
Самодельный станочек для изготовления стальной цепи
Изготовить стальную цепь в домашних условиях — проще простого. Для этого понадобится только самодельный станочек, и в данном обзоре расскажем, как сделать его своими руками.
Сама идея принадлежит автору YouTube канала khám phá và sáng tạo.
Необходимые материалы:
- стальной кругляк;
- болт с гайкой;
- круглая труба;
- отрезок прутка;
- подшипник (типоразмер — 6206).
Данный станок можно сделать больше или меньше оригинала. Размеры самодельной конструкции — на ваше усмотрение.
Советуем также прочитать статью: как сделать универсальный гибочный станок — для сгибания труб и арматуры.
Основные этапы работ
Первым делом отрезаем кусок стального кругляка подходящей длины. В верхней части вырезаем паз, в который будет вставляться заготовка.
Надеваем подшипник на стальной кругляк, отступив от верхней части пару сантиметров, и затем обвариваем.
Отрезаем кусок металлической круглой трубы, и привариваем его к наружной обойме подшипника. В результате у нас получилась ручка-рычаг.
На последнем этапе останется только приварить к собранной конструкции упор и ограничитель, в качестве которого выступает болт.
Ограничитель нужен для того, чтобы можно было регулировать длину звеньев цепи.
Читайте также статью: что полезного можно сделать из ненужных обрезков рифленой арматуры.
Подробно о том, как собрать своими руками самодельный станочек для изготовления стальной цепи, можно посмотреть на видео.
Оцените запись
[Голосов: 2 Средняя оценка: 5]Самодельный ручной станок для гибки цепных звеньев
Промышленное производство цепей осуществляется на автоматизированных станках, но до их появления звенья гнули вручную с помощью специального кондуктора. Рассмотрим, как сделать такой кондуктор, чтобы изготавливать цепи в домашних условиях.
Рассмотрим, как сделать такой кондуктор, чтобы изготавливать цепи в домашних условиях. Материалы:
- листовая сталь толщиной 20 мм;
- гладкий прут d 10мм;
- квадратный прут 14х14 или 20х20 мм.
Сборка станка для изготовления цепи
Для изготовления основания гибочного станка нужно вырезать из листовой стали заготовку 12х20 см. Можно использовать свои размеры, но если заготовка будет крупнее, то готовый станок может не помещаться в обычные тиски. Тогда его придется прикручивать к столу или большой деревянной колоде.
Из такой же стали вырезается пара гибочных губок. Их размер составляет 3х10 см. Один торец каждой губки нужно скруглить, обработав на наждаке или сточив болгаркой.
Далее следует отшлифовать лепестковым кругом поверхность губок и ранее сделанного основания кондуктора.
На подготовленных губках нужно сделать по 2 отверстия. Первое сверлится со стороны скругленного торца.
Его диаметр должен составить 11 мм. Центр отверстия располагается на отдалении 15 мм от сточенного торца и боковых краев. Второе отверстие отдаляется от первого на 1-1,5 мм больше толщины прутков, которые будут использоваться для изготовления цепей. Для него применяется сверло 10 мм. Поскольку сверлить настолько толстый металл сложно, то сначала стоит проделать тонкие отверстия, а потом их расширить до нужного диаметра.
Также сверлом 10 мм делается 3 отверстия на основании кондуктора. Два из них располагаются в одну линию. Расстояние между их отдаленными краями должно соответствовать длине желаемых звеньев. Третье отверстие сверлится по центру с отступом в сторону на толщину прутков для гибки.
Из гладкого стального прута d 10 мм нужно вырезать 5 штифтов. Три из них длиной 60 мм, а два 40 мм.
К губкам привариваются ручки из квадрата. Чем они длиннее, тем легче будет сгибать звенья. Желательно варить ручки под углом кверху, как на фото, чтобы в дальнейшем их было удобней захватывать и стягивать.
Длинные штифты забиваются в основание станка, а короткие впрессовываются в губки в отверстия возле ручек. Далее ручки с губками надеваются на штифты в основании.
Готовый станок зажимается в тисках. В него закладываются предварительно нарезанные стальные пруты и загибаются движением губок в звенья. Длина прутков подбирается индивидуально под размер полученного станка. Каждый последующий прут предварительно продевается в предыдущее звено. После изготовления цепи стыки звеньев свариваются.
