
Выборка четверти ручным фрезером видео
Содержание
- К чему приводит рассыхание
- Способы изготовления четверти
- Последовательность выбора четверти
- Альтернативные способы
- Несколько советов
- Профильные фрезы для ручного фрезера
- Пазовые фрезы по дереву для фрезера
- Фрезы для выборки четверти (ФАЛЬЦА)
- Специальные фрезы
- Материал для фрез по дереву
Выбор четверти в деревянной детали – одна из частых операций в столярном и плотницком деле. Для чего это делается и как рассматривается далее.
Древесина как и любой материал обладает специфическими свойствами, которые нужно учитывать. Этот очевидный факт, тем не менее, начинающие мастера часто игнорируют. В результате испорченное настроение, время, потраченное на переделку, а часто и испорченный материал.
Одно из характерных свойств древесины – при изменении влажности линейные размеры деревянной детали меняются. При высыхании древесина сжимается, при увеличении влажности расширяется. Кроме того с течением времени из древесины испаряются смолы. Из-за этого деревянная деталь постепенно уменьшается в линейных размерах независимо от изменений влажности. Об этом явлении говорят: дерево рассыхается. Эти эффекты особенно заметны у древесины хвойных пород, из которых производятся самые ходовые пиломатериалы.
Кроме того с течением времени из древесины испаряются смолы. Из-за этого деревянная деталь постепенно уменьшается в линейных размерах независимо от изменений влажности. Об этом явлении говорят: дерево рассыхается. Эти эффекты особенно заметны у древесины хвойных пород, из которых производятся самые ходовые пиломатериалы.
В строительстве и дачном хозяйстве чаще всего используются доски из ели и сосны. Эти сорта древесины при высыхании меняют размер сильнее всего.
К чему приводит рассыхание
Типичный случай: вы сделали у себя на даче сарайчик для хранения хозинвентаря и для прочих нужд. Делали для себя, поэтому сплотили доски, из которых сделаны стены, тщательно, без малейшей щёлочки. Проходит два-три месяца; доски рассыхаются и вся стена светится щелями. Зимой через них задувает снег, летом внутрь сарая ветер наносит пыль.
Усушка достигает 10-13% линейного размера. То есть доска шириной 100 мм после высыхания уменьшается до 88 мм.

Чтобы такого не происходило для обшивки стен нужно использовать доски с четвертью. Стенка, обшитая такими досками никогда не будет иметь сквозных щелей. Своими четвертями соседние доски перекрывают друг друга и при рассыхании сквозных щелей уже не возникает.
К сожалению, пиломатериалы очень редко продаются уже с готовой четвертью. Поэтому мастеру-любителю следует знать способы, которыми дорабатывают доски при необходимости.
Способы изготовления четверти
Выбрать четверть можно несколькими методами с помощью разных инструментов. Например:
- электрическим рубанком,
- фрезером,
- ручной дисковой пилой,
- стационарной циркулярной пилой.
Последний способ – выбор четверти с помощью циркулярной пилы – самый удобный и производительный. Его и рассмотрим.
Если вам требуются строганные доски, то удобнее доски сперва прострогать и только затем переходить к изготовлению четверти.
Последовательность выбора четверти
- Настраиваем вылет пильного диска так, чтобы глубина пропила была равна половине толщины обрабатываемой доски.
 Проще всего это сделать прямо «по месту». Для этого прикладываем доску к пильному диску сбоку, как показано на фотографии, и регулируем вылет диска.
Проще всего это сделать прямо «по месту». Для этого прикладываем доску к пильному диску сбоку, как показано на фотографии, и регулируем вылет диска. - Устанавливаем на станок параллельный упор так, чтобы ширина отреза так же равнялась половине толщины доски. Учитываем толщину самого диска. На этом настройка станка завершена.
- Делаем продольные пропилы с противоположных сторон доски.
- Делаем пропилы с торцов доски. Четверть готова. Как побочный продукт получаем штапик )).
 Проще всего это сделать прямо «по месту». Для этого прикладываем доску к пильному диску сбоку, как показано на фотографии, и регулируем вылет диска.
Проще всего это сделать прямо «по месту». Для этого прикладываем доску к пильному диску сбоку, как показано на фотографии, и регулируем вылет диска.Альтернативные способы
Как уже говорилось, стационарная циркулярная пила очень удобна для выбора четверти. (О разновидностях дисковых пил и особенностях их выбора на нашем сайте есть отдельная статья.) Но она не всегда есть в арсенале мастера, а иногда использовать её невозможно чисто физически.
Если нужно выбрать четверть в толстых длинных досках, можно воспользоваться ручной дисковой пилой. Принцип изготовления и последовательность операций те же самые. Отличие в том, что в этом случае обрабатываемая доска и инструмент меняются местами. Доска закрепляется неподвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Доска закрепляется неподвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Если под рукой у вас нет ни циркулярной, ни ручной дисковой пилы, можно воспользоваться болгаркой с диском по дереву либо ручным фрезером с подходящей цилиндрической фрезой. Оба способа очень медленные и не годятся для большого объёма работ. Кроме того, выбирать четверть болгаркой неудобно, опасно и получается неровно.
Ещё один способ – использовать электрический рубанок. Однако большинство современных моделей рубанков из-за особенностей конструкции для этого не годятся. Посмотрите видео, в котором показан как раз этот способ выбора четверти.
Несколько советов
- Не забывайте о технике безопасности.
- Если доски длинные, работайте с помощником.
- Доски должны быть одинаковой толщины.
- Не используйте свежезаготовленные пиломатериалы. Дайте им просохнуть не менее 1 года.

В следующих статьях продолжим рассказ о приёмах деревообработки и используемых инструментах.
Фрезы классифицируют в основном по их назначению и форме. Наиболее распространённые из них — профильные, пазовые, для выборки четвертей, для снятия фасок, конические для выборки пазов и шипов соединения «ласточкин хвост». Кроме того, домашнему столяру хоть и реже, но приходится иметь дело с такими фрезами по дереву для ручного фрезера, как торцовая, пригоночная, шрифтовая, для обработки кромок и торцов под склейку, а также — для выборки Т-образного паза.
Профильные фрезы для ручного фрезера
Профильная фреза — понятие довольно широкое, которое распространяется на многие базовые виды фрез: для выборки желобка (канавки), четвертную и как один из вариантов — для закругления углов и кромок.
Для формирования сложных профилей можно использовать последовательно несколько различных фрез по дереву для ручного фрезера этого типа или только так называемую многопрофильную фрезу.
Среди фрез по дереву для ручного фрезера для закругления углов и кромок бывают и трёхрадиусные, способные формировать закругления по любому из их радиусов или всеми одновременно.
Фрезы для снятия фасок могут быть различного диаметра с углами наклона режущих кромок к оси вращения 45, 55 и 60°. Эти фрезы имеют только боковые режущие кромки и, как правило, — нижнюю упорную цапфу или упорный подшипник. В отличие от них фрезы для выборки канавок имеют режущие кромки и на нижнем торце.
Пазовые фрезы по дереву для фрезера
У пазовых фрез есть боковые и торцовые режущие кромки, что позволяет внедрять их в обрабатываемую заготовку в любом месте и вести обработку, смещая фрезерную машинку в нужном направлении. Основные и вспомогательные режущие кромки обеспечивают чистую обработку боковых стенок и дна паза.
Из всех пазовых фрез наиболее часто применяют фрезы цилиндрической формы, в частности, для выборки пазов, четвертей и прорезей, сверления отверстий, нарезки прямых шипов, выборки углублений (гнёзд) в заготовках, соединений врубкой вполдерева, а также при работах с копировальными втулками и шаблонами.
фрезы по дереву для ручного фрезера с прямыми режущими кромками могут быть диаметрами от 2 до 30 мм, а фрезы со спиральными режущими кромками — диаметрами от 3 до 8 мм (с хвостовиком 08 мм). Спиральные фрезы лучше отводят образующуюся при обработке заготовок стружку.
К группе пазовых относятся и фрезы для нарезки шипов (в том числе шипов «ласточкин хвост», режущая головка которых сужается в направлении хвостовика под углом 15°).
Для выборки пазов на кромках заготовок применяют дисковые пазовые фрезы по дереву для ручного фрезера, работающие по принципу дисковой пилы. Их толщина обычно в пределах — 1,5-6 мм при диаметре 40-60 мм. При необходимости выбрать более широкие пазы фрезой совершают несколько проходов.
При выборке паза в середине кромки заготовку после первого прохода поворачивают на другую сторону. Тогда расстояние от стенок паза до пластей заготовки будет одинаковым.
Фрезы для выборки четверти (ФАЛЬЦА)
Такие фрезы отличаются от цилиндрических пазовых наличием упорных цапф или подшипников, направляющих фрезу вдоль кромки, обеспечивая тем самым одинаковую ширину выбираемой четверти. При необходимости выбрать более узкую или более широкую четверть заменяют упорный подшипник на другой соответствующего диаметра или используют другую фрезу.
При необходимости выбрать более узкую или более широкую четверть заменяют упорный подшипник на другой соответствующего диаметра или используют другую фрезу.
Если фреза и её упорный подшипник — одинакового диаметра, то такая фреза рассматривается уже как пригоночная (иногда её называют «обгонная»), которой обрабатывают заподлицо с заготовкой кромочные накладки, фанеровку и пр.
При наличии у фрезы вращающейся вместе с инструментом упорной цапфы на обработанной базовой поверхности остаются следы от этой цапфы, с чем приходиться мириться. Упорные подшипники таких следов за собой не оставляют.
Кроме того, выпускают сборно-разборные фрезы и комплекты фрез для разных целей (например, для получения и последующего соединения деталей со сложным профилем).
Специальные фрезы
При выполнении декоративных выборок, например, орнаментов, шрифтов пользуются V-образными (коническими) гравировальными фрезами. При этом фрезерную машинку перемещают по разметке свободно от руки.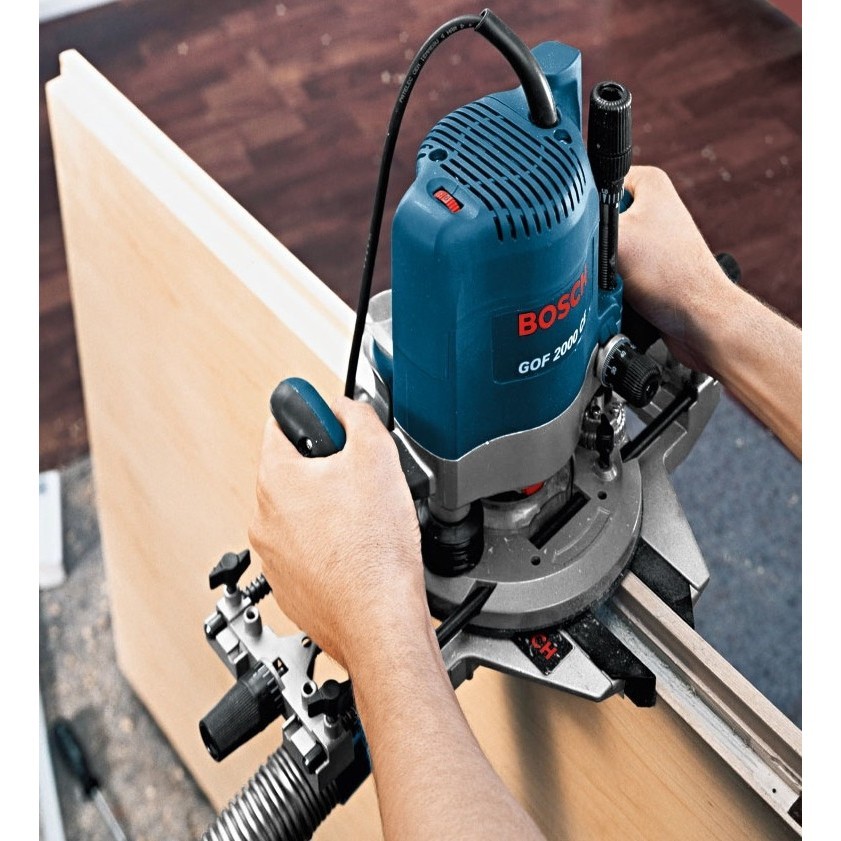
Для сверления и выборки отверстий применяют фрезы-свёрла с упорным центром и подрезателем. Отверстия под шканты сверлят фрезами 06, 08 и 012 мм. Гнёзда под мебельную фурнитуру выбирают фрезами 015-35 мм. При работе с фрезами большего диаметра фрезерную машинку следует переключать на более низкие обороты.
С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых — ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль-контрпрофиль»), или одна фреза, создающая свой ответный профиль при повороте заготовки на другую сторону.
Материал для фрез по дереву
Фрезы делают из быстрорежущей стали (более доступные по цене), из твёрдого сплава (дорогие) и с твердосплавными напаянными пластинами. Стойкость твердосплавных лезвий превышает аналогичный показатель лезвий из быстрорежущей стали почти в 25 раз. Такие фрезы могут применяться также для обработки материалов с высоким содержанием клея (например, ДСП и плит MDF), трудно обрабатываемой древесины (например, тикового дерева), пластика и алюминия. Однако при обработке мягких пород дерева лучший результат дают фрезы из быстрорежущей стали, лезвия которых можно затачивать.
Однако при обработке мягких пород дерева лучший результат дают фрезы из быстрорежущей стали, лезвия которых можно затачивать.
Достойная альтернатива двум этим видам фрез — фрезы со съёмно-поворотными неперетачиваемыми пластинами из твёрдого сплава, которые в сравнении с фрезами с затачиваемыми пластинами — более экономичны (достаточно сказать, что заточка фрезы обходится порой чуть ли не вдвое дороже её стоимости). Снять и поставить режущие пластины в другое положение — дело весьма простое.
Преимущество фрез со съёмно-поворотными пластинами и в том, что их рабочий диаметр остаётся постоянным. При заточке же лезвий он постепенно уменьшается.
Со съёмно-поворотными пластинами бывают фрезы: пазовые (08,010 и 012 мм), для фрезерования по периметру — 016 мм, пригоночные, для снятия фаски и выборки четверти. Ввиду высокой окружной скорости фрезы большого диаметра используют только на стационарных фрезерных устройствах.
Конечно, номенклатура фрез постоянно расширяется, а благодаря этому могут расшириться и технологические возможности домашних мастеров.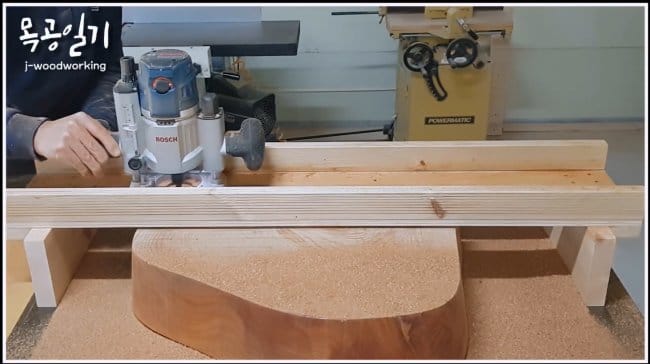
Это довольно таки не все фрезы для ручного фрезера. Их много и мы о всех постараемся поведать.
Посоветуйте, каким инструментом выбирать четверть в досках. Работа не регулярная, по мере надобности. Доски предполагается использовать для обшивки.
V.G. написал :
Посоветуйте, каким инструментом выбирать четверть в досках
ручной циркуляркой в два прохода,
стационарной циркуляркой, если ставить два диска через шайбу то за один проход .
рубанком в 4-6 проходов ( четверть выбирают не все модели, глубина за один раз 2 мм. )
пазовой фрезой ручным фрезером. -1 проход . (недостаток фрезы практически незаточишь, садятся быстро. )
дисковой фрезой на универсальном станке.
ну и вручную рубаночком
вот вам фреза ” >
на циркулярку чтобы за один проход .
Спасибо за подробный ответ. Есть ручная циркулярка и электрорубанок. Не очень понятно, как циркуляркой проходить толщину (если в два прохода). Например, если доска 20 -ка.
Фреза для циркулярки, для изготовления в один проход – подходит для ручной или нет?
Никогда такую не встречал в магазине. Интересно продают в Питере?
Еще вопрос по фрезеру (думаю покупать или нет). Если им выбирать четверть на сколько метров (ориентировочено) хватит фрезы.
Вообще есть смысл покупать его для этого и работ типа: изготовления плинтуса, половой шпунтованной доски и т. д. при небольших объемах – 20-30 м.?
V.G. написал :
Фреза для циркулярки, для изготовления в один проход – подходит для ручной или нет?
не пробовал
но редуктор должен потянуть .
V.G. написал :
Если им выбирать четверть на сколько метров (ориентировочено) хватит фрезы.
метров на 50 должно хватить
потом кромку нужно править
V.G. написал :
ориентировочено)
Вообще есть смысл покупать его для этого и работ типа: изготовления плинтуса, половой шпунтованной доски
точно нет . не потянет такие фрезы даже двухкиловатный
не потянет такие фрезы даже двухкиловатный
там диаметр фрез нужен большой.
вот шип паз им выбирать хорошо
V.G. написал :
очень понятно, как циркуляркой проходить толщину (если в два прохода). Например, если доска 20 -ка.
Уже сто раз писали, первый проход всех досок по плоскости. Потом перенастраиваете циркулярку на пару мм, доску на ребро, чтоб циркулярка на 20мм ребре не заваливалась собираете несколько досок в пачку струбцинами или прикрепляете к доске ровный брусок. Но я лично делаю так.
Первый проход
” >
Второй проход
” >
Лично я выбираю четверь Диолдовским фрезером и просто писаю от восторга.
Алексейй написал :
выбираю четверь Диолдовским фрезером
а чего пазовые фрезы не используете
Для четверти и шпунт-паз нужен мощный фрезер или достаточно попроще и полегче?
V.G. написал :
Для четверти и шпунт-паз нужен мощный фрезер или достаточно попроще и полегче?
Достаточно попроще и помощнее. т.к. прецезионной точности не требуется .
т.к. прецезионной точности не требуется .
смотрите только чтобы боковой упор был нормально сделан , а не угогая железка .
alex_k написал :
рубанком в 4-6 проходов ( четверть выбирают не все модели, глубина за один раз 2 мм. )
Кроме того, что четверть выбирают не все рубанки, есть ещё ограничение по максимальной глубине выборки четверти, у рубанков её выбирающих.
А вот глубина выборки может достигать до 4 мм за один проход.
alex_k написал :
Достаточно попроще и помощнее. т.к. прецезионной точности не требуется .
смотрите только чтобы боковой упор был нормально сделан , а не угогая железка
Не подскажете модели фрезеров, подходящих под это определение. Я в этой теме пока плаваю.
Поизучал форум, но ясности пока нет.
Так никто и не может подсказать? На следующей недели хочу купить фрезер, а так и не определился.
Для ,,неопределившегося,, по русски же написал- покупаем самый дешевый фрезер что есть в продаже -Диолд на 1,1 кВт за 1100 р. и выбираем четверти сколь влезет. Я выбирал им четверть в дверной коробке, в оконой коробке. Выбирал четверть в досках 40мм для полотна двух дверей. Выбирал пазы сечением 50*25 мм в досках на 50 мм. Тяма не хватило использовать даный фрезер для пазов при изготовлении окосячки,но как только освоил инстумент первым делом стали те пазы на 50*25 о которых написал выше. В процесе чтения форума думал что фрезер это нечто для рамочек и профего кружевного ,,девичьего,, На даный момент уверен что фрезер это Плотницкий инструмент который может ВСЕ/возможно с Бошем по другому-только рюшечки/
и выбираем четверти сколь влезет. Я выбирал им четверть в дверной коробке, в оконой коробке. Выбирал четверть в досках 40мм для полотна двух дверей. Выбирал пазы сечением 50*25 мм в досках на 50 мм. Тяма не хватило использовать даный фрезер для пазов при изготовлении окосячки,но как только освоил инстумент первым делом стали те пазы на 50*25 о которых написал выше. В процесе чтения форума думал что фрезер это нечто для рамочек и профего кружевного ,,девичьего,, На даный момент уверен что фрезер это Плотницкий инструмент который может ВСЕ/возможно с Бошем по другому-только рюшечки/
Пазовые фрезы-я только учусь,да и дорогие зараза,комплект фрез в два раза дороже фрезера .
Как выбрать ручной фрезер по дереву
Содержание
- Виды ручных фрезеров
- Выбор фрезера
Ручной фрезер – универсальный инструмент, предназначен для различных столярных и отделочных работ, таких как:
- выборка четверти;
- сверление;
- шлифование;
- изготовление гнезд для замков, фурнитуры, навесов, уголков;
- резьба по дереву, гравировка, изготовление барельефов, скульптур, фресок;
- отрезные работы;
- фигурное и прямое профилирование края;
- подгонка ламината для мебели;
- изготовление пазов, шлицов, фальцев;
- черновое выравнивание и так далее.

Подробнее о выборке четверти при помощи ручного фрезера на видео:
Виды ручных фрезеров
По конструктивным особенностям и возможности различают три основных вида ручных фрезеров: кромочные, верхние и ламельные.
Кромочные служат в основном для обточки кромок и снятия фасок.
Верхние фрезеры, в свою очередь, делятся на погружные и неподвижные. Последние представляют собой электродвигатель с настройками глубины фрезерования путем перемещения вниз или вверх. Инструменты этого вида мало подходят для новичков, так как изменять положение фрезы придется, не выключая ее. Погружные фрезеры более удобны в работе. Двигатель перемещается по направляющей, пружины позволяют поднять или опустить фрезу.
Ламельные используются, как правило, для устройства соединительных пазов.
Выбор фрезера
Самыми важными характеристиками являются мощность и скорость (частота) вращения.
Высокоскоростные инструменты применяют для твердых материалов и работ высокой точности. Для вязких и легкоплавких материалов рекомендуется снизить частоту.
Большое значение имеют также механические особенности инструмента. Качественный ручной фрезер имеет литую подошву, изготовленную из сплавов алюминия или штампованную из стали. Это обеспечивает хорошее прилегание к основе и четкую форму платформы. Такие фрезеры можно использовать для чистовой высокоточной работы. Нижняя часть подошвы должна иметь накладку из твердого тугоплавкого пластика или лакированного дерева твердых пород. Рекомендуется обратить внимание на размер отверстия в платформе, ограничивающий максимальный диаметр фрезы.
Исправность и функциональность штангового механизма во многом определяет производительность. Головная часть инструмента должна перемещаться плавно, без лишних усилий. Люфты и перекосы должны отсутствовать.
Глубина врезки регулируется винтом или рычагом, который располагается на рукоятке. Профессиональные ручные фрезеры позволяют производить обработку с точностью до сотых долей миллиметра. Регулирующие ручки также не должны иметь люфтов. В некоторых моделях есть возможность изменять настройки прямо в процессе работы. Фиксация головной части в хороших инструментах производится на обеих штангах.
Некоторые ручные фрезеры снабжены съемными головками или имеют отверстия в платформе, что позволяет закреплять инструменты в стационарном положении.
При покупке ручного фрезера необходимо обратить внимание на цанговый механизм, с помощью которого закрепляется оснастка инструмента. Диаметр фрезы должен соответствовать диаметру цанги. Так, в легких фрезерах установлена цанга, рассчитанная на хвостовики фрез диаметром до 6 мм, в средних инструментах до 8 мм, тяжелые могут зажимать 12 мм фрезы.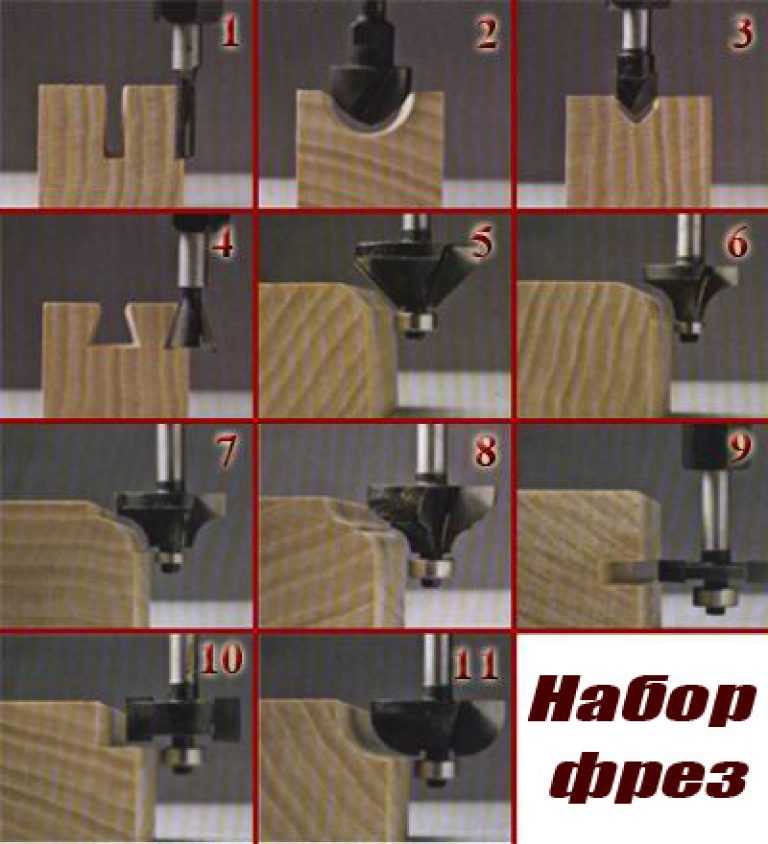
При установке более тонких фрез в цангу большего диаметра пользуются переходными втулками, при этом важно учитывать предельную частоту вращения фрезы и скорость подачи, так как превышение этих пределов приводит к поломке оснастки. Также стоит обратить внимание на единицы измерения диаметра фрез. Европейские и американские производители указывают этот параметр в дюймах.
Предпочтение лучше отдать фрезеру, снабженному цангой с большим количеством прорезей. Такой зажим надежно центрирует и фиксирует фрезу, не допуская вибраций.
Электродвигатели мощных инструментов должны оснащаться системой плавного пуска. Это защищает механическую часть от ударных нагрузок, электрическую сеть от перегрузок, электродвигатель от пусковых токов. Некоторые профессиональные модели ручных фрезеров имеют защиту от перегрева обмоток. При превышении температуры электропитание автоматически отключается.
Многие модели ручных фрезеров снабжены константной электроникой, которая стабилизирует скорость вращения при изменении подачи и работе с многослойными неоднородными материалами. Такие инструменты более универсальны и позволяют производить более качественную обработку.
Такие инструменты более универсальны и позволяют производить более качественную обработку.
Все представленные на рынке ручные фрезеры имеют защиту от случайного включения. Это может быть реализовано дополнительной кнопкой подачи тока на электродвигатель, которую требуется нажать одновременно с основной. С помощью этой системы можно блокировать пусковой курок в нажатом положении. В некоторых моделях можно регулировать скорость вращения силой нажатия на пусковую клавишу.
Перед покупкой важно оценить эргономику инструмента. Рукоятки должны быть прорезинены, иметь удобную форму. Обратить внимание на расположение рабочих кнопок, регулировочных механизмов, длину питающего шнура, конструкцию пылеотвода.
Перед покупкой обязательно нужно протестировать фрезер на холостом ходу на разных скоростях. Вибраций и посторонних шумов быть не должно. Оценить обзор рабочей зоны, ручные фрезеры некоторых производителей имеют прозрачный защитный кожух и светодиодную подсветку.
Проверить глубину погружения фрезы — в паспортных данных указывается только ход головной части инструмента. Предпочтение лучше отдать фрезеру, цанга которого доходит до низа платформы или выступает за нее.
Предпочтение лучше отдать фрезеру, цанга которого доходит до низа платформы или выступает за нее.
Оценить и проверить комплектацию инструмента. Ручные фрезеры могут комплектоваться дополнительными приспособлениями, такими как направляющая шина, горизонтальный упор, копировальная втулка, угловой упор, линейка-циркуль, опорный подшипник. Перед покупкой рекомендуется установить поочередно все дополнительные приспособления, проверить надежность креплений, выявить наличие люфтов.
Для дома и дачи обычно выбирают средний фрезер с базовой комплектацией и сменными фрезами. Эти инструменты достаточно мощные и универсальные, чтобы выполнить наиболее распространенные работы в быту и на приусадебном участке.
Подробней о выборе ручного фрезера на видео:
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер Сэр Джозеф Уитворт, баронет Джеймс Нэсмит Генри Модсли Джозеф Брама
- Похожие темы:
- шлифовальный станок расширитель токарный станок сверлильный станок буровая машина
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
станок , любая стационарная машина с механическим приводом, которая используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек.

Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Великобритания пыталась сохранить лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков – шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Система координат фрезерного станка с ЧПУ Made Easy
Этот пост также доступен в: Italiano (итальянский) Deutsch (немецкий) 日本語 (японский)
Вы будете использовать основы системы координат фрезерного станка с ЧПУ везде, а не только для одного конкретного станка с ЧПУ. Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства. Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Почему координаты важны для фрезерной обработки с ЧПУ?
Аддитивные станки строят деталь снизу вверх. Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Все становится сложнее, когда добавляются различные фрезерные инструменты. Каждый бит имеет разную длину, которая изменяет расстояние между точкой привязки шпинделя и заготовкой. Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как станки с ЧПУ понимают трехмерное пространство. Без системы координат ваше ЧПУ абсолютно не могло бы узнать:
- Где находится ваш блок материала
- Как далеко ваш инструмент находится от вашей детали
- Какие движения использовать для обработки вашей детали
Система координат может показаться сложной на первый взгляд, но ее можно разбить на простые составные части.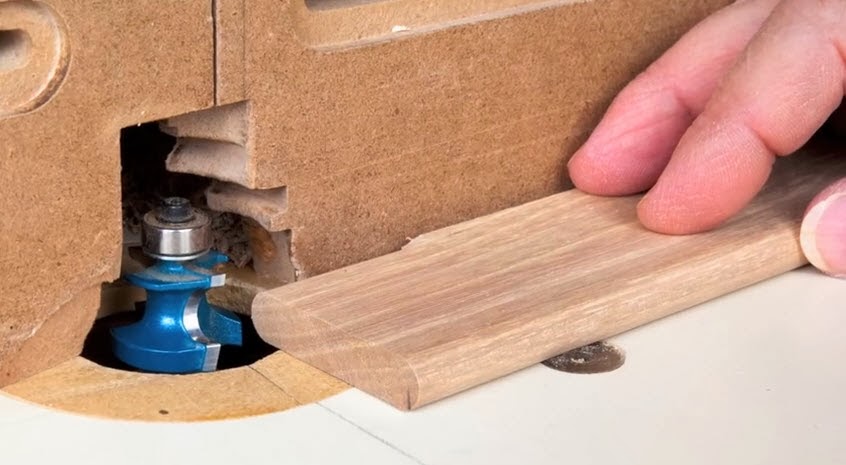 Давайте сначала начнем с основ декартовой системы координат.
Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомый числовой ряд. Одна точка на линии обозначается как Origin . Любые числа слева от начала отрицательны, а числа справа — положительны.
Объедините оси X, Y и Z в 90 градусов, и вы создаете трехмерное пространство, в котором ваш станок с ЧПУ может перемещаться. Каждая ось встречается в Origin .
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y встречаются, вы получаете плоскость XY, где большая часть работы выполняется с 2,5D-деталями. Эти плоскости разделены на четыре квадранта, пронумерованных 1-4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат по отношению к вашему станку с ЧПУ — это использовать Правило правой руки . Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
- Средний палец — ось Z.
- Указательный палец — это ось Y.
- Большой палец — это ось X.
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь. Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет движение «влево» и «направо»
- Ось Y позволяет движение «вперед» и «назад»
- Ось Z позволяет движение «вверх» и «вниз»
Соберите все это вместе , и у вас есть станок с ЧПУ, который может резать разные стороны заготовки в плоскости XY и на разную глубину по оси Z. Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда основано на том, как движется ваш инструмент, а не на столе. Например, увеличение значения координаты X перемещает стол влево, но с точки зрения инструмента он движется вдоль заготовки вправо.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку. Вы режете кусок, который соответствует отрицательной координате оси Z.
Если прочитав это, вы запутались еще больше, чем раньше, не беспокойтесь. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, которая называется Machine Home . Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ перемещаются к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Внутренний процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси. На некоторых машинах есть целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу вашего станка с ЧПУ, заставляя его двигаться.
Движение стола вперед и назад мгновенно сообщает об изменении координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУДо сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипулирования человеком, которая называется рабочей системой координат или WCS . WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS. Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для вашего WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
- Исходная точка должна быть найдена механическими средствами с помощью краевого искателя или щупа
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Исходная точка должна учитывать требуемые допуски для последующих операций полный блог по выбору наиболее оптимальной исходной точки, особенно для каждой последующей настройки, когда набор допусков начинает расти. Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации. Взаимодействие ЧПУ и системы координат человека
Как мы упоминали выше, люди-операторы будут использовать WCS, которая предоставляет простой набор координат для написания программы ЧПУ.
Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.Станок с ЧПУ будет использовать рабочее смещение, чтобы определить разницу в расстоянии между вашей WCS и его собственной исходной позицией. Эти смещения хранятся в контроллере станка, и обычно к ним можно получить доступ в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали можно назначить собственное смещение. Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Коррекция инструментаДовольно часто для одной и той же работы используется несколько инструментов, но вам нужен способ учета различной длины инструментов. Программирование смещения инструмента на вашем станке с ЧПУ упрощает эту работу.
С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:- Бег . Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на столе станка.
- Зондирование. Используйте щуп для автоматического определения смещения инструмента. Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
Теперь, когда у нас есть все основы координат, давайте пройдемся по набору примеров заданий. Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму.
Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.Работа 1
Сначала нам нужно защитить и установить наши оси и исходную точку:- Деталь зажимается в тисках, крепится болтами к столу станка и выравнивается по осям станка.
- Это обеспечивает совмещение оси X WCS с осью X станка.
- Левая часть лица упирается в тиски. Это устанавливает повторяющееся начало оси X.
- Поскольку одна из губок тисков фиксирована, мы можем использовать эту губку для определения повторяемого начала координат оси Y, находя это место с помощью кромкоискателя или щупа.
С помощью нашей WCS наша машина теперь понимает положение заготовки относительно своих собственных внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Задание 2
Теперь деталь нужно перевернуть, чтобы обработать другую сторону. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.Одна важная переменная, о которой следует помнить, это усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, слесари обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного давления зажима при перемещении или вращении деталей. Изменения давления зажима могут привести к изменению положения детали или другим неисправностям, таким как деформация или искривление детали, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Работа 3
Теперь нам нужно просверлить несколько отверстий, для чего нужно поставить деталь на торец. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.Для этого необходимо использовать новое смещение, которое сместит исходную точку в верхний угол детали. Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.
Мы по-прежнему можем использовать две исходные опорные плоскости для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех установок, и даже начало координат Z менялось только один раз. Но мыслительный процесс, связанный с выравниванием, воспроизводимостью и точностью предыдущих функций, важен, и вы обнаружите, что повторяете эти основные шаги снова и снова.
Заблокировано и загруженоТеперь у вас есть точные знания координат ЧПУ в вашем инструментальном поясе механика. Используйте его, куда бы ни привела вас ваша карьера! Системы рабочих координат (WCS) устраняют разрыв между внутренними координатами станка и вашей программой ЧПУ.
 Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента: Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.