
Cварка инвертором для начинающих.Основы.Уроки и техника
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть.

Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».

Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола.
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
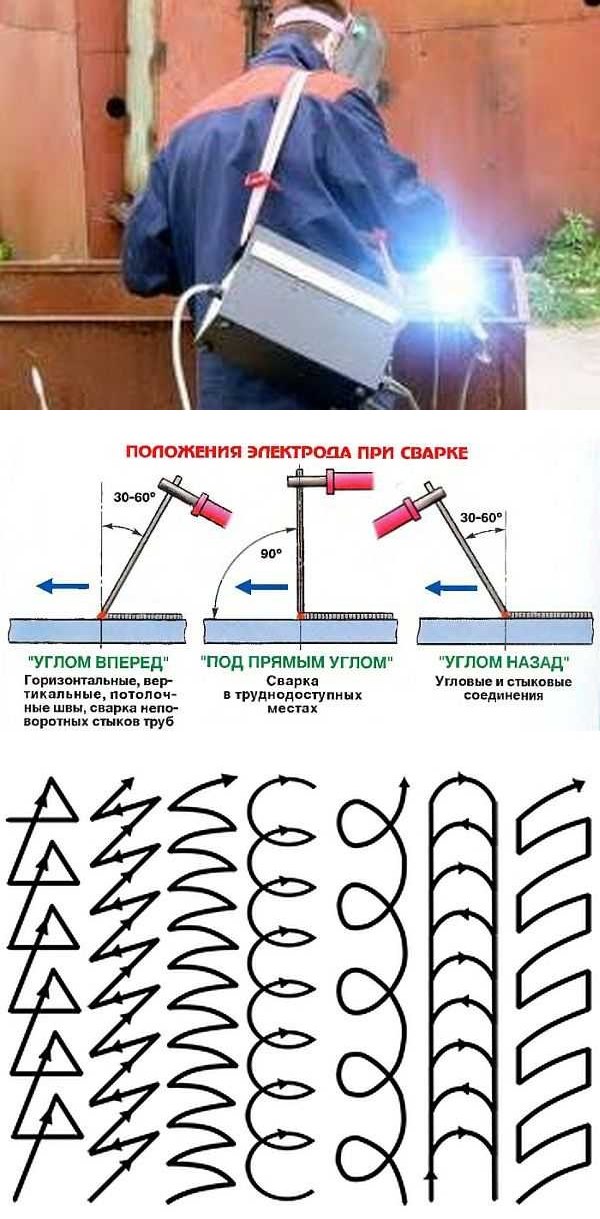
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки — движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности.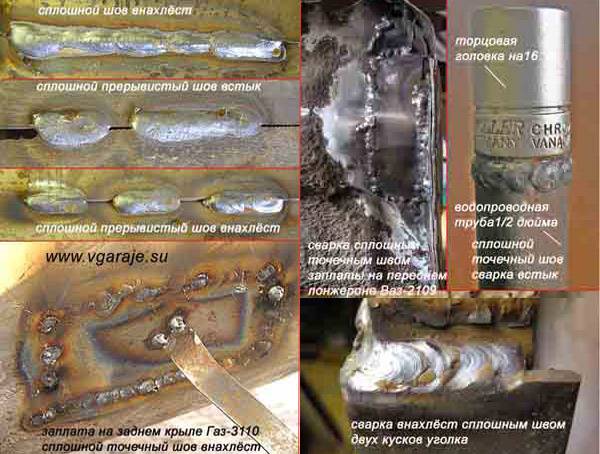 При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов.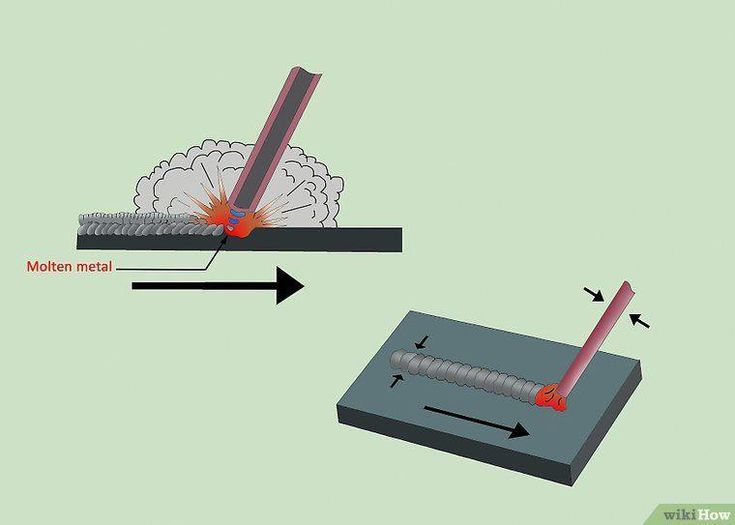 Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла — деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
- Если вы хотите, чтобы сварочный шов на металлическом листе получился максимально качественным и на листах не образовались дыры, нужно следить за тем, чтобы при сварочном процессе вам был виден шов.
Обучение сварочному делу начинайте со сварки в нижнем положении. Освоив процесс, переходите к сварке кольцевых швов и только потом приступайте к вертикальным.
Проще всего соединение осваивать при размещении пластин внахлест. В этом случае вы гарантировано не приварите лист металла к столу.
При выполнении соединений угловых и в тавр очень трудно сделать качественный шов, наблюдается слив металла на одну из сторон. Можно упростить работы, расположив детали «в лодочку», рисунок б).