Смотрите видео
Еще один способ изготовления юферсов
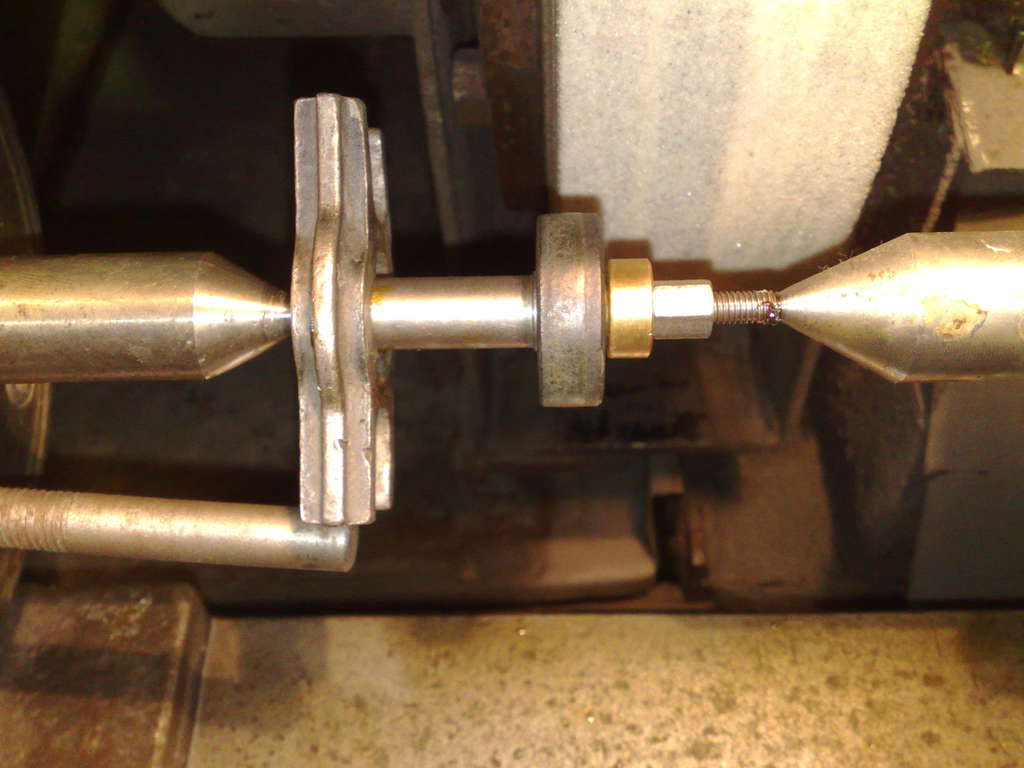
Изготовление юферсов включает в себя собственно точение юферса на токарном станке и, что еще более важно, разметка и сверление трех отверстий в юферсе. Приспособлению, с помощью которого можно легко и быстро разметить центры этих трех отверстий, и посвящена данная статья.
Приспособлению, с помощью которого можно легко и быстро разметить центры этих трех отверстий, и посвящена данная статья.
Фото 1. Заготовка для юферса. Резец-клише рассчитан на одновременное изготовления одного юферса.
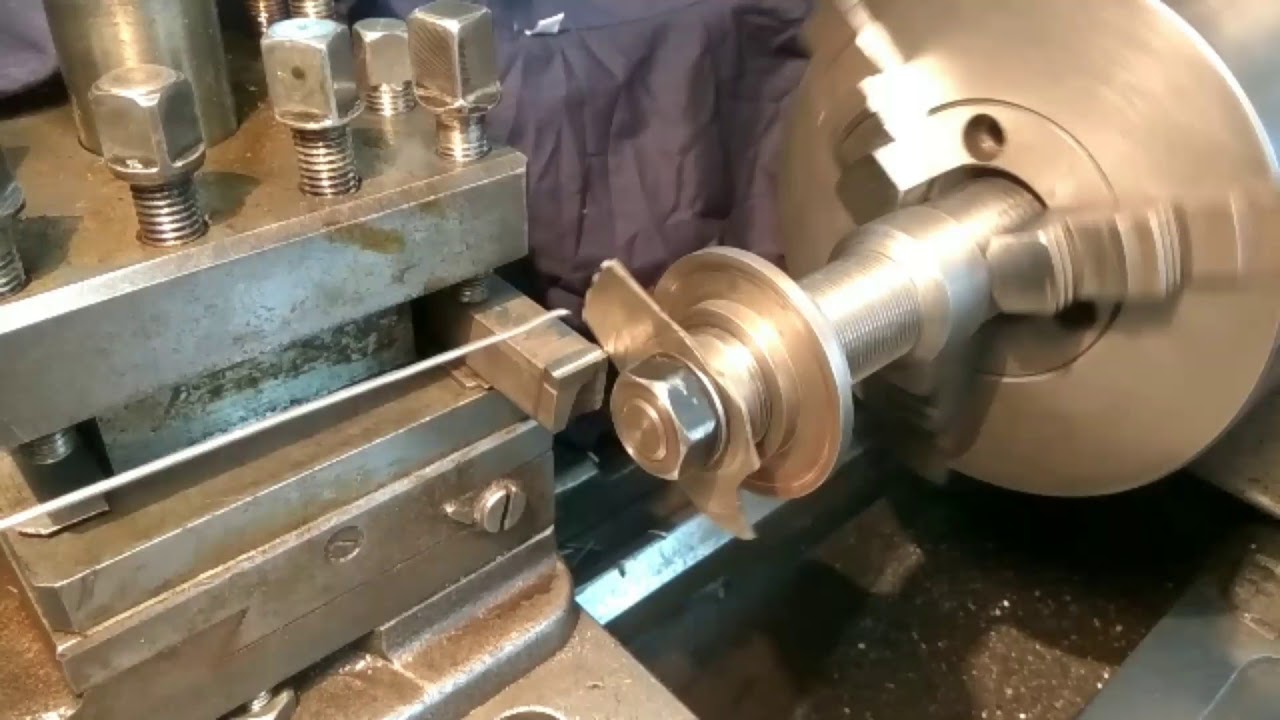
Процесс начинается с изготовления из металла резца-клише для придания юферсу нужного профиля на токарном станке (фото 1). Поскольку невозможно сделать резец такого профиля, чтобы он сразу и отрезал юферс от заготовки, то сделаем резец так, чтобы он оставлял широкие канавки с обеих сторон юферса (фото 2). Затем, с помощью маленькой циркулярной пилы, за два прохода отрежем юферс от заготовки (фото 2 и 3). Следует отметить, что надо оставить с двух сторон некоторый припуск, так как затем щекам юферса надо будет придать некоторую выпуклость. Чтобы не потерять маленький юферс при распиловке, можно его придерживать палкой, у которой на конце сделано углубление для юферса.
Фото 2 и 3.
 После того, как юферс выточен на токарном станке, его нужно отрезать от заготовки.
После того, как юферс выточен на токарном станке, его нужно отрезать от заготовки.
Далее нужно сделать приспособление для закрепления юферса. Для этого будем использовать латунные трубки различного диаметра, которые входят друг в друга. Для резки трубок можно использовать всю туже циркулярную пилу, предварительно вставив в один конец трубки деревянный шпунт, который предотвратит деформацию тонкой трубки при резке и сыграет роль держателя, т.к. трубка при резке может сильно разогреваться (фото 4). На фото 5 показано полностью готовое приспособление, оно состоит из двух частей – держателя (внизу фото) и пробойника с тремя штырями (показаны тремя белыми стрелками). Черные стрелки указывают на скользящую сцепляющую муфту на держателе.
Фото 4. Безопасный способ резки латунных трубок.
Фото 5. Готовое приспособление.
Держатель состоит из трех секций, которые вставляются друг в друга. На фото 6 деталь номер 1 – обычная трубка, ее внутренний диаметр соответствует диаметру юферса. Внутри нее вклеена деревянная пробка таким образом, чтобы глубина внутренней полости была примерно равна половине толщины юферса. На трубку 1 надевается трубка 2, диаметр которой равен диаметру трубки пробойника и в которую плотно входит трубка 1. Трубка номер 3 – сцепляющая муфта, которая скользит по трубке 2 и в процессе работы соединяет держатель и пробойник. Стрелкой показано место, куда вставляется юферс. На фото 7 показан процесс, когда юферс вставлен в держатель и держатель соединяется с пробойником, в котором четко видно три штыря. Небольшая трубка на пробойнике соответствует трубке номер 2 на держателе. Это важно, так как скользящая муфта должна перейти с держателя на пробойник безо всяких ступенек.
На фото 6 деталь номер 1 – обычная трубка, ее внутренний диаметр соответствует диаметру юферса. Внутри нее вклеена деревянная пробка таким образом, чтобы глубина внутренней полости была примерно равна половине толщины юферса. На трубку 1 надевается трубка 2, диаметр которой равен диаметру трубки пробойника и в которую плотно входит трубка 1. Трубка номер 3 – сцепляющая муфта, которая скользит по трубке 2 и в процессе работы соединяет держатель и пробойник. Стрелкой показано место, куда вставляется юферс. На фото 7 показан процесс, когда юферс вставлен в держатель и держатель соединяется с пробойником, в котором четко видно три штыря. Небольшая трубка на пробойнике соответствует трубке номер 2 на держателе. Это важно, так как скользящая муфта должна перейти с держателя на пробойник безо всяких ступенек.
Фото 6. Держатель состоит из трех секций, которые вставляются друг в друга.
Фото 7.
 На конце пробойника есть маленькая трубка, которая будет стыковаться с трубкой номер 2 держателя и затем они накрываются скользящей муфтой 3.
На конце пробойника есть маленькая трубка, которая будет стыковаться с трубкой номер 2 держателя и затем они накрываются скользящей муфтой 3.
На фото 8 двумя стрелками показана как раз эта муфта, которая сцепляет обе детали (справа держатель, слева пробойник) приспособления в единое цело и обеспечивает их соосность.
Фото 8. Две черные стрелки указывают на муфту, которая соединяет и удерживает соосно обе части приспособления – держатель и пробойник.
Далее просто легко ударяем по пробойнику и он оставляет на юферсе необходимые метки.
Разделите приспособление и снимите юферс с размеченными тремя отверстиями. Теперь небольшим бором рассверлите намеченные отверстия и затем увеличьте его до нужного диаметра (фото 9). Возможно, у вас возникнет вопрос, почему на этом этапе не используется сверлильный станок или бормашинка на штативе и почему юферс удерживается пальцами, а не держателем? Ответ довольно прост: можно использовать и сверлильный станок – это вопрос личного предпочтения. Я нахожу, что получится быстрее, если держать юферс пальцами и делать отверстия вручную. Точная разметка отверстий юферса уже выполнена пробойником, а набить руку, чтобы держать бормашинку под углом, близким к перпендикулярному к поверхности юферса – дело небольшой тренировки. Можно спросить, почему используются боры, а не сверла. Дело в том, что при использовании боров меньше вероятность расколоть юферс. Хотя можно использовать и сверла, тем более, если юферс изготавливается из самшита, кизила или ореха.
Я нахожу, что получится быстрее, если держать юферс пальцами и делать отверстия вручную. Точная разметка отверстий юферса уже выполнена пробойником, а набить руку, чтобы держать бормашинку под углом, близким к перпендикулярному к поверхности юферса – дело небольшой тренировки. Можно спросить, почему используются боры, а не сверла. Дело в том, что при использовании боров меньше вероятность расколоть юферс. Хотя можно использовать и сверла, тем более, если юферс изготавливается из самшита, кизила или ореха.
Фото 9. Для начала используйте маленький бор, постепенно сменяя его на больший до получения нужного размера.
Теперь надо сделать оковку вокруг юферса. Ее можно сделать из мягкой проволоки, но тогда будет стык, который не всегда удается скрыть. Мы пойдем другим путем и будем отрезать кольца от тонкостенной латунной трубки. Диаметр трубки должен быть примерно вдвое больше, чем диаметр соответствующего юферса. Обратите внимание, как отрезается кольцо от трубки (фото 10): во-первых, отрезаемое кольцо поддерживается деревянной палочкой, иначе вам его придется искать по всей мастерской; во-вторых, чтобы рез был перпендикулярен оси трубки и, соответственно, ширина кольца была постоянной, нужно использовать упор, которые перпендикулярен диску пилы.
Фото 10. Отрезание тонкого латунного кольца для оковки юферса.
Если есть возможность, то для резки латуни лучше использовать отдельный диск, а не тот, который используется для резки дерева. Можно рекомендовать тонкие диски толщиной 0,2 или 0,3 мм. Перед резкой латуни можно сначала распилить восковую свечу, чтобы диск покрылся воском.
Поскольку юферсы довольно хрупкие, и чтобы их не сломать, полученное латунное кольцо нужно отжечь в пламени свечи (фото 11). Это придаст латуни необходимую мягкость. Сажу и копоть лучше сразу отмыть.
Фото 11. Латунное кольцо надо отжечь (нагреть в пламени) для придания ему большей эластичности.
На фото 12 показан начальный этап формирования оковки юферса. Просто сжимаем пальцами кольцо вокруг юферса до придания ему грушевидной формы.
Фото 12. Расположить кольцо вокруг юферса и согнуть его пальцами.

Тонкими плоскогубцами сильно сдавите кольцо как можно ближе к юферсу (фото 13). При этом убедитесь, что одно из отверстий, соответствующее вершине воображаемого треугольника, развернуто, как и положено, к нижней части оковки.
Фото 13. Применяя плоскогубцы, обжать кольцо вокруг юферса.
На заключительном этапе на другой стороне оковки нужно сформировать отверстие для вант-путенса. Этого легко достигнуть, вставляя туда хвостовик сверла подходящего диаметра или другой круглый предмет. Затем плоскогубцами сильно обжимаем оковку вокруг хвостовика, формируя нужную форму очка (фото 14). Удалите сверло, и остается только ухватить плоскогубцами оковку как можно ближе к юферсу и согнуть ее по направлению к борту модели.
Фото 14. Заканчивают оковку формированием отверстия в ее нижнем конце.
Готовый юферс с вант-путенсами показан на фото 15. Нижняя часть, которая крепится непосредственно к борту модели, сделана из кольца, согнутого восьмеркой. Количество звеньев цепи и их размер зависит от выбранного вами судна. Используемая при этом проволока тоже должна быть отожженной.
Нижняя часть, которая крепится непосредственно к борту модели, сделана из кольца, согнутого восьмеркой. Количество звеньев цепи и их размер зависит от выбранного вами судна. Используемая при этом проволока тоже должна быть отожженной.
Фото 15. Готовый юферс и вант-путенс.
На фото 16 показан юферс, установленный в паз на руслени. Только после того, как все юферсы установлены на свои места, руслень закрывается тонкой рейкой – регелем, которая «запирает» юферсы.
Фото 16. Готовый юферс установлен на руслени в специальной канавке.
Чтобы успешно сделать цепь для вант-путенс, можно использовать известную технику: отожженной проволокой с натягом обернуть деревянную оправку прямоугольного сечения и затем разрезать проволоку вдоль оправки по тонкой стороне (фото 17). Использование оправки гарантирует одинаковость всех звеньев цепи. Разрезать проволоку на отдельные звенья удобно с помощью тонкого диска и бормашины. Для примера приведем размер оправки для большого юферса модели 74-х пушечного линейного корабля HMS Warrior в масштабе 1:64: оправка будет сечением 1,6х4,8 мм. В масштабе 1:96 размеры оправки будут уже 1х3 мм.
Для примера приведем размер оправки для большого юферса модели 74-х пушечного линейного корабля HMS Warrior в масштабе 1:64: оправка будет сечением 1,6х4,8 мм. В масштабе 1:96 размеры оправки будут уже 1х3 мм.
Перед окраской всех металлических деталей собранного юферса в черный цвет, рекомендуется зафиксировать все звенья цепи с помощью циакрина.
Фото 17. Прорезь делается на тонкой стороне звеньев с помощью отрезного диска.
Фото 18. Первый собранный юферс установлен на постоянно (модель HMS Warrior).
<Обсудить на форуме>
По материалам журнала Ships in Scale
Частотный преобразователь для токарного станка
Содержание:
-
Возможности частотника по управлению двигателем токарного станка.
-
Как подобрать преобразователь для токарного станка.

Токарное производство – одна из основных технологий механообработки металлов, древесины, пластика, камня и других материалов не только в различных отраслях промышленности, но и у домашних мастеров. Принцип действия токарного станка остался практически неизменным с момента его изобретения, менялась только технология приведения во вращение шпинделя, принципы управления скоростью вращения и оснастка.
Современный парк используемого на производстве оборудования этого типа представляет собой токарные станки с приводом от электродвигателя, мощность которого может составлять от нескольких киