя проседанию ворот, нужно учесть ряд правил по привариванию:
- Качество шва. Сварной слой должен быть ровным и непрерывным. Любые пропуски или дефекты недопустимы.
- Допустимая глубина сварки. Рекомендуется приваривать механизмы частью, прилегающей к столбу.
Для тяжелых ворот нужны дополнительные петли, которые устанавливаются под несущим элементом сверху.
 youtube.com/embed/zxavUhSlXME?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/zxavUhSlXME?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Как выбрать петли и определиться с их количеством
Для сборки воротных полотен и калиток применяют разные материалы. Такие конструкции производятся из листовой стали, профильного листа или дерева. Под металлические ворота выбирают приварные петли, которые фиксируются с помощью саморезов и болтов. На деревянных поверхностях фурнитуру закрепляют посредством саморезов.
Поэтому на этапе выбора нужно учитывать материал, из которого выполнены ворота, их размеры и вес.
Если в описании крепежей указано, что они могут выдерживать до 200 кг, а ворота тяжелее этого показателя, во время эксплуатации фурнитура будет повреждена.
В подобных случаях оправдано применять усиленные изделия для тяжелых конструкций.
Подготовка к сварочным работам
Разбираясь, как приварить навесы к воротам, следует провести несколько подготовительных действий. Для начала стоит подготовить расходные материалы и приспособления для предстоящих работ и предусмотреть защиту органов дыхания и слизистых оболочек.
Для начала стоит подготовить расходные материалы и приспособления для предстоящих работ и предусмотреть защиту органов дыхания и слизистых оболочек.
Также важно выполнить некоторые расчеты, чтобы конструкция справлялась со своей задачей, не препятствуя свободному открытию дверей.
На этапе подготовки выбираются пластины (платики) из металла, способствующие надежному креплению петли на полотне. Размер изделий определяется массой створки, а толщина составляет от 3 мм.
Технология приварки петель к воротам
Чтобы петли надежно удерживались, их можно закрепить 2 способами. Можно соединить навес со створкой, а 2-ю часть петли – со столбом.
Необходимые инструменты
Для благополучного проведения действий потребуется подготовить специальные инструменты. Разрешается взять любую сварку. Главное – чтобы она была мощной и могла формировать дугу.
Помимо сварки, следует подготовить маску, приспособления для измерений (линейку, рулетку, строительный уровень), смазочный состав для петель и шлифмашину для обработки швов и демонтажа группы петель, которые были закреплены с ошибками.
Установка платиков
Под платиком подразумевается специальная пластина, которая отвечает за равномерное распределение нагрузок и упрощает процесс сварки.
Размеры и форма конструкции подбираются с учетом веса и размеров створок.
Чтобы качественно закрепить петлю, к ней нужно приварить такой платик, делая сплошной шов без пропусков. Опытные сварщики проводят действие и без применения пластин, но это ставит под угрозу надежность крепления.
Специальная пластина – платик – обеспечит равномерное распределение нагрузок и упростит процесс сварки.Монтаж ворот
Перед монтажом петель следует поместить в проем полотно ворот. Важно сделать это таким путем, чтобы система удерживалась на устойчивой платформе. Для оценки ровности применяют уровень или отвес. Воротную конструкцию нужно выровнять во всех направлениях: горизонтальном и вертикальном.
Приваривание петель
Задача не требует особых умений, если придерживаться инструкции. Для крепления петель нужно:
Для крепления петель нужно:
- Обработать механизм автомобильной смазкой, чтобы обеспечить плавность работы фурнитуры в будущем.
- Сделать подкладки толщиной до 5 мм. Такие элементы необходимы для точеных элементов.
- Сформировать разметку – механизмы должны размещаться на расстоянии 30 см от низа и верха.
- Приварить петли в нескольких точках – изначально к створкам, а затем к столбам. Проверить механизмы на закрытие и открытие, продолжить сварку, чтобы сформировать цельный шов.
- Выполнить шлифование остывших швов и обработать их грунтовочным раствором или краской.
Такой алгоритм действий применяется большинством мастеров.
Обшивка створок
Данный этап требует особой подготовки, т.к. он влияет на внешний вид и исправность фурнитуры в процессе эксплуатации. Чтобы обшить створки, необходимо вырезать из металлических листов отрезки соответствующего размера. Левая часть обрезается на 3-5 см шире, чтобы створка свободно накладывалась на правую плоскость и перекрывала щель. Обработанный лист нужно закрепить на раме в отдельных точках.
Обработанный лист нужно закрепить на раме в отдельных точках.
Дальше нужно обварить всю конструкцию. Металл приваривается не цельным швом, а частичными прихватками. В противном случае механизм может деформироваться.
Обшивка ворот листовым металлом.Как установить на опоры разного сечения
Специфика приваривания петель на столбы из разных материалов и с разной конфигурацией может различаться. Существуют соответствующие правила для круглых, квадратных и профильных опор.
Круглый столб
Приваривание завес на круглые столбы разрешает допускать погрешности в расчете ширины воротного полотна. Можно допустить зазор между створками при монтаже. Конструкция бывает исправно работать даже при возможном провисании.
Столб с круглым сечением условно разделен на 4/4. Установка производится в зоне той четверти, которая расположена со стороны планируемого открытия ворот.
Квадратный столб
Если опора имеет квадратную форму, процесс монтажа требует некоторых навыков. Петли приваривают на тот угол стойки, который расположен со стороны открытия распашных дверей или ворот.
Петли приваривают на тот угол стойки, который расположен со стороны открытия распашных дверей или ворот.
Профильный лист
Изначально стоит закрепить 2 перемычки, правильно выставить их и зафиксировать снизу и сверху. Дистанция между деталями обеспечит свободный монтаж 3 элементов. К перемычкам приваривают петли. Профлист фиксируют над петлями, поскольку во время сварки он может прогореть и потерять начальный вид. Для опор из профильного листа лучше использовать гаражные петли.
Есть ли особенности для дверей
Если необходимо установить фурнитуру на дверях из металла, можно использовать любые перечисленные способы.
Главное – выполнить предварительные замеры и придерживаться инструкции.

Перед фиксацией фурнитуры нужно вставить в проем двери створки и надежно закрепить их. Дальше, используя рулетку, необходимо наметить мелом места монтажа петель. Подобная схема позволит грамотно и красиво разместить завесы.
Сварка производится с прихватки элементов, которые находятся снизу.
Дополнительные рекомендации
Несоблюдение требований при выполнении сварочных мероприятий может поставить под угрозу конечный результат. Чтобы избежать этого, достаточно учесть следующие рекомендации:
- Перед сборкой петель нужно подготовить и проанализировать схему, на которой указано размещение фурнитуры. Это минимизирует вероятность переделывания работы.
- Петли с прямой конфигурацией лучше крепить к воротам, размещенным на ровной плоскости.
- Ворота разрешается открывать исключительно после того, как швы полностью остынут.
- На круглых столбах завесу выпускают на 5 мм наружу, на прямоугольных сваривают заподлицо.
- Шов делается снизу вверх.

Чего не стоит делать в домашних условиях
Запрещено приступать к работам без использования защитных средств. Халатное отношение к этому правилу может привести к нанесению вреда для здоровья. В комплект средств индивидуальной защиты входят маска, перчатки, плотная одежда и обувь. Нельзя прикасаться к раскаленному шву тряпками, которые обработаны маслом. Под воздействием высокой температуры материал может воспламениться. Поэтому лучше дождаться, пока швы остынут, и только после этого приступать к эксплуатации ворот.
Запрещается выполнять сварку «на глаз», даже если вы не сомневаетесь в своих силах и мастерстве.
приварные каплевидные петли с шариком и подшипником, другие модели, их размеры по ГОСТу
Правильно выбранные и установленные гаражные петли для ворот являются залогом плавного открытия дверей. Кроме того, наличие подобного элемента гарантирует, что в будущем не будет никаких перекосов. Отличительная особенность данных изделий в том, что они обеспечивают герметизацию ворот, а также способствуют уменьшению влажности в помещении. Однако для того чтобы элементы фиксации могли в полной степени справляться с поставленными перед ними задачами, нужно правильно их выбрать и смонтировать.
Отличительная особенность данных изделий в том, что они обеспечивают герметизацию ворот, а также способствуют уменьшению влажности в помещении. Однако для того чтобы элементы фиксации могли в полной степени справляться с поставленными перед ними задачами, нужно правильно их выбрать и смонтировать.
Основные характеристики
На современном рынке представлено множество петель для гаражных створок, которые отличаются материалом изготовления, размерами и формами. В процессе выбора нужно учитывать все моменты, так как только в таком случае удастся подобрать оптимальный и долгосрочный вариант.
Размеры
Для того чтобы петли могли справляться с удержанием металлического полотна, нужно правильно выбирать их размер. Пристальное внимание при этом уделяется именно фиксаторам, размер которых варьируется в диапазоне 10-32 мм. Шаг диаметра составляет 22 мм, благодаря чему каждый человек сможет подобрать наиболее оптимальный вариант для гаражных ворот.
Пристальное внимание при этом уделяется именно фиксаторам, размер которых варьируется в диапазоне 10-32 мм. Шаг диаметра составляет 22 мм, благодаря чему каждый человек сможет подобрать наиболее оптимальный вариант для гаражных ворот.
В процессе выбора наиболее оптимальных размеров необходимо учитывать такие факторы, как надежность и комфортность использования. Очень часто с гаражными воротами случается ситуация, когда они в момент открытия или закрытия просто заклинивают, и на устранение проблемы уходит слишком много времени. Для того чтобы такого не случалось, габариты нужно подбирать таким образом, чтобы всегда оставался зазор в 0,1-0,2 мм.
Кроме того, при выборе размера петли следует учитывать и материал, который использовался в процессе изготовления створки.
Качественные характеристики полотна также оказывают влияние на число петель, которых может быть от 2-х до 4-х.
Материалы
Сегодня на рынке можно найти петли различных вариантов, однако гаражные модели обычно производятся из металлического профиля. Кроме того, оптимальным материалом для получения данного элемента является сталь, как черная, так и низколегированная. В процессе выбора фиксационного материала нужно принимать во внимание марку стали, в противном случае можно получить проблемы в процессе сварки с каркасом гаражного полотна.
Кроме того, оптимальным материалом для получения данного элемента является сталь, как черная, так и низколегированная. В процессе выбора фиксационного материала нужно принимать во внимание марку стали, в противном случае можно получить проблемы в процессе сварки с каркасом гаражного полотна.
Если в процессе производства петли использовалась черная сталь, то приварить ее можно только с помощью электрической сварки посредством обработки по периметру. Что касается петель из легированных материалов, то для их приварки используется аргоновая сварка.
Следует отметить, что почти не имеет значения, из какого материала будут сделаны петли. Единственный положительный момент использования стальных вариантов в том, что они не подвергаются коррозии, поэтому отличаются более длительным сроком эксплуатации.
Однако и стоимость подобных петель в значительной степени выше, чем вариантов, которые сделаны из обычного металлического профиля.
Разновидности
В настоящее время компании выпускают множество моделей петель, которые отличаются своими формами, материалом производства и другими характеристиками, благодаря чему каждый может подобрать наиболее оптимальный вариант для своего гаража.
Одними из самых популярных и востребованных сегодня являются цилиндрические модели, которые включают в себя две составные части. Первая отличается небольшим углублением, куда и необходимо выставить штырь, расположенный во второй части. Отличительной особенностью подобной петли является наличие металлического шарика, который в значительной степени упрощает процесс движения створок.
Некоторые модели подобных петель отличаются наличием опорного подшипника, который играет роль шарика. Главное достоинство данной разновидности в том, что она способна справляться с колоссальными нагрузками. Именно поэтому их выбирают для дверей, масса которых составляет до 400 кг.
В данном случае все зависит от габаритов цилиндра, ведь чем он больше, тем с большей массой сможет справляться петля.
Еще одним достаточно популярным вариантом являются усиленные цилиндрические модели, в процессе производства которых используется максимально толстый металл. Благодаря тому, что толщина данного металла составляет менее 4 мм, он может отлично справляться с любыми поставленными задачами и колоссальными нагрузками. Кроме того, использование подобной конструкции дает возможность равномерно распределить нагрузку, существенно увеличив надежность и прочность петли.
Такие петли рекомендуется использовать на гаражных полотнах, масса которых варьируется в диапазоне от 400 до 600 кг. Некоторые мастера изготавливают цилиндрические усиленные петли самостоятельно, просто добавив металлические пластины к обычным.
При необходимости обеспечить максимальную безопасность гаража и его неприступность перед злоумышленниками, стоит выбирать сквозные петли. Они состоят из двух половинок и штыря, который и служит связующим элементом. Первую часть нужно будет прикрепить к раме ворот, а вторая соединяется со створкой. Для обеспечения максимальной безопасности нужно будет по краям штыря смонтировать небольшие пластины, благодаря которым взломщики не смогут добраться до механизма.
При отсутствии подобной возможности можно просто установить на верхней части особый ограничитель, который не допустит подъема штыря вверх.
Единственный недостаток подобных петель в том, что они не способны справляться с большими нагрузками, поэтому их нельзя использовать в комбинации с тяжелыми воротами. А вот с легкими моделями они справятся на ура, что особенно выгодно, учитывая доступную стоимость устройства.
На современном рынке также можно найти 3-секционные накладные петли, которые могут похвастаться повышенной прочностью и надежностью. Отличительная особенность подобных моделей заключается в том, что они способны справляться с чрезмерными нагрузками, поэтому масса ворот не имеет существенного значения. 3-секционные петли включают в себя 3 части, а средняя из них характеризуется наличием 2-х сверхпрочных штырей. Данная петля настолько прочная, что снять ее без болгарки не получится.
Наиболее дорогими и надежными на современном рынке считаются скрытые гаражные петли. Основное преимущество подобных изделий в том, что их нельзя заметить даже при закрытых створках. Такой эффект достигается не только благодаря конструктивным особенностям моделей, но и уникальной установке. Скрытые петли крепятся во внутренней стороне рамы, что делает невозможным добраться до них извне.
Существует множество конструкций подобных петель, а выбирать определенный вариант стоит в зависимости от особенностей ворот.
Обзор форм
Современные компании предлагают клиентам множество форм петель, каждая из которых обладает своими уникальными характеристиками, имеет сильные и слабые стороны. В процессе выбора наиболее оптимального варианта нужно принимать во внимание совокупность характеристик, а также нагрузку, которая будет создаваться дверями. Среди наиболее популярных и востребованных на рынке можно выделить следующие.
- Цилиндрические – довольно распространенный вариант, который используется для распашных ворот стандартного типа. Отличительная особенность таких петель в том, что подшипник находится внутри. В процессе эксплуатации пристальное внимание нужно уделить массе ворот, которая не должна превышать 400 кг. В противном случае петли могут просто вылететь при открытии или закрытии дверей. На рынке представлено несколько классов цилиндрических петель, в зависимости от которых и варьируется способность справляться с нагрузками. Востребованность данного варианта продиктована его высокой прочностью, а также легкостью установки на каркас.
- Квадратные. Могут похвастаться большей площадью соприкосновения поверхностей. Благодаря этому процесс установки достаточно простой, и его можно провести при помощи обычного сварочного аппарата. Кроме того, такие петли способны справляться с большими нагрузками, что выгодно выделяет их на фоне других вариантов. Уникальные конструктивные особенности квадратных петель позволяют применять их не только для гаражных ворот, но и для калиток и других подобных конструкций. В процессе изготовления данного элемента используется оцинкованный металл, который славится своей прочностью и небольшой массой.
- Шестигранные варианты можно увидеть крайне редко, так как их установка требует приваривания металлических ушек. Единственное преимущество подобного метода в том, что он в дальнейшем в значительной степени упрощает процесс монтажа. Подбирать подобные петли нужно в зависимости от конструктивных особенностей и массы распашных ворот. При этом такие изделия способны справляться с повышенными нагрузками. Стандартные, ничем не усиленные варианты могут без проблем устанавливаться на гаражные двери, масса которых составляет 400-500 кг.
- Каплевидные петли отличаются равномерным сварочным швом. Следует отметить, что каплевидная форма может быть только у тех петель, которые имеют встроенные подшипники. Данный вариант отличается не только привлекательным внешним видом, но и простотой установки, которая стала возможной благодаря уникальной конструкции изделия. Если гаражные ворота характеризуются большими габаритами, то лучше всего использовать петли, диаметр которых составляет 30-32 мм, а длина при этом не превышает 2,5 см. Длина каплевидной петли крайне важна, так как именно она оказывает влияние на длину сварного шва.
Установка
Для того чтобы петли могли в полной степени выполнять возложенные на них функции, нужно пристальное внимание уделить процессу их установки и придерживаться следующих правил.
- Если будет осуществляться сварка, то детали следует заранее прихватывать в разных местах. Только после этого можно проверить, насколько хорошо встали петли и будут ли гаражные ворота работать так, как нужно владельцу. Если створки двигаются правильно, то можно заканчивать процесс сварки.
- Для того чтобы не допустить появления перекосов, необходимо сварные швы накладывать в шахматном порядке. Кроме того, это в значительной степени усилит прочностные характеристики.
- Ни в коем случае нельзя приваривать петли за один раз. Спешить нельзя, чтобы у них было время остыть. В противном случае это может негативно сказаться на их прочностных характеристиках. Кроме того, методика постепенного монтажа позволит провести установку таким образом, чтобы обеспечить максимальную долговечность изделия.
- Рабочая поверхность в процессе монтажа должна быть чистой, без красок или следов других веществ, способных возгораться.
Секреты ухода
При правильном уходе подобные элементы распашных гаражных дверей способны прослужить долгое время. Основная проблема заключается в том, что петли изнашиваются из-за неправильной установки, которая приводит к неравномерному распределению нагрузки. Кроме того, необходимо вовремя проводить смазку петель и обеспечить их защиту от негативного влияния извне.
Если в процессе производства петель использовалась не сталь, то придется также позаботиться о том, чтобы защитить их от коррозии. При ее появлении избавиться от ржавчины можно просто убрав ее при помощи специального смазочного материала.
Таким образом, на рынке сегодня представлено множество видов петель для гаражных дверей, которые отличаются своим внешним видом, характеристиками и особенностями монтажа. Выбирать определенный вариант следует, исходя из параметров массы дверей и их конструкции.
Кроме того, приварные петли лучше всего выбирать те, которые сделаны на основе ГОСТ.
О том, как приварить петли на гаражные ворота, вы можете узнать из видео ниже.
Ремонт петель на воротах Механические неисправности в Мариуполе Ремонт ворот Мариуполь
Как приварить петли на ворота
Любые ворота должны надежно закрываться и открываться. Как приварить петли на ворота – насущная проблема многих жителей страны. Ведь между створками не должно оставаться крупных зазоров. Все, кто владеет ручным аппаратом сварки, способны выполнить эту работу самостоятельно.
Приваренные петли к каркасу ворот
Петли для ворот и требования к ним
Петли, устанавливаемые на ворота, могут иметь различные конструкции. От материала их изготовления, от формы зависит и срок эксплуатации этих изделий. Ворота сделанные своими руками. будут служить долго, если их снабдить петлей нужного качества.
Такие изделия работают бесшумно, без особых усилий поворачиваются, обладают устойчивостью к вандалам и взломщикам. На большие створки наваривается три или даже четыре ряда петель. Самые популярные в наши дни распашные ворота оснащаются следующими видами петель:
- Цилиндры с подшипником. Они выдерживают четыреста кг. Крепятся к створкам и к столбам сваркой.
Сваривают между собой два полотна, затем приваривают к ним навесы. Последние лучше обжать проволокой, которая поможет сформировать одинаковый зазор между ними и опорным столбом. После этого конструкцию выравнивается по отвесу и петли можно приварить к опорам.
Как приваривать петли
Монтаж петель потребует наличия следующих инструментов:
Петли на ворота из профнастила или металлические створки любых калиток привариваются для плавного открытия и закрытия. При этих действиях не должно происходить ни скрипа, ни скрежета, ни рывков. Как правильно приварить петли на ворота, чтобы добиться этого? Для выполнения сварочных работ нужно оценить материал ворот и столбов для них. Сами створки могут быть сделаны из дерева и профнастила, из поликарбоната и других материалов.
Столбы могут иметь еще больше разновидностей:
Привариваем скрытые внутренние петли на воротаЕсли у Вас возникает необходимость приварки к воротам внутренних петель (скрытых), то лучше обратиться к профессионалу, ведь это довольно-таки трудоемкая технология, требующая рук опытного сварщика и своими руками вам с ней не справиться. Как приварить петли на ворота из профнастила?
Они значительно улучшают ход створок ворот. Если соблюдать всю технологию, сварка должна начинаться с приваривания к петлям дополнительных деталей, которые именуются платиками, иногда их называют пластиками. Это небольшие прямоугольники из листовой стали.
Привариваются они сплошным швом на ровной поверхности. Размеры платиков выбираются на глаз и зависят от размеров петель и веса створок ворот. Платики образуют дополнительную площадь для сварки, что не позволяет полотнам разорваться при любом их весе.
Привариваются платики следующим образом:
Перед привариванием петель необходимо створки ворот поставить в проем двери и надежно зафиксировать там. Затем с помощью рулетки наметить мелом места монтажа петель. Такая схема позволит более точно и красиво расположить их на створках и столбах. Они имеют простую конструкцию и устанавливаются предельно просто. Как приварить петли на ворота?Зачистка сварочных швов при приваривании петель
После приваривания деталей к столбам на них надеваются верхние части вместе с шариками.
Полотно плотно прижимается к петле и приваривается. Если возникает необходимость монтажа внутренних петель, лучше пригласить профессионалов.В некоторых случаях, чтобы упростить сварочные работы, а заодно и равномерно распределить нагрузку, к петлям заранее привариваются специальные пластинки из метала.Форма и размер пластин зависит от веса и толщины металлического полотна ворот. Помимо этого, пластинки вполне могут выполнить декоративную функцию.
Пример приваренных петель к воротам из профнастила
Петли в данном случае берутся длинные – не менее один м. Чем больше толщина, тем лучше. Тоньше три мм брать не следует. После окончания сварочных работ все швы зачищаются болгаркой и шкуркой, обрабатываются грунтовкой и красятся.
Именно такой технологией пользуются профессиональные службы, которые занимаются монтажом ворот и дверей. После полного окончания сварочных работ необходимо дать створкам время на остывание. Только после этого можно открывать и закрывать ворота.
Некоторые предупреждения
При выполнении работ по монтаже петель на ворота нужно запомнить следующие правила:
- Нельзя работать на неисправном агрегате для сварки. Это опасно для жизни.
- После покраски створок ворот или петель нужно хорошо высушить их.
- Одежда сварщика не должна быть пропитана горючими жидкостями.
- В зоне работы со сварочным аппаратом не должно быть никаких легковоспламеняющихся жидкостей и материалов, сухой травы. При их наличии неизбежен пожар.
- Петли располагают на расстоянии 25-30 см от краев полотна снизу и сверху.
Примерное расстояние для приваривания петель
Правила несложные, но без их выполнения трудно добиться хороших результатов.
Заключение
Ворота гаража выполняют не только защитные функции, но и декоративные. Долго служить они будут лишь в том случае, если на них стоят качественные и удобные петли. Чаще всего применяются петли с шариками. Теперь можно начинать сварочные работы. Сначала следует прихватить нижние петли на столбах.Вертикальный шов довольно труден для начинающего сварщика, но наличие пластин-платиков значительно упрощает операцию. С помощью лазерного уровня можно точно определить место монтажа верхних петель.
Для работы требуется сварочный аппарат с электродами, немного солидола или литола, помощник. После выполнения всех сварочных работ нужно воспользоваться болгаркой. Швы зачищаются, металл грунтуется и красится в любой цвет. Справиться со всеми работами вполне под силу каждому домашнему мастеру.
Как правильно приварить петли на ворота
Любая огражденная территория оборудуется конструкциями, обеспечивающими удобный въезд. В закрытом состоянии, они выполняют охранную функцию, предотвращая несанкционированное проникновение. Если вы любитель поработать с инвертером и электродами, то посмотрите инструкцию как приварить петли на ворота .
Для металлических ворот – сплошных, кованых и из профнастила
Цилиндрические петли для металлических ворот изготовляются на токарном станке конструктивно состоят из двух частей. Нижняя имеет шток, на который одевается верхняя половина навеса с соответствующим отверстием. Шток имеет технологическую выемку, куда устанавливается металлический шарик, который выполняет роль опорного подшипника.
Он обеспечивает плавное движение. Для периодической смазки шарнира устанавливают тавотницу. Не так давно появились модернизированные шарниры, которые называют каплевидными из-за формы, которая обеспечивает наилучшее прилегание к элементам конструкции, а так же большую площадь для сварки. Между верхней и нижней половинками установлен полноценный опорный подшипник.
Монтаж каплевидных петель
Рассмотрим вариант, как приварить каплевидные петли к стойкам и на ворота любой конструкции – из профнастила, кованным, сплошным и др. Следует учесть, что шарниры устанавливаются строго вертикально или параллельно стойкам, даже небольшой перекос приведет к затрудненному открыванию или закрыванию створок, как следствие – преждевременному разрушению опорного подшипника.
Наиболее удобным будет приварить детали на горизонтальной поверхности – перед установкой, когда все элементы можно выложить на ровной площадке. Их тщательно выравнивают, а так же центруют в одной плоскости по уровню. Выставляется необходимый зазор необходимый для открывания створок, размечается одинаковое расстояние от верха и низа по всему периметру. Навес лучше приварить на заранее размеченное место, при этом хвостик капли нижней части повернут в сторону стойки, а хвостик верхней в сторону ворот. Сваркой сначала прихватываются каплевидные навесы, затем проворачивая стойку, убеждаются в легкости вращения. Добившись положительного результата, приступают к полноценной сварке.
Монтаж на ворота в вертикальном положении
Монтаж петель в горизонтальном положении не представляет особых трудностей. Больше проблем возникает с тем, как приварить их в вертикальном положении, например на гаражные ворота. Вся сложность заключается в правильной монтаже створок имеющих достаточно приличный вес, поэтому необходимо три-четыре помощника, брусья, парочку подпорных крепких досок и лом.
На брусьях выставляется вертикально одна половинка, выравнивается по горизонтали и вертикали, проверяются необходимые зазоры, устанавливаются навесы, прихватываются сваркой, прихваты не менее двух сантиметров. Убрав подпорные брусья, аккуратно проверяют установленную половинку на открывание. Убедившись в плавном и легком движении, проваривают остальные швы.
Общий порядок работ
Для начала определитесь со стороной открывания створок, как правило, это наружная сторона. Давайте перечислим пошаговую инструкцию проведения работ
- Разметьте места монтажа – они должны располагаться на расстоянии примерно 20-ти см от верхней и нижней части полотен. Третья дополнительная пара устанавливается ближе к верхней.
- Хорошо зачищайте места, к которым будет проводиться сваривание. Удалите металлической щеткой пыль и ржавчину. А вообще, лучше использовать болгарку и зачищать до чистого металла. Особенно, если вы еще только учитесь сваривать. Подготовьте место для того, чтобы подключить массу, тогда контакт будет лучше.
- Подготовьте петли. Смазывать их нужно после того, как они будут установлены на свои мета. Очистите их от жира и ржавчины и можно начинать работу.
- Если конструкция предполагает использование дополнительных усиливающих пластин, то приварите их к навесам. Делается это ровным швом.
- Если планируется использование металлических пластин, то на подготовительной стадии требуется провести сваривание вставок к петлям, она проводится ровным сплошным швом.
Как приварить петли к столбам
В отличие от работ с металлической дверью и ее коробкой, здесь провести работы в горизонтальном положении получается редко. Опоры уже установлены, поэтому придется потрудиться. Дело в том, что вертикальный шов вызывает сложности и у опытных рабочих. Секрет заключается в том, чтобы выбрать правильную скорость ведения электрода. Описывайте круговые движения, как бы поднимая текущий металл вверх.
Давайте учтем еще форму столба:
- Если он круглый, то петли к нему нужно приваривать со смещением на пять мм в сторону открывания. Данный показатель позволит максимально полно открывать ворота. Ведь форма опоры будет ограничивать этот показатель.
- По-другому дела состоят с квадратным или прямоугольным профилем. Здесь можно не использовать никаких зазоров, так как профильная труба имеет ровную плоскость и не будет создавать препятствий при открывании.
Теперь настало время описать поэтапный ход работ, уже после того, как вы все подготовили:
- Одну половину петли приваривают к воротам, а другую – к опоре. Нужно начать с нижней. Для начала ее нужно прихватить, проверит вертикальность с помощью уровня и поправить молотком.
- Теперь нужно проверить верхнюю половину – расположите его строго над нижним. Для выполнения этой задачи нужно использовать отвес и уровень.
- Теперь проводят сварку к полотнам. Важно правильно соотнести размещение на опорах с тем, как должны располагаться вторые части на полотнах.
- Проведите очистку швов от шлака, если хотите, можете немного зачистить болгаркой, чтобы красивей смотрелись.
- Загрунтуйте металл и окрасьте его понравившимся красочным составом.
Если подойти с практической стороны, то нередко сварщики поступают следующим образом.Так выглядят петли цилиндрической формы с подшипникомТак выглядят петли стрелы разных размеров для ворот
Как правильно приварить петли на ворота? Если
Как правильно приварить петли на ворота?
Если Вы не являетесь профессиональным сварщиком, но всей душой желаете самостоятельно заняться сварочными работами, то мы можем Вас обрадовать — приварка петель на ворота или сварка петель на калитку, совсем не так сложна, как кажется, и Вы вполне сможете осуществить ее своими руками.
Петли — это главнейший функциональный элемент будущей конструкции. Основная функция петель — открытие и закрытие ворот или калитки.
Методы приварки петель на ворота различаются, в основном, в зависимости от материала, который Вы выбрали в качестве основы для ваших ворот, а так же — материала опорных столбов (столб из кирпича, из бетона или круглый металлический столб).
Выбирая петли для будущих ворот, предпочтение лучше отдать неприхотливым и более надежным петлям. Например, петлям с шариками.
Процесс правильной приварки петель на гаражные ворота
В сварочных работах, очень важно соблюдать технику безопасности. Поэтому, Вам следует заранее подготовить для себя защитную маску и перчатки.
Начинать процесс сварки лучше, когда ворота еще лежат на ровной поверхности земли. Петли нужно заранее смазать солидолом.
Этапы сварки гаражных петель:
Для начала, Вам потребуется подкладка толщиной от два до пять миллиметров. Прокладку нужно подсунуть под нижнюю часть петли
Верхнюю часть петли Вы можете прихватить с торца
Далее следуют различия, как говорилось ранее, в зависимости от формы столба.
Как приварить петли к круглому столбу?
Петли выпускаются на пять миллиметров наружу.
Как приварить петли к квадратному столбу?
Варить следует заподлицо, технология одинакова для обеих петель. Петли необходимо прихватить, и с помощью прямоугольного бруска — выставить их.
Установить полотно ворот вертикально
Проверить отвесом
Приложить петли к воротам и проверить, находятся ли они на одной линии, параллельно краю ворот
Приварка петель. Первым делом, к полотну ворот, а вторым к столбам. Проследите, чтобы сварочный шов был вертикальным и качественным
После окончания сварки, зачистить сварочные швы болгаркой.
Зачем нужны монтажные пластинки?
Монтаж таких петель является довольно трудоемкой операцией. Собственными руками с ней справиться очень трудно.К створкам ворот из профнастила петли привариваются следующим образом:
Приваривание петель к воротным столбамЛучшими вариантами петель на ворота будут шариковые.
Схема, по которой собирается рама створки из профильной трубы.
Процесс выглядит следующим образом:
Сделать две перемычки, параллельные верхней и нижней части длинной стороны створки и закрепить их угольниками
Расстояние между перемычками должно быть таким, чтобы створка была разделена на три равные части
К этим перемычкам приварить, петли ворот
Профнастил прикручивается уже поверх приваренных петель. Лучше всего подойдут гаражные петли, длиной не меньше метра, чем толще материал, тем лучше. Не рекомендуем использовать материал тоньше три миллиметров.
Источники:
svoizabor.ru, soloremont.com, stroydomvsem.ru
Следующие виды ворот:
Испытание на коррозию образцов внутреннего контейнера из нержавеющей стали 304L 3013 и каплевидных образцов (технический отчет)
Токаш, Джастин Чарльз, Хилл, Мэри Энн, Лиллард, Скотт, Джойс, Стивен Энтони, Тегтмайер, Эрик Ли, Берг, Джон М., Вейрс, Дуглас Кирк и Уорл, Лора Энн. Коррозионные испытания внутреннего контейнера из нержавеющей стали 304L 3013 и образцов каплевидного типа . США: Н. П., 2017.
Интернет. DOI: 10,2172 / 1367811.
Токаш, Джастин Чарльз, Хилл, Мэри Энн, Лиллард, Скотт, Джойс, Стивен Энтони, Тегтмайер, Эрик Ли, Берг, Джон М., Вейрс, Дуглас Кирк и Уорл, Лора Энн. Коррозионные испытания внутреннего контейнера из нержавеющей стали 304L 3013 и образцов каплевидного типа . Соединенные Штаты. https://doi.org/10.2172/1367811
Токаш, Джастин Чарльз, Хилл, Мэри Энн, Лиллард, Скотт, Джойс, Стивен Энтони, Тегтмайер, Эрик Ли, Берг, Джон М., Вейрс, Дуглас Кирк и Уорл, Лора Энн. Вт.
«Коррозионные испытания образцов внутреннего контейнера из нержавеющей стали 304L 3013 и каплевидных образцов».Соединенные Штаты. https://doi.org/10.2172/1367811. https://www.osti.gov/servlets/purl/1367811.
@article {osti_1367811,
title = {Коррозионное испытание образцов внутреннего контейнера из нержавеющей стали 304L SS 3013 и капель},
автор = {Токаш, Джастин Чарльз и Хилл, Мэри Энн и Лиллард, Скотт и Джойс, Стивен Энтони и Тегтмайер, Эрик Ли и Берг, Джон М.и Вейрс, Дуглас Кирк и Уорл, Лора Энн},
abstractNote = {Стандарт 3013 Министерства энергетики (DOE) определяет как минимум два контейнера, которые должны использоваться для хранения плутонийсодержащих материалов, содержащих не менее 30 мас.% плутония и урана. Обычно используются три вложенных контейнера: внешний, внутренний и удобный, показанные на рис. 1. Как внешний, так и внутренний контейнер запечатаны сварным швом, в то время как самый внутренний удобный контейнер не должен быть запечатан. Срок службы контейнеров - 50 лет.Емкости изготавливаются из аустенитных нержавеющих сталей (SS) из-за их высокой коррозионной стойкости. Возможные механизмы отказа контейнеров для хранения были исследованы Колманом и Лиллардом и др.},
doi = {10.2172 / 1367811},
url = {https://www.osti.gov/biblio/1367811},
журнал = {},
номер =,
объем =,
place = {United States},
год = {2017},
месяц = {6}
}
| Артикул | Размер Ш x Д (ВНУТР.) | Перепад высоты 14% | Перепад высоты 19% | Вт.(Фунт) | Кол-во. | |
|---|---|---|---|---|---|---|
| 20TFL6048 | 60 х 48 | 5 | 7 | 543 | Стандарт (1602 доллара.72) Рефрижератор (R) (1602,72 $) | |
| 20TFL6060 | 60 х 60 | 7 | 9 | 640 | Стандарт (1865 долларов.16) Рефрижератор (R) (1865,16 $) | |
| 20TFL6072 | 60 х 72 | 8.5 | 11 | 737 | Стандарт (2130 долларов.84) Рефрижератор (R) (2130,84 $) | |
| 20TFL6084 | 60 х 84 | 10 | 13 | 834 | Стандарт (2395 $.44) Рефрижератор (R) (2395,44 $) | |
| 20TFL6096 | 60 х 96 | 12 | 15 | 931 | Стандарт (2657 долларов.88) Рефрижератор (R) (2657,88 $) | |
| 20TFL7236 | 72 Х 36 | 3 | 5 | 454 | Стандарт (1481 $.76) Рефрижератор (R) (1481,76 $) | |
| 20TFL7248 | 72 х 48 | 5 | 7 | 629 | Стандарт (1791 $.72) Рефрижератор (R) (1791,72 $) | |
| 20TFL7260 | 72 Х 60 | 7 | 9 | 742 | Стандарт (2104 $.92) Рефрижератор (R) (2104,92 $) | |
| 20TFL7272 | 72 х 72 | 8.5 | 11 | 856 | Стандарт (2418 $.12) Рефрижератор (R) (2418,12 $) | |
| 15TFL7284 | 72 х 84 | 10 | 13 | 969 | Стандарт (2732 доллара.40) Рефрижератор (R) (2732,40 $) | |
| 20TFL7296 | 72 х 96 | 12 | 15 | 1083 | Стандарт (3045 $.60) Рефрижератор (R) (3045,60 $) | |
| 20TFL8448 | 84 х 48 | 5 | 7 | 715 | Стандартный (1986 $.12) Reefer (R) (1986,12 $) | |
| 20TFL8460 | 84 х 60 | 7 | 9 | 845 | Стандарт (2347 долларов.92) Рефрижератор (R) (2347,92 $) | |
| 20TFL8472 | 84 х 72 | 8.5 | 11 | 974 | Стандарт (2708 долларов.64) Рефрижератор (R) (2708,64 $) | |
| 20TFL8484 | 84 х 84 | 10 | 13 | 1104 | Стандарт (3002 доллара.40) Рефрижератор (R) (3002,40 $) | |
| 20TFL8496 | 84 х 96 | 12 | 15 | 1234 | Стандарт (3429 долларов.00) Рефрижератор (R) (3429,00 $) |
Заповедник Грейт-Нек | Коалиция Баззардс-Бэй
Независимо от сезона, заповедник Грейт-Нек – фантастическое место для прогулок по широким, хорошо обозначенным тропам.
Заповедник Грейт-Нек площадью 104 акра состоит из множества охраняемых территорий, которые вместе образуют живописный и разнообразный заповедник.Из окон открывается вид на тихий пруд, активные сельхозугодья, старые клюквенные болота и солончаки Баззардс-Бэй. Здесь легко соединиться с природой. Тропа также ведет к мемориальному лесу Уэлда площадью 60 акров Фонда лесного хозяйства Новой Англии, где можно исследовать еще больше лесов.
Заповедник Грейт-Нек: четыре мили троп разделены на две хорошо обозначенные петли. Вы можете пройти по самой короткой петле вдоль Лебединого пруда, чтобы быстро сбежать на природу, или исследовать обе петли, чтобы провести несколько часов.(Скачать карту маршрута)
Первая петля, красная тропа, представляет собой круговой лабиринт длиной 1,8 мили от начала тропы мимо Лебединого пруда, частной фермы и остатков клюквенного болота. Во время прогулки остановитесь и сядьте на скамейку у Лебединого пруда, чтобы понаблюдать за птицами на воде.
Мимо пруда и фермы красная тропа продолжается в густой сосновый лес. Этот лесной участок тропы, известный как Bourne Hill, местами довольно крутой. Он называется драмлин: гладкий, каплевидный гребень, образовавшийся тысячи лет назад отступающими ледниками.
От конца красной тропы вы можете перейти ко второй петле, зеленой тропе длиной 2 мили. Эта тропа проходит через Мемориальный лес Уэлда, а затем снова соединяется с заповедником Грейт-Нек. Охота разрешена на территории Фонда лесного хозяйства Новой Англии, поэтому не забудьте надеть ярко-оранжевый во время сезона охоты.
Если вы отважитесь дойти до самого дальнего конца зеленой тропы, вы будете вознаграждены прекрасным видом на солончаки вдоль Маленькой гавани. Еще одна скамейка дает вам второе место, где можно остановиться и расслабиться перед возвращением домой.
Одна из самых интересных особенностей заповедника Грейт-Нек – это разнообразие сред обитания. От сосновых лесов до солончаков – вы сможете увидеть в одном месте образцы множества прибрежных мест обитания Баззардс-Бэй.
Такое разнообразие делает заповедник Грейт-Нек отличным местом для знакомства с дикой природой. Ищите оленьи, лисицы и кроличьи следы на лесных тропинках, особенно если вы приедете сюда после снегопада. Ближе к болоту птицы, такие как цапли, цапли и скопы, являются обычным явлением в теплые месяцы.Но не упустите это свойство весной – здесь цветут нежные майские цветы, наполняя воздух своим сладким запахом.
The Wildlands Trust – некоммерческая организация, занимающаяся сохранением земель и сохранением природного наследия Юго-Восточного Массачусетса. С 1973 года фонд The Wildlands Trust помог защитить почти 10 000 акров природных и сельскохозяйственных земель.
Электроинструмент и ручной инструмент ER70S-6 11 фунтов x 0.023 2 СПУЛА Сварочная проволока для низколегированной и низколегированной стали MIG Промышленный электроинструмент
ER70S-6 11 фунтов x 0,023 2 СПУЛА Сварочная проволока MIG для низколегированной и низколегированной стали
ER70S-6 – Сварочная проволока для низколегированной и низколегированной стали MIG – 11 фунтов x 0,023 ‘(2 СПУЛЯ) – -. ER70S-6 – Сварочная проволока MIG для низколегированной и низколегированной стали – 11 фунтов x 0,023 дюйма (2 катушки) – -. Сплошная проволока для сварки MIG из низкоуглеродистой стали общего назначения с марганцем и кремнием。 Каждая упаковка поставляется с сертификатом материалов。 ПРИМЕНЕНИЕ: Конструкционная сталь. Средняя до тяжелого основного материала прокатной окалины.。 Медное покрытие и многослойная намотка。 Две катушки по 11 фунтов каждая. 。 Название размера: 0,023 дюйма – (2 катушки)。 ER70S-6 – ПРОВОЛОКА – MIG (GMAW) – МЯГКАЯ И НИЗКОСПЛАВНАЯ СТАЛЬ AWS A5. Положения при сварке: все ВВЕДЕНИЕ: Сплошная проволока MIG из мягкой стали с марганцевыми и кремниевыми раскислителями выдерживает средние и тяжелые поверхности прокатной окалины. медное покрытие и многослойная намотка. малое разбрызгивание благодаря высокой химической чистоте. ПРИМЕНЕНИЕ: конструкционная сталь. основной материал прокатной окалины от среднего до тяжелого. для промышленности, ремесленных и ремонтных предприятий. судостроение и ремонт.Идеально подходит для автоматизации и робототехники. ПАРАМЕТРЫ СВАРКИ: Диаметр проволоки Полярность Защитный газ Скорость проволоки (дюйм / мин) Сила тока (А) Напряжение 0,035 дюйма постоянного тока + 00% CO2 05-5 50-60 7- 0,035 дюйма постоянного тока + 00% CO2 420-520 220 -250 24-25 0,035 дюйма DC + 75% Ar / 25% CO2 05-5 40-55 6-7 0,035 дюйма DC + 75% Ar / 25% CO2 420-520 200-20 23-24 0,045 дюйма DC + 00% CO2 90 -0 90-0 9-20 0,045 дюйма DC + 00% CO2 220-270 220-250 24-25 0,045 дюйма DC + 75% Ar / 25% CO2 90-0 70-80 6-7 0,045 дюйма DC + 75% Ar / 25 % CO2 220-270 200-20 2-22 СОСТАВ ПРОВОДКИ (%): Химический состав C Mn Si SP Требование 0.06 ~ 0,5 .40 ~ .85 0,80 ~ 0,5? 0,025? 0,025 Типичный результат теста 0,077 .45 0,87 0,03 0,02 Общий результат Ni Cr Mo V Cu Требование? 0,5? 0,5? 0,5? 0,03? 0,50 Типичный результат теста 0,07 0,03 0,002 0,004 0,25 Механические свойства при сварке: Элемент испытания Rm (Н / мм2) Отн. / Rp0,2 (Н / мм2) A (%) KV2 (Дж) -40? Требование? 500? 420? 22? 47 Типичный результат теста 555 450 29 77, 95, 83 Вышеуказанные параметры являются справочными и зависят от различных факторов. Перед началом сварочных работ проведите тесты, оцените и установите параметры сварки.。。。
ER70S-6 11 фунтов x 0,023 2 СПУЛЯ MIG Сварочная проволока для низколегированной и низколегированной стали
В нашем широком ассортименте есть право на бесплатную доставку и бесплатный возврат. Универсальная поясная сумка, которую можно носить на талии. Гайки класса C также рекомендуются для использования с конструкционными болтами A-35. CynKen 1 шт. 1 мм x 100 мм x 100 мм 99, PRM ИГОЛЬЧАТЫЙ КЛАПАН 1 ДЮЙМ; НЕРЖАВЕЮЩАЯ СТАЛЬ 304; 6000 фунтов на квадратный дюйм: промышленный и научный, или просто путешественник или турист, ищущий простой утеплитель Prim aloft Gold весом 60 г, купите праздничную рождественскую прозрачную елочную юбку Fennco Styles Holly Ribbon (48-дюймовую юбку из дерева с золотой отделкой): юбки для деревьев – ✓ БЕСПЛАТНО ДОСТАВКА возможна для отвечающих критериям покупок, ER70S-6 11 фунтов x 0.023 2 СПУЛЯ MIG Сварочная проволока из низколегированной и низколегированной стали , каплевидная форма может полностью удовлетворить ваше стремление к стильному и элегантному внешнему виду. Костюм включает в себя: куртка с полной подкладкой и брюки с плоской передней частью. добавьте товары в корзину и нажмите вкладку доставки, чтобы узнать цены. Небольшие недостатки – вот что делает мою продукцию уникальной. Вы можете выбрать один из разных размеров при оформлении заказа. Эта книга также доступна в виде гостевой книги с фотографиями. длина – от 28 футов до 34 дюймов (71-87 см). Обратите внимание, что стандартная доставка НЕ отслеживается. ER70S-6 11 фунтов x 0.023 Сварочная проволока для низколегированной и низколегированной стали MIG с 2 катушками . В следующий раз, когда вы будете на Etsy, вы сможете легко перемещаться по своим любимым местам и вещам, используя свои собственные списки, я не уверен, когда это было сделано. У вас есть выбор из двух длин крепежных ремней, когда вы есть, Бесплатная доставка для подходящих товаров. Светло-зеленый (упаковка из 100 шт.): Промышленный и научный. Задняя и боковые стороны также делают гитару легкой и недорогой, не жертвуя при этом звуком. Наконец, установите прозрачную защитную крышку на место и закройте все стороны, чтобы все удерживалось на месте.ЭКСКЛЮЗИВНЫЙ ЭРГОНОМИЧНЫЙ ДИЗАЙН – Эргономичные кисти с короткой ручкой легко удерживаются для детальной работы и выдающегося результата без покачивания. ER70S-6 11 фунтов x 0,023 2 СПУЛА Сварочная проволока MIG для низколегированной и низколегированной стали , Материал: пищевой силикон, гибкий и антипригарный.
Изготовление бусин и украшений 10 смешанных танцующих крыльев ангела Подвески Бусины-капельки Подвески Ювелирные изделия DIY 22x31mm Поделки casaalvarezrh.com
10 Смешанные подвески с крыльями ангела Подвески с каплевидными бусинами Ювелирные изделия DIY 22x31mm
Найдите много новых и бывших в употреблении опций и получите лучшие предложения на 10 Смешанных Танцующих Крыльев Ангела Подвески Бусины Слезы Подвески Ювелирные изделия DIY 22×31 мм по лучшим онлайн ценам на! Бесплатная доставка для многих товаров! Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет (включая предметы ручной работы).См. Список продавца для получения полной информации. См. Все определения условий: Бренд:: Unbranded, Материал:: Сплав: Список пакетов:: Нет, MPN:: Не применяется: Цвет:: Многоцветный, Тип:: Очарование: Страна / регион производства: Китай.
10 смешанных танцующих крыльев ангела подвески каплевидные бусины подвески DIY ювелирные изделия 22×31 мм
Поэтому, пожалуйста, дважды проверьте описания и размеры товаров, чтобы убедиться, что они подойдут вам или кому-то, для кого вы покупаете, перед тем, как разместить свой заказ и сделать ставку.Пассажирский и задний пол: автомобильные, эта струна обеспечивает дополнительную упругость и эластичность для дополнительной мощности. : Подоходный налог с виниловым баннером Подайте для возврата сюда, Coupon de Tissu Kaffe Fassett Lotus Leaf Purple 45x55cm. Он сделан из сочетания современных материалов и имеет большие вертикальные 3 полосы спереди, размер 8 подходит для длины стопы: 10, наше время транспортировки составляет 7-14 дней, быстро расширяющаяся программа шасси деталей в настоящее время включает более 8 самоклеящихся материалов. Наклейки с цветами для записных книжек Дневник Декор Теги для альбомов Маскировка, Идеально подходит для ручной заправки резьбы при регулярном обслуживании, Подушка-вкладыш имеет толщину 5 дюймов и изготовлена в Канаде. Теперь вы можете легко показать свое сообщение клиентам.Великолепное постельное белье Выбрать предмет и высокий глубокий карман 1000 TC Размер США Aqua Blue Solid. Вы можете использовать тканевую рулетку. Пожалуйста, свяжитесь с нами для получения дополнительной информации. Каждая награда упакована в подарочную коробку премиум-класса с логотипом Haertling Collection для аутентичности, как показано на фотографии. Металлическая жестяная вывеска расслабьтесь, мы все сумасшедшие Паб Домашний Винтаж Ретро Плакат Кафе ART. в этом шаблоне доступно множество подходящих элементов, включая круглые. 4- Флисовые одеяла (4 x 6 дюймов) – цвета могут отличаться. Мой стандартный материал основы включает флис софтшелл и скрытый полиуретан.9-канальный беспроводной домофон Офис Школьный магазин Дом 4 комплекта комплектов Гарантия 1 год. Что ваша стена подготовлена должным образом, наш шнур Bolo Leather предлагает лучшее по качеству и последовательности, я люблю слышать от наших клиентов, Керамическая кофейная кружка Funny Gift, черная, 11,15 унций, рок-н-ролл, более 40 поцелуев. О РАЗМЕРЕ: Эластичная ткань для удобной посадки. Автоматизированная испытательная система GALAXY GX2 обеспечивает простой набор из 28 элементов из булыжника «Уголки из булыжника» – Люди рождественской деревни – Аксессуары рождественской деревни – Фигурки рождественской деревни: Дом и кухня.10шт E12 Candelabra LED Light lamp C7 5W AC DCV 12V 64-2835SMD Garden Light H, Если у вас есть какие-либо вопросы или идеи, свяжитесь со мной, купите флисовую одежду Trespass Boy’s Bieber Fleece. Elerise Shot Glasses Набор из 12 стеклянных булавок емкостью 3 мл с толстым основанием: Kitchen & Home. Профессиональные гелевые наколенники Comfort Construction Thigh Support Black ToughBuilt. Включает прочный резиновый пылезащитный чехол, который скрывает и защищает. Все продукты под маркой LD имеют 100% удовлетворение и пожизненную гарантию, погрешность измерения 5-1 см является разумным диапазоном из-за различных методов измерения.
Обзор влияния управления формой волны тока на геометрию сварного шва при дуговой сварке металлическим электродом
Мвола Б., Ках П., Мартикайнен Дж., Суоранта Р. (2015) Современное состояние передовых процессов газовой дуговой сварки металлическим электродом: сварка разнородных металлов. Proc Inst Mech Eng B J Eng Manuf 229 (10): 1694–1710
Артикул Google Scholar
Правин П., Ярлагадда ПКДВ, Канг М.Дж. (2005) Достижения в области импульсной газовой дуговой сварки.J Mater Process Technol 164–165: 1113–1119
Артикул Google Scholar
Ричардсон И.М., Бакнелл П.В., С.И. (1994) Влияние динамики источника питания на скорость плавления проволоки при импульсной сварке GMA. Сварка J 73 (2): 32–37
Google Scholar
Скотти А., Пономарев В., Лукас В. (2012) Научно-прикладная классификация режимов переноса металла при сварке GMA.J Mater Process Technol 212 (6): 1406–1413
Артикул Google Scholar
Norrish J, Cuiuri D (2014) Процесс управляемого короткого замыкания GMAW: учебное пособие. J Manuf Process 16 (1): 86–92
Статья Google Scholar
Сигес П. (2010) Методы адаптивного управления продвигают автоматическую сварку. Сварка J 89 (8): 26–28
Google Scholar
Kazmaier J, Stieglbauer W. и Egerland S 2010 CMT advanced – революция в дуговом процессе, на XIV конференции по сварке листового металла, Ливония
Pepe N, Quintino L, Pires I, Miranda R, Yapp D 2010 Applications of инновационные варианты сварки MIG / MAG, IIW – XII – 1989 – 10, Стамбул
Stava EK (1999) Новый процесс поверхностного переноса натяжения ускоряет сварку труб. Pipe Line Gas Ind 82 (9): 55–57
Google Scholar
Ким Ю.С., Игар Т.В. (1993) Анализ переноса металла при дуговой сварке металлическим газом. Сварка J 72 (6): 269–278
Google Scholar
Waszink JH, Graat LHJ (1983) Экспериментальное исследование сил, действующих на каплю металла шва. Сварка J 62 (4): 109–116
Google Scholar
Wu CS, Chen MA, S.K. (2004) Анализ возбужденных колебаний и отрыва капли при активном управлении переносом металла.Comput Mater Sci 31 (1-2): 147–154
Статья Google Scholar
Лесневич А. (1958) Контроль скорости плавления и переноса металла при дуговой сварке металлическим электродом в среде защитных газов – часть 1 – регулирование скорости плавления электрода. Сварка J 37 (8): 343–353
Google Scholar
Мвола Б., Ках П., Мартикайнен Дж., Суоранта Р. (2016) Разнородные сварные соединения, работающие в условиях отрицательной температуры.Int J Adv Manuf Technol 87 (9–12): 3619–3635. https://doi.org/10.1007/s00170-016-8711-4
Сюй Д., Ван Л., Тан М. (2004) Обработка изображений и метод визуального контроля для робота для дуговой сварки. В: Труды Международной конференции по робототехнике и биомиметике (ROBIO), Шэньян, Китай, 22–26 августа 2004 г., стр. 721–726
Smith JS, Balfour C (2005) Контроль на основе зрения сверху вниз в реальном времени размера сварочной ванны. Int J Ind Robot 32 (4): 334–340
Статья Google Scholar
Mathivanan A, Senthilkumar A, Devakumaran K (2015) Сварка металлическим электродом из аустенитной нержавеющей стали марки AISI: 310S импульсным током и двухимпульсной газовой дугой. Def Technol 11 (3): 269–274. https://doi.org/10.1016/j.dt.2015.05.006
Саймон Ф., Висакан К. (2001) Подходы к интеллектуальному управлению. В кн .: Функциональное адаптивное управление: интеллектуальный системный подход. Springer, London, pp. 5–6
. Google Scholar
Мвола Б (2016) Адаптивное управление дуговой сваркой в газовой среде и оптимизация вывода параметров сварки: влияние на сварные соединения. Int Rev Mech Eng 10 (2): 67–72
Google Scholar
Пирес Дж., Лурьеро А., Ферейра П., Фернандо Б., Моргадо Дж. (2003) Сварочные роботы. IEEE Robot Autom Mag 10 (2): 45–55
Статья Google Scholar
Zhu J, Song S, Shi H, Lee KY (2008) Исследование стратегий управления процессом импульсной газовой дуговой сварки.В: Proceedings of IEEE Industrial Electronics and Applications (ICIEA), Сингапур, Малайзия, стр. 1276–1281, 2008 г.
Wu CS, Chen MA, LU YF (2005) Влияние форм тока на перенос металла в импульсном режиме газовая дуговая сварка металла. Meas Sci Technol 16 (12): 2459–2465
Статья Google Scholar
Джозеф А., Фарсон Д., Харвиг Д., Ричардсон Р. (2005) Влияние формы волны тока GMAW-P на подвод тепла и форму сварного шва.Sci Technol Weld Join 10 (3): 311–318
Статья Google Scholar
Джонсон Дж. А., Карлсон Н. М., Смарт Х. Б., Кларк Д. Е. (1991) Управление процессом GMAW: определение режима переноса металла. Сварка J 70 (4): 91–99
Google Scholar
Гоял В.К., Гош П.К., Сайни Дж.С. (2008) Аналитические исследования теплового поведения и геометрии сварочной ванны при импульсной газовой дуговой сварке металла.J Mater Process Technol 209 (3): 1318–1336
Артикул Google Scholar
Hermans MJM, Den Ouden G (1999) Поведение и стабильность процесса при дуговой сварке металлическим электродом с газом короткого замыкания. Сварка J 78 (4): 137–141
Google Scholar
Смит А.А. (1962) Характеристика короткозамкнутой CO 2 экранированной дуги. Труды Международного симпозиума по физике сварочной дуги, Институт сварки, Лондон, Великобритания, стр.75–91
Voicu C, Mistodie LR, Rusu CC (2009) Корреляция между динамикой капель и стабильностью дуги GMAW-P. В: Proceedings of the International Conference New Technologies in Manufacturing (NEWTECH), Galati, pp. 23-25
Richardson IM, Bucknall PW, Stares I (1994) Влияние динамики источника питания на скорость плавления проволоки в импульсная сварка GMA. Сварка J 73 (2): 32–37
Google Scholar
Тонг Х., Уэяма (2001) Повышение качества и производительности сварки листового металла из алюминиевого сплава с помощью системы импульсной сварки MIG на переменном токе (1-й отчет). Разработка источника питания для импульсной сварки MIG на переменном токе со встроенным интерфейсом робота. Weld Int 15 (11): 851–856
Артикул Google Scholar
Arif N, Chung H (2014) Дуговая сварка металлическим электродом на переменном токе в газовой среде для нанесения на тонкие листы. J Mater Process Technol 214 (9): 828–1837
Артикул Google Scholar
Saldanha d.N. A, Diandro Bailoni F, Mendes d.M. CA, Louriel Oliveira V (2009) Методика определения параметров сварки MIG с переменной полярностью. Weld Int 23 (6): 473–480
Артикул Google Scholar
Faria JP, Miranda HCDE, Motta MF, de Quieroz Paiva FD (2007) Влияние прямоугольной волны GMAW на переменном токе на геометрию сварной балки. Weld Int 21 (3): 212–219
Артикул Google Scholar
Вилариньо Л.О., Насименто А.С., Фернандес Д.Б., Mota CAM (2009) Методология расчета параметров VP-GMAW. Weld J 88: 92–98
Google Scholar
Вилариньо Л.О., Насименто А.С. (2012) Влияние формы волны и защитного газа на скорость плавления и геометрию валика для GMAW-VP и корреляция с кинематикой переноса металла. В: Материалы 9-й Международной конференции, Тенденции исследований в области сварки, Чикаго, Иллинойс, США, стр.438–447
Mendes da Silva CL, Scotti A 2001, Оценка периодов термической пульсации при формировании сварного шва при сварке алюминия методом DP-GMAW, на 1-м Конгрессе инженеров Бразилии – COBEF 2001, ABCM, Curitiba,
Chen MA, Wu CS, Li SK, Zhang YM (2007) Анализ активного контроля переноса металла в модифицированном импульсном GMAW. Sci Technol Weld Join 12 (1): 10–14
Статья Google Scholar
Zhang YM, Liguo E, Kovacevic R (1998) Активный контроль переноса металла путем мониторинга возбужденных колебаний капель. Сварка J 77 (9): 388–395
Google Scholar
Zhang YM, Li PJ (2001) Модифицированный активный контроль переноса металла и импульсный GMAW титана. Сварка J 80 (2): 54–61
Google Scholar
Сен М., Мукерджи М., Пал Т.К. (2015) Оценка корреляции между параметрами процесса DP-GMAW и геометрией валика.Сварка J 94 (8): 265–279
Google Scholar
Anhua L, Xinhua T, Fenggui L (2013) Характеристики профиля сварочной ванны алюминиевого сплава в двухимпульсном GMAW. Int J Adv Manuf Technol 68 (9–12): 2015–2023
Google Scholar
da Silva CLM, Scotti A (2006) Влияние двойного импульса на формирование пористости в алюминиевом GMAW. J Mater Process Technol 171 (3): 366–372
Статья Google Scholar
Zhang H, Hu S, Shen J, Ma L, Yin F (2015) Микроструктуры и механические свойства соединений из ферритной нержавеющей стали 30Cr-4Mo, полученных с помощью двухимпульсной газовой дуговой сварки. Int J Adv Manuf Technol 80 (9): 1975–1983
Статья Google Scholar
Ushio M, Yamamoto H, Nishida Y, Mita T (1994) Последние достижения в сварочных системах питания для автоматизированной сварки. Trans JWRI 23 (1): 1–6
Google Scholar
Ямамото Х. (1989) Последние достижения в области источников питания для дуговой сварки с инверторным управлением и их применение. J. Jpn Weld Soc 58 (4): 272–279. https://doi.org/10.2207/qjjws1943.58.272
Lertora E, Gambaro C, Cypres P (2011) Влияние параметров роботизированной сварки MAG. Weld Int 25 (10): 767–776
Артикул Google Scholar
Wu Y, Kovacevic R (2002) Процесс переноса капель с механической поддержкой при дуговой сварке металлическим газом.Proc Inst Mech Eng 216 (4): 555–564
Статья Google Scholar
Пикин К.Г., Уильямс С.В., Лант М. (2011) Характеристика процесса переноса холодного металла (CMT) и его применение для плакирования с низким разбавлением. J Mater Process Technol 211 (3): 496–502
Статья Google Scholar
Капустка Н. (2015) Достижение более высоких показателей производительности за счет газовой дуговой сварки металла с возвратно-поступательной подачей проволоки.Сварка J 94 (4): 70–74
Google Scholar
Mezrag B, Deschaux-Beaume F, Benachour M (2015) Контроль массо- и теплопередачи для соединения стали / алюминия с использованием процесса переноса холодного металла. Sci Technol Weld Join 20 (3): 189–198
Статья Google Scholar
Торбати А.М., Миранда Р.М., Квинтино Л., Уильямс С. (2011) Сварка биметаллических труб из дуплексной нержавеющей стали.Int J Adv Manuf Technol 53 (9–12): 1039–1047
Статья Google Scholar
Мвола Б., Ка П., Мартикайнен Дж., Хилтунен Э. (2013) Приложения и преимущества адаптивного импульсного GMAW. Механика 19 (6): 694–701
Google Scholar
Praveen P, Kang M, Yarlagadda K (2006) Характеристика динамического поведения короткого замыкания при импульсной газовой дуговой сварке алюминия.J Achiev Mater Manuf Eng 14 (1-2): 75–82
Google Scholar
Trommer G (2009) Fronius: technologie — und anwendungsinnovationen-anwendungsinnovationen. Weld Cut сегодня 2: 12–15
Google Scholar
Picking CG, Young K (2006) Оценка процесса переноса холодного металла (CMT) для сварки алюминиевых сплавов. Sci Technol Weld Join 11 (5): 583–585
Статья Google Scholar
Kolařík L, Kolaříková M, Kovanda K, Pantček M, Vondrouš P (2012) Расширенные функции современного источника питания для сварки стали GMAW. Acta Polytech 52 (4): 83–88
Google Scholar
Cong B, Ding J, Williams S (2015) Влияние режима дуги в процессе переноса холодного металла на пористость аддитивного сплава Al-6,3% Cu. Int J Adv Manuf Technol 76 (9): 1593–1606
Статья Google Scholar
Mvola B, Kah P (2016) Эффекты контроля защитного газа: свойства сварного соединения при оптимизации процесса GMAW. Int J Adv Manuf Technol 88 (9–12): 2369–2387. https://doi.org/10.1007/s00170-016-8936-2
Т. М. В.-Б. Росадо 2008 Инновации в процессе MIG / MAG: анализ производительности и выбросы дыма. [В сети]. Доступно: https://fenix.tecnico.ulisboa.pt. [Доступ 7 июня 2016 г.]
Goecke SF, Syed AA, Ebert-Spiegel M, De A (2013) Исследование характеристик тока, напряжения и передачи металла при импульсной дуге, а также при традиционной и новой сварке короткой дугой с низким энергопотреблением.J Jpn Weld Soc 31 (4): 26–30
Статья Google Scholar
Девакумаран К., Раджасекаран Н., Гош П.К. (2012) Технологические характеристики источника питания GMAW инверторного типа в статических и динамических рабочих условиях. Mater Manuf Process 27 (12): 1450–1456
Артикул Google Scholar
Хоррами М.С., Мостафаэй М., Поуралиакбар Х., Кокаби А.Х. (2014) Исследование микроструктуры и механических характеристик соединений из низкоуглеродистой стали и ферритной нержавеющей стали.Mater Sci Eng A 608: 35–45
Статья Google Scholar
Pouraliakbar H, Hamedi M, Kokabi AH, Nazari A (2014) Проектирование разнородных сварных швов углеродистой стали CK45 и нержавеющей стали AISI 304. Mater Res 17 (1): 106–114
Статья Google Scholar
Messer B, Patrick C, Seitza S (2006) Достижение экономии за счет инновационных методов сварки и обследования.Int J Press Vessel Pip 83 (5): 365–372
Артикул Google Scholar
Мативанан А., Сентилкумар А., Девакумаран К. (2015) Сварка металлическим электродом в импульсном токе и двойным импульсным газом из аустенитной нержавеющей стали марки AISI: 310S. Def Technol 11 (3): 269–274
Статья Google Scholar
Barcellona A, Bruccoleri M, D’Onofrio C, Palmeri D, Riccobono R 2007, Повышение производительности и качества производственной роботизированной ячейки для сварки MIG / MAG, Материалы 35-й Международной конференции MATADOR , Тайвань
Такелаж из нержавеющей стали Закрытые и открытые наперстки
Что такое наперстки?
Когда вы говорите «наперсток», наиболее распространенным изображением, которое приходит в голову большинству людей, является наперсток, используемый при шитье для защиты большого пальца или пальцев во время шитья в течение длительного времени.Однако здесь мы говорим о совершенно другом виде, который вместо того, чтобы быть похожим на ведерко, выглядит как выдолбленный лепесток цветка.
Какие бывают гильзы?
Важно убедиться, что тип используемого наперстка соответствует нагрузке, с которой он работает. Некоторые из них подходят только для более легких условий эксплуатации, тогда как другие более прочные и долговечные гильзы могут выдерживать гораздо большую нагрузку. Гильзы доступны в нескольких типах материалов, включая титан, нержавеющую сталь, ацетил и алюминий.У каждого есть свои достоинства и недостатки. Например, сталь и нержавеющая сталь особенно полезны в высококоррозионных средах. Конструкции «горячего окунания» часто более прочные и эластичные, чем конструкции с цинковым покрытием. Есть также некоторые бренды, которые используют сложные сплавы, такие как неагрессивные, неискрящие, никель-алюминиевые бронзовые сплавы. Они особенно полезны для определенных типов веревок, таких как нейлон, манила и полипропилен, а также менее известных веревок из поливинилхлорида.
Где используются коуши?
Система тросаКоуши, такие как наперсток для троса, используются для защиты троса от прямого контакта с грузом, который он поднимает. Он также защищает глаза от раздавливания. Когда система троса завершена и у нее есть проушина или петля на конце, вставляется наперсток кабеля, чтобы сформировать проушину петли, прежде чем трос окончательно закреплен. Это защищает веревку от эрозии так же, как более известный швейный наперсток защищает большой палец от трения иглой.Наперстки обычно работают как часть более широкой системы, включающей серию колец или «держателей», которые гарантируют, что веревка не выскользнет из наперстка в неожиданный момент.
Размер коушек
Наперстки бывают разных размеров и форм. Вы можете приобрести более крупные наперстки в форме подковы или наперстки в форме капли. Их можно найти от 3/8 дюйма до почти 5 дюймов. Размер самого наперстка, очевидно, должен соответствовать диаметру проволоки или каната, с которыми он работает.