Вертикальные швы выполнить очень тяжело. Для информации: они наносятся снизу вверх.
Все дефекты устраняются ремонтом. Для этого удаляют участок шва и накладывают шов еще раз. Или подваривают участок шва.
Для того чтобы полностью проварить толстый металл, на нем выполняют разделку кромок, по простому делают фаску.
И между кромками выдерживают небольшой зазор от 0,5 мм.

 И между кромками выдерживают небольшой зазор от 0,5 мм.
И между кромками выдерживают небольшой зазор от 0,5 мм.Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
 youtube.com/embed/f78SVlwbuhI” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/f78SVlwbuhI” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Рекомендуем вам еще:
инстуркции и советы для новичков
Автор perminoviv На чтение 6 мин Просмотров 2 Опубликовано
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
 В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Как правильно сваривать металл инверторным сварочным аппаратом
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.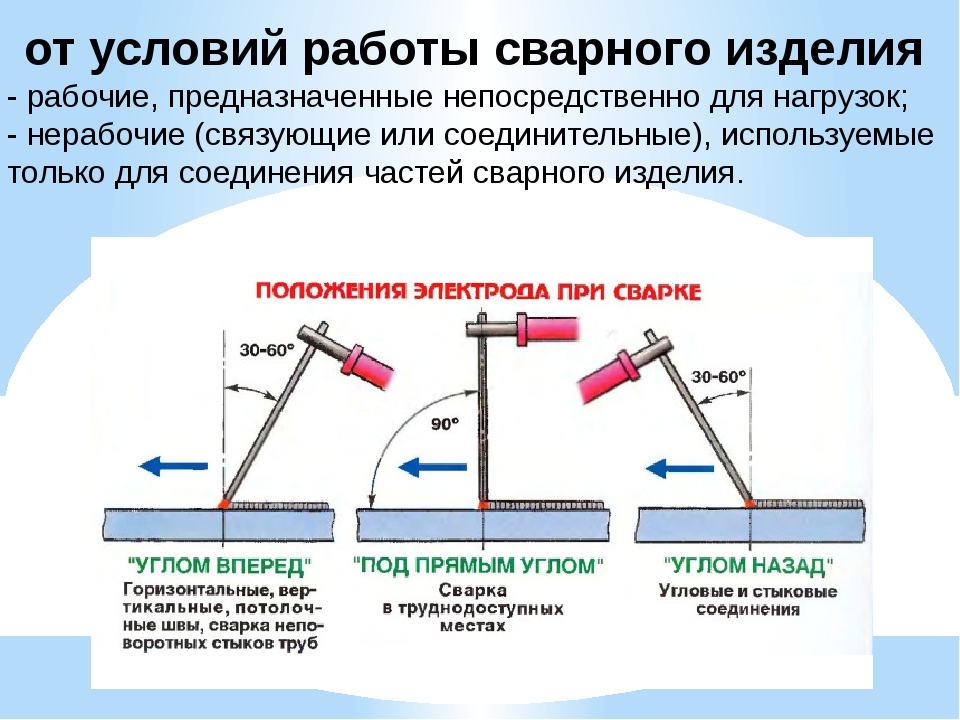
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку.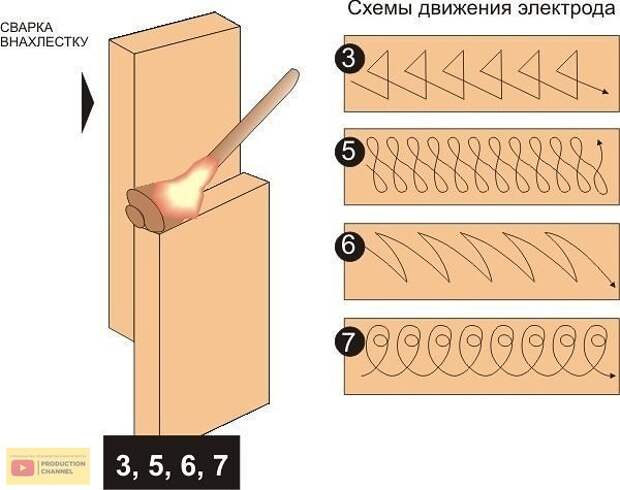 Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия.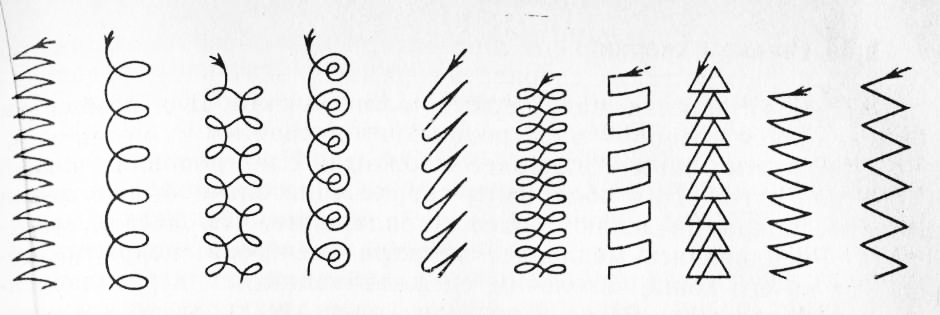 По окончании остывания получившийся шлак на месте сварки необходимо удалить.
По окончании остывания получившийся шлак на месте сварки необходимо удалить.
Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило — дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.
Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Оцените статью: Поделитесь с друзьями!Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Как варить тонкий металл инвертором видео
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае ” — ” подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Как правильно варить сваркой – видео
Перед тем, как пробовать учиться варить инверторной сваркой, необходимо ознакомиться с комплектующими частями инвертора, а также посетить несколько практических занятий (можно посмотреть, как правильно варить сваркой видео). Сварочный инвертор состоит из следующих деталей:
преобразователь частоты; система управления; сетевой фильтр и выпрямитель; высокочастотный трансформатор; силовой выпрямитель.
Как правило, габариты сварочного инвертора невелики, это позволяет носить его даже на плече в течение всего рабочего дня.
Как научиться варить сваркой инвертором, может узнать любой желающий. Для этого необходимо использовать сварочные электроды, которые бывают трех основных видов:
- высоколегированные;
- углеродистые;
- легированные.
Благодаря правильному использованию нужных электродов можно получить достаточно качественный шов. Частота тока в сварках инверторного типа при этом не должна превышать 60-85 кГц.
Сварочный инвертор очень экономный, что является очень большим плюсом для аппарата. И размеры оборудования, и его экономичность обусловлены европейскими стандартами, создающими достаточно жёсткие рамки потребления энергии.
Чтобы знать, как правильно варить сваркой (видео), необходимо хотя бы предполагать, какое дополнительно оборудование может понадобиться: защитная маска (выбирать необходимо удобную маску, которая будет удобно крепиться на голове), держатели, защитные рукавицы и костюм.
Какой сварочный аппарат выбрать для проведения сварочных работ?
Чтобы варить инверторной сваркой, прежде всего, необходимо выбрать сам аппарат для сварки. На современном рынке очень много разных моделей сварочных аппаратов, как и много видеоматериалов в разделе как работать со сваркой видео.
Чтобы подобрать наиболее подходящий агрегат, нужно ознакомиться с особенностями каждой модели. В первую очередь при выборе инвертора обращают внимание на диапазон регулировки сварочного тока. К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
Как варить сваркой «видео по инверторам» наверняка содержит информацию и о таком показателе, как ПВ – продолжительность выключения инвертора. Данный показатель всегда указывается в технических характеристиках сварочного аппарата (в %). К примеру, если ПВ равен 40%, то время работы соответственно будет составлять 60%.
Можно собрать сварочный инвертор и самому, только перед тем, как сделать сварку своими руками, придётся очень много информации проштудировать.
Напряжение холостого хода и потребляемая мощность – два показателя, которые также играют важную роль при выборе. Напряжение должно составлять 50-90 А, а потребление мощности не должно превышать 16-25 А.
Также раздел «как работать со сваркой видео» содержит информацию о пыле- и влагозащищённых свойствах корпуса устройства.
Выбор электродов для сварочного инвертора
Материал «как правильно варить сваркой видео» обязательно также содержит информацию о том, какие электроды нужно покупать для работы со сваркой инверторного типа.
Выбор электродов в первую очередь зависит от того, с какими материалами будет вестись работа (низко-, среднеуглеродистыми сталями, низколегированными, нержавеющими). К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
Выбор электродов также зависит от вида работ. Например, на даче, где сварка производится в основном без критических нагрузок, можно использовать электроды класса МР-3 или АНО. Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Азы сварки для начинающих
Перед тем, как приступить к сварке ответственных деталей, необходимо попробовать сварить что-то ненужное. Даже, если сварщик вообще не имеет опыта, на таких изделиях, он сможет сам понять, как научиться варить сваркой.
Нужно заправить электрод в специальный держатель, зажимы зафиксировать на свариваемой детали.
Электрод нужно становить под углом 65о к изделию и стараться при сварке всегда соблюдать небольшое расстояние между электродом и деталью. После прокладки шва по нему рекомендуется постучать молотком, чтобы полностью осыпался весь шлак.
Как правильно варить сваркой видео содержит информацию, где различают три основных вида швов:
- вертикальный;
- горизонтальный;
- потолочный.
Для успешной работы необходимо соблюдать также несколько правил:
- необходимо научиться правильно удерживать сварочный электрод;
- получить сварочную дугу можно двумя способами: подъёмом или черканием;
- получение дуги сопровождается благодаря подводу второго провода (массы), который отходит от инвертора и присоединяется к свариваемой детали;
- оптимальное расстояние от электрода до детали – 2-6 мм;
- если плавно и равномерно вести по всей длине места соединения, то канава, которая образуется при воздействии дуги на металлическую поверхность, будет заполняться расплавленным металлом (как варить сваркой видео содержит подробный материал).
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Metal Man MP140T Многофункциональный сварочный аппарат на 120 В с питанием от инвертора, длина горелки 10 футов, вход 20 А –
Metal Man MP140T – инверторный сварочный аппарат на 120 В, длина горелки 10 футов, вход 20 ампер
Metal Man MP140T – портативный инверторный сварочный аппарат постоянного тока с подачей проволоки, способный выполнять сварку сплошной проволокой (в защитном газе) или флюсом сердечник провода. Этот аппарат также имеет возможность плавной сварки постоянным током и возможность выполнять сварку TIG на постоянном токе с подъемным пуском на стали и материалах из нержавеющей стали с номером детали ACTT1, дополнительной горелкой TIG.Metal Man MP140T способен сваривать MIG сталь 3/16 дюйма за один проход. Он использует передовую технологию инвертора, чтобы обеспечить высококачественные, четкие, чистые и стабильные сварные швы с большой мощностью, которая впечатлит даже самых опытных сварщиков. • Сварка электродом электродом до 3/32 дюйма с этой исключительно плавной сваркой на постоянном токе. Сварка приклеиванием таких материалов, как сталь, нержавеющая сталь, чугун, твердое покрытие и алюминий. Эта установка представляет собой исключительную многопроцессорную машину. Типичные области применения: дом / хобби, строительство, ремонт автомобилей, ферма и ранчо, а также легкая промышленность.
Характеристики:
- Подключение к бытовой электросети 120 В
- Легкий (24,25 фунта) Инверторная технология
- Рабочий цикл 30% 90 А
- Цифровые измерители силы тока и напряжения
- Привод Рулоны
- .030 Контактные наконечники
- Флюсовый сердечник и сопла MIG
- Кабель заземления и зажим
- Держатель и кабель стержневого электрода
- Регулятор
- Газовый шланг
- БРЕНД: Metal Man
- НОМЕР ДЕТАЛИ ПРОИЗВОДИТЕЛЯ: MP140T
- ДЛИНА ДЮЙМОВ: 19-1 / 2
- ШИРИНА ДЮЙМОВ: 9-1 / 2
- ВЫСОТА ДЮЙМОВ: 14-1 / 2
- ВЫХОД: 30-90 (140 пик) A DC
- ВЕС В ФУНТАХ.: 24,25
- ДЛИНА РЕЗАКА: 10 футов
- РАБОЧИЙ ЦИКЛ: 90 А 30%
- АМПЕРАЦИЯ (ВХОД): 20 А
- ПРОЦЕСС: МИГ, магнитопровод, стержень постоянного тока, сварка постоянным током с дополнительной горелкой
- НАПРЯЖЕНИЕ: 120 В
Принадлежности в комплекте:
Технические характеристики:
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки на выбор, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) – Сварочные аппараты MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке.Сварка MIG чиста и проста, ее можно использовать как на тонких, так и на толстых металлах.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) – В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя некоторые сварные швы, известные как автогенные швы, этого не требуют.Сварочный источник постоянного тока вырабатывает энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) – На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или на сквозняках. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами не тоньше 18 калибра, требует частой замены стержня, излучает значительное количество брызг и требует очистки готовых сварных швов.Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменным, постоянным или переменным / постоянным током, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины – хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, решая, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Порошковая сварка
| Сварка стержнем
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать чаще всего.Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Мотоцикл, который вы купили много лет назад, требует изготовления? Возможно, вам нужно сделать базовый ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | от 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | от 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пришло время уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. Д.) | Х | ||
Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы приобретаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения эффективности вашего сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
Помимо стоимости самого сварочного аппарата, не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата.Сюда входит защита от сварки (каска, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
How to Weld – Сварка MIG: 11 шагов (с изображениями)
Сварщик MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету.В этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями. Если по какой-либо причине механизм подачи проволоки заедает (это случается время от времени), вам следует проверить эту часть устройства.
Большую катушку проволоки следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не раскрутилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона.Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока. Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Бензобак
Предположим, вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет бак с газом. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми.Откройте главный вентиль бака и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочного пистолета, который вы используете.
** Хорошее практическое правило – открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Открытие клапана до конца не улучшает ваш поток, не более чем просто приоткрытие клапана, так как резервуар находится под очень большим давлением.Логика заключается в том, что если кому-то нужно быстро отключить подачу газа в чрезвычайной ситуации, ему не нужно тратить время на запуск полностью открытого клапана. Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации. **
Как только провод проходит через Ролики спускаются вниз по комплекту шлангов, которые ведут к сварочному пистолету. Шланги переносят заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет – это бизнес-цель. На него будет направлено больше всего вашего внимания в процессе сварки. Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы соответствовать проволоке любого диаметра, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас.Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Его следует прикрепить либо непосредственно к свариваемой детали, либо к металлическому сварочному столу, как тот, что изображен ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
Как приваривать алюминий к стали
Можно ли сваривать алюминий со сталью?
Алюминий можно сваривать с большинством других металлов. относительно легко с помощью клеевого соединения или механического крепления. Однако в заказ на приваривать алюминий к стали , специальные техники требуются.
Когда металлы, такие как сталь, медь, магний или титан напрямую дуговые приварен к алюминию, очень начинают образовываться хрупкие интерметаллиды. Чтобы этого избежать, необходимо изолировать другой металл из расплавленного алюминия в процессе дуговой сварки. Здесь вы узнаете о двух наиболее распространенных методах успешного выполнения этой задачи.
биметаллический переходные вставки.
Создание биметаллической переходной вставки – это популярный метод, используемый при сварке алюминий к стали, , и его часто используют для изготовления сварных соединений отличное качество в конструкционных приложениях.
Эти вставки лучше всего описывать как секции из материала, состоящего из одной части алюминия с равной частью стали или нержавеющая сталь уже приклеена к алюминию.
Методы, использованные для склеивания разнородных материалы и образуют биметаллический переход обычно прокатные, взрывные сварка, сварка трением, сварка оплавлением (или сварка горячим давлением) и дуговая сварка сварка.
Дуговая сварка этих стальных алюминиевых переходов вставки могут быть выполнены обычными методами, такими как GMAW или GTAW.Одна сторона Вставка приварена из стали к стали, а другая – из алюминия к алюминию.
Во избежание перегрева пластин во время При сварке рекомендуется сначала выполнить сварку алюминия с алюминием. Этот также обеспечивает больший теплоотвод при сварке стали со сталью.
Метод биметаллической переходной вставки обычно используется для:
- Соединение алюминиевых рубок и стальных палуб на кораблях
- Сварка алюминиевых труб со стальными или нержавеющими трубами листы на теплообменники
- Произвести сварку дуговой сваркой между алюминием и сталью. трубопроводы
Покройте
сталь перед сваркой.
Другой метод, который многие используют для успешной сварки алюминия со сталью , – это покрытие погружением, также обычно называют горячим алюминированием. Это просто означает, что ранее Чтобы сварить сталь и алюминий вместе, сталь сначала покрывается алюминий.
После нанесения покрытия стальной элемент может быть дуговым. приваривается к алюминиевому элементу, если принять меры, чтобы предотвратить возникновение дуги. ударяясь о сталь. Во время сварка, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминий из сварочной ванны течет по стали с алюминиевым покрытием.
Другой способ нанесения покрытия для сварки алюминия со сталью , называемый пайка, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава.
Обратите внимание, что ни одно из этих покрытий методы соединения обычно зависят от полной механической прочности и являются обычно используется только для герметизации.
Если вы хотите узнать больше о сварке алюминия и стали , или если у вас есть вопросы,
ответил здесь, пожалуйста, свяжитесь с нами.
Как резать металл сварщиком за 8 шагов
Сварочные аппаратыпредназначены для соединения двух металлических частей, но в крайнем случае их можно использовать для резки металла, если вы знаете, как правильно настроить свою установку. В результате получается не чистый срез, но если это не является проблемой или если у вас нет оборудования, необходимого для правильной резки, сварщик сможет выполнить эту работу. Однако это потенциально опасная операция, поэтому делайте это только в том случае, если знаете, как это сделать.
Как резать металл сварщиком? Установите сварочный аппарат на отрицательный электрод постоянного тока.Увеличьте силу тока до более 200 ампер. Используйте погруженную в воду удочку 6010 или 6011 или специально сконструированную удочку. Начните дугу на одной стороне кромки и двигайтесь вдоль линии, отталкивая расплавленный металл с его пути пильным движением. При необходимости повторите.
Нельзя не подчеркнуть, что это не идеальный способ резки металла. Сварщики не предназначены для этой функции, и в результате получается беспорядок и потенциально опасен. Однако это возможно. Некоторые сварщики используют этот метод, когда разрез не обязательно должен быть красивым, а другое оборудование недоступно или его трудно использовать в их ситуации.Выполнение правильных шагов снижает риски.
Шаг 1. Соблюдайте меры безопасности
Сварочные аппараты – это мощные аппараты, которые представляют значительный риск для здоровья. Вы должны защитить себя от:
- электрических токов,
- горячего металла,
- летящих искр,
- капающего расплавленного металла,
- чрезвычайно яркого света и
- токсичных газов.
Средства индивидуальной защиты и правильно организованная сварочная площадка необходимы для безопасной резки металла сварщиком.
Используйте сварочный аппарат только в хорошо вентилируемом помещении. При резке металла сварщиком образуется много дыма. Если вы должны сделать это в помещении, убедитесь, что есть вентиляционные отверстия, вентиляторы или хотя бы открытые окна, чтобы дым и пары могли уноситься ветром. Скопившийся дым может ухудшить видимость и вызвать поражение органов дыхания.
При использовании сварочного аппарата для резки металла всегда используйте следующие средства индивидуальной защиты: Убедитесь, что оно хорошо сидит и не повреждено.
- Сварочные перчатки,
- защитная маска для сварщика,
- защитная одежда с длинными рукавами и рабочая обувь
Убедитесь, что ваше оборудование хорошо подогнано и не повреждено.
Сварочные перчатки
Сварочные перчатки изолированы для защиты рук как от тепла
- (9 900 градусов по Фаренгейту (5500 градусов Цельсия)), так и от электричества
- (минимум 200 ампер).
Сварщик работает, создавая сильный электрический ток через сварочный стержень и разрезаемый кусок металла.
Для резки металла требуется много электроэнергии, в результате чего выделяется огромное количество тепла. Вы не хотите рисковать, касаясь чего-либо из них голыми руками.
Связанное чтение: Выбор сварочных перчаток: единственное руководство, которое вам когда-либо понадобится
Сварочная маска для лица
Когда электричество проходит через металл, выделяется энергия в виде огромного количества тепла и света. При выполнении любого типа сварки вам необходимо носить защитную маску, которая защищает как ваши:
Защитная маска предотвращает попадание искр на кожу вашего лица, так и стекло козырька защищает ваши глаза от повреждения ярким светом. .
Как сварщик, вы знаете, что вам нужно защищать глаза от яркого света дуги. Однако при резке металла сварщиком вы будете использовать еще более высокую силу тока, в результате чего будет больше тепла и, что более важно, больше света. Так же, как использование плазменного резака создает более яркую дугу, использование сварочного аппарата для резки металла приведет к гораздо более яркому свету.
- Если вы используете регулируемый сварочный шлем, поверните шкалу защиты от ультрафиолета на 11 или 12.
- Если у вас есть фиксированный стеклянный козырек, убедитесь, что стекло имеет достаточно высокий рейтинг для защиты от свет, излучаемый плазменным резаком
Убедитесь, что он правильно установлен и правильно функционирует.
Ссылки по теме: Как выбрать сварочный шлем: что следует учитывать
Защитная одежда с длинными рукавами
Процесс резки металла сварщиком приведет к образованию большого количества искр. Расплавленный металл, образованный электрическим током, проходящим через стержень и основной металл, вступает в контакт с (относительно) гораздо более холодным металлом, окружающим область сварного шва, и реагирует, вырываясь ливнем искр. Каждый из них представляет собой горящую каплю расплавленного металла.
Эти искры могут обжечь волосы и кожу.Надевайте рубашку с длинными рукавами и брюки, чтобы искры не соприкасались. Одежда должна быть из защитного материала, такого как
. Ни один из них не должен загораться.
Рабочие ботинки
Помимо летящих искр, при резке металла сварщиком образуются капли расплавленного металла, которые будут падать через разрез. Они могут упасть на ваши ноги, поэтому вы должны носить защитную рабочую обувь (опять же из кожи или другого негорючего материала), чтобы защитить свою кожу.
Поскольку вы используете свой сварочный аппарат, чтобы разрезать кусок металла (а не соединять два куска металла), ваши действия могут привести к тому, что кусок очень горячего металла упадет на пол, когда вы закончите. В зависимости от размера отрезанного куска металла вам следует носить ботинки со стальным носком, чтобы защитить ноги от падающего куска горячего металла.
Шаг 2. Настройка сварочного аппарата
Настройка сварочного аппарата для резки металла означает больше, чем просто подключение заземляющего провода и провода ручки сварочного стержня к соответствующим гнездам с цветовой кодировкой на боковой стороне аппарата и повороту аппарата. на.Вам нужно будет изменить настройки сварщика, чтобы получить достаточно мощности, чтобы прорезать металл.
Перед изменением следующих настроек убедитесь, что ваш сварщик находится в хорошо вентилируемом помещении.
Постоянный ток
Многие сварщики предлагают следующие варианты:
- постоянного тока (DC) или
- переменного тока (AC)
Варианты переменного тока могут быть полезны для сварки в угол или уменьшить дугу, особенно при сварке намагниченного металла.Однако при резке металла вам понадобится полное проникновение, обеспечиваемое постоянным током.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
Отрицательный электрод
При работе сварочного аппарата на постоянном токе (DC) у вас есть возможность сделать электрод:
Это определяет, в каком направлении течет ток: от стержня к разрезаемому металлу или от металла, который нужно разрезать на стержень.
Выбрав отрицательный электрод, вы получите большую мощность резания, потому что ⅔ тепла будет направляться в металл, подлежащий резке. Тогда он будет таять в два раза быстрее, что приведет к более быстрой резке. С другой стороны, если вы сделаете электрод положительным, только тепла будет направлено на разрезаемый металл, в результате чего процесс резки займет в два раза больше времени.
Ссылки по теме: Что означает DCEN в сварке?
200+ ампер
Для резки металла сварщиком требуется гораздо больше энергии, чем для сварки.При сварке вам нужно только расплавить достаточно металла, чтобы образовалась лужа, которая остынет и превратится в соединение твердого металла. Однако при резке вам нужно проплавить весь кусок металла. Как минимум 200 ампер должно хватить, чтобы прорезать любой металл.
Если у вашего сварочного аппарата есть:
- « arc force» или
- кнопка «копать»
, убедитесь, что она выбрана, потому что это еще больше увеличит силу тока.
Шаг 3: Подготовка металла к резке
Резка металла сварщиком никогда не будет очень точной, но это не значит, что вы не должны подготавливать металл, чтобы разрез был как можно более прямым.Отметьте желаемый путь разреза инженерным мелом, чтобы у вас было руководство, которому нужно следовать, когда дуга зажжется.
Если кусок металла небольшой, зажмите его, чтобы он не двигался во время резки. Закрепите заземляющий провод на разрезаемом металле, чтобы могла возникнуть дуга или электрический ток.
Здесь вы можете найти статью с нашего сайта обо всех металлах, которые можно сваривать методом MIG.
Шаг 4. Выбор сварочного стержня
Поскольку сварочные аппараты не предназначены для резки металла, этот процесс очень разрушителен для используемого сварочного стержня.Если выбранный вами стержень недостаточно прочен, он сгорит быстрее, чем металл, который вы хотите разрезать. Таким образом, при резке металла сварщиком используйте либо:
- запасные, поврежденные стержни, которые вы не против испортить, либо стержни
- , предназначенные для резки
6010 или 6011 стержень
При использовании дешевых стержней , у вас уже завалялось, вы захотите выбрать сварочный стержень 6010 или 6011. Эти стержни предназначены для врезания в металл во время зажигания дуги, что позволяет выталкивать расплавленный металл из зоны сварки.С другой стороны, сварочный пруток 7018 выделяет меньше тепла и быстрее изнашивается в условиях резания.
Если вы пойдете по этому маршруту, вам нужно будет выбрать стержень, который уже поврежден или использовался, потому что он довольно быстро израсходуется в процессе резки металла. Нет смысла использовать новые стержни, потому что они не сделают рез быстрее и чище.
Один из способов продлить срок использования этих дешевых стержней – это окунуть их в воду перед зажиганием дуги. Вода на поверхности стержня поможет распределить тепло, позволяя стержню прослужить немного дольше во время процесса резки.
Ссылки по теме: Различные типы сварочных стержней и их применение
Режущий стержень
Другой вариант – использовать сварочный стержень, предназначенный для резки металла.
Несмотря на то, что сварочные аппараты не предназначены для резки металла, эта практика достаточно распространена, поэтому некоторые производители разработали сварочные стержни, способные противостоять разрушительной практике лучше, чем обычные сварочные стержни.
Эти режущие стержни:
- имеют непроводящий сердечник, который является термостойким,
- позволяют работать при более высокой силе тока.
- создают более сильное взрывное действие.
В результате эти специализированные режущие стержни служат дольше и режут быстрее, чем обычные стержни, экономия:
Режущие стержни более дорогие. Как правило, вы можете купить пачку из 4 режущих стержней за 10-15 долларов, а вы можете купить 5 фунтов (несколько десятков) стержней 6010 или 6011 за 30 долларов. На самом деле выбор стоит между использованием большого количества дешевых обычных стержней или меньшего количества более дорогих режущих стержней, чтобы сделать тот же разрез.
Шаг 5: Обрежьте металл
Выровняйте сварочный стержень параллельно линии, которую вы хотите разрезать.Начните с одного конца и зажгите дугу. Как только дуга зажжется, выдавите стержень в зоне сварки, чтобы удалить скопившийся расплавленный металл. Держите стержень в контакте с основным металлом и осторожно тяните вперед и назад пильными движениями, продвигаясь по линии разреза.
- Если толщина металла составляет четверть дюйма или меньше, вы сможете полностью прорезать основной металл за один раз . В этом случае распиловка стержня проталкивает расплавленный металл через разрез.Возможно, вам придется немного отступить, чтобы выбить перемычку, образованную шариками металла, приземляющимися за ходом стержня. Если дать остыть, эти перемычки будут действовать как сварной шов, соединяющий детали.
- Если металл слишком толстый, чтобы его можно было разрезать сразу, выдавливание стержня в разрезе приведет к вытеснению расплавленного металла из канавки, образованной этим процессом резки . Если оставить его в щели, он затвердеет, создав сварной шов, который на самом деле прочнее, чем исходный кусок металла, который вы собирались прорезать.
- Если вы намереваетесь проделать отверстие в куске металла (а не разрезать линию), просто продолжайте копать стержень глубже в основной металл вместо того, чтобы двигаться по линии разреза . Когда вы полностью пройдете через основной металл, вы можете расширить отверстие, пропустив стержень по периметру отверстия.
Шаг 6: Повторите, если необходимо
Даже если ваш сварщик настроен на использование отрицательного электрода постоянного тока и сила тока увеличена до максимума, вы все равно сможете прорезать только около 3/8 дюйм металла за раз .Если разрезаемый металл толще, вам нужно будет сделать несколько проходов, чтобы разрезать его.
Это также относится к случаям, когда длина, которую вы хотите отрезать, слишком велика. Процесс резки металла сварщиком чрезвычайно разрушителен для используемого сварочного прутка. Вот почему люди часто предпочитают использовать поврежденные стержни, потому что они знают, что не стоит использовать новые стержни, поскольку стержень будет поглощен процессом.
Стержни, предназначенные для резки, также разрушаются в процессе, просто они рассчитаны на более длительный срок службы.Если разрез, который вы хотите сделать, длинный или глубокий, вам, вероятно, придется заменить стержни, поскольку они используются для завершения разреза.
Шаг 7: Дайте металлу остыть
После того, как разрез будет сделан, вам нужно сделать небольшой перерыв. Края разреза будут нагреты до 9900 градусов по Фаренгейту (5500 градусов по Цельсию), и им потребуется некоторое время, чтобы остыть.
В идеале вы можете просто оставить детали как есть, пока они остывают .Система вентиляторов, которую вы настроили для удаления дыма и токсичных испарений, также поможет рассеять тепло и ускорить процесс охлаждения.
Если вы спешите, вы можете быстрее охладить металл, окунув его в емкость с водой. В этом случае тепло будет передаваться воде, быстро охлаждая металл. Это внезапное изменение температуры может иметь негативные последствия, создавая напряжение в металле из-за резкого изменения температуры.
Однако, если вы режете металл сварщиком, вполне вероятно, что качество резки не имеет значения, и, следовательно, риск деформации металла является спорным вопросом.
Шаг 8: Очистите кромку, если необходимо.
Резка металла сварщиком – грязный процесс, и полученный рез будет одинаково грязным. Это будет выглядеть так, как будто вы решили срубить дерево из пулемета. Это больше серия соединенных отверстий, чем прямая линия. Линия ровная настолько, насколько вы можете догадаться, и вдоль кромки среза неизбежно будет скалистый край высохшего металлического шлака.
Скорее всего, если вы выбрали этот метод резки металла, вы просто пытаетесь разрезать шлак на более простой размер .В этом случае вы не будете заботиться о качестве реза, но при этом будьте осторожны, чтобы не порезаться о неровный край, образовавшийся при транспортировке.
Если вы выполняете резку только сварщиком, потому что у вас нет доступа к плазменному резаку, горелке, циркулярной пиле с металлическим лезвием, сабельной пиле или ножовке, вам потребуется выполнить обширную шлифовку, чтобы сгладить кромку прежде, чем он станет пригодным для использования или сварки.
Связанное чтение: Как начать и развивать сварочный бизнес за 11 шагов
Резка металла с помощью сварочного аппарата >> Посмотрите видео ниже
6 Советы и хитрости по сварке – Как сваривать правильный путь
1 Прежде чем ты начнешь
Во-первых, потренируйтесь обращаться с пистолетом без сварки.Положите его ствол в одну руку и поддержите эту руку на столе. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов. Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов.Проволока должна плавиться в сварочную лужу с равномерной скоростью и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
2 Подготовьте металл
Отметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривателем.
3 Подготовьте металл (продолжение)
Затем отшлифуйте или подпилите небольшой скос по кромкам, которые вы свариваете.Это обеспечит максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо. Не переусердствуйте, иначе при сварке вы прожигете металл.
4 Разместите кусочки
При создании такого проекта, как наша таблица C, вам необходимо сформировать точные углы в 90 градусов. Скрепите скошенные поверхности вместе, оставив достаточно места для прихваточного шва. Детали должны лежать ровно и аккуратно, не мешая металлическим заусенцам.
Проверьте положение сборки квадратом. Используйте столярный алюминиевый треугольный квадрат с внутренней стороны стыка или стальной столярный квадрат с внешней стороны.
5 Прихваточный шов
Скрепите детали вместе в нескольких местах вдоль каждого стыка. Еще раз проверьте наличие квадратных углов; если что-то смещается и сборка выходит из-под квадрата, отшлифуйте прихваточный шов, переставьте детали и повторите попытку.
6 Завершить сварку
После того, как вы закрепили все на месте, уложите последние сварные швы.Создавать красивые гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
7 Очистка после сварки
Отколите шлак сварочным молотком, а затем используйте шлифовальный круг с зернистостью 36, чтобы сбить валики с окружающим металлом. Чтобы обеспечить ровную гладкую поверхность, перемещайте шлифовальный станок вдоль сварного шва, а не поперек него. Удалите все отметки с помощью откидного диска из диоксида циркония с зернистостью 60.
Наконечник для чистовой обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но сделайте это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8 Сделайте этот металлический стол C
Наш стол C – это элегантное преобразование мебели в промышленный вид. Две квадратные рамы размером 16 дюймов соединены двумя стойками длиной 15 дюймов. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Это идеальный проект для начинающего сварщика. Все 10 кусков стали вырезаны из стальных труб квадратного сечения 1 дюйм с толщиной стенки 1/16 дюйма. Детали для верхней и нижней рам соединены углами под углом 45 градусов. Две стойки входят в рамы стыковыми соединениями. И сварка не может быть проще: дуговая сварка порошковой проволокой с низким значением силы тока и медленной скоростью подачи проволоки – это почти такой же простой и щадящий процесс, каким вы можете научиться.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты.Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Сварка алюминия с использованием инверторных источников питания
Постоянный ток
Все сварочные источники питания преобразуют входящую мощность относительно высокого напряжения в низковольтную и сильноточную сварку, используя трансформатор. Раньше трансформатор работал напрямую от входящего переменного тока с частотой 50 или 60 Гц.На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется 60 Гц, управляющие сигналы могут выдаваться не чаще, чем 120 в секунду.
Инверторы были внедрены в источники питания для сварки сначала для генерации постоянного тока (DC), а затем для генерации переменного тока. В этих источниках питания поступающая мощность переменного тока 50 или 60 Гц сначала выпрямляется в постоянный ток и фильтруется, а затем подается в инверторную секцию источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20000. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный, высоковольтный, высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он пропускается через схему фильтрации и выпрямления для получения сварочного тока постоянного тока. Выход управляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 килогерц, он намного эффективнее, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким.Источники питания для инверторной сварки вольфрамовым электродом на постоянном токе (GTAW) обычно весят от 30 до 50 фунтов. С некоторыми из этих источников питания потребляемый ток при 205 А составляет 29 А при однофазном питании 230 В. Хотя получаемая в результате экономия на инверторном блоке питания часто преувеличена, годовая экономия блока питания обычно составляет 10 процентов от закупочной цены блока питания.
Инверторные источники питания также очень точно «измельчают» входящий переменный ток, в результате чего получается стабильный постоянный ток без типичных пульсаций 60 Гц и стабильная сварочная дуга.
Переменный ток
В течение многих лет инверторные источники питания могли подавать только постоянный ток. Инверторов, выводящих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривают GTA с использованием переменного тока. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и попеременное включение и выключение генерировал псевдо-переменный ток на выходе. Некоторые инверторы все еще генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия с использованием GTAW.Поскольку напряжение дуги никогда не достигает нуля, дуга переменного тока становится более стабильной. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут отправляться с любой частотой, в два раза превышающей частоту инвертора (40 кГц), частоту выходного сигнала для сварки переменным током можно изменять. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц.По мере увеличения частоты конус дуги и сварной шов становятся более узкими, что приводит к более глубокому проплавлению сварного шва.
В GTAW проплавление шва происходит в отрицательной части цикла переменного тока. Во время положительного электрода части цикла проплавление сварного шва уменьшается, и больше тепла попадает в вольфрамовый электрод, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают GTA с использованием постоянного тока, алюминий обычно сваривают на переменном токе.
Сварка с инверторами
Источники питания с ранней GTAW обеспечивали простой синусоидальный выход переменного тока с равным количеством генерируемых положительных и отрицательных электродов. Однако такой большой положительный электрод не нужен для надлежащей очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному, обычно около 65 процентов отрицательного электрода и 35 процентов положительного электрода.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего в вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или циркониевого вольфрама с тупым концом обычно рекомендуются для сварки на переменном токе с использованием обычных источников питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и наилучшей сварки с использованием заостренных электродов из 2-процентного торированного вольфрама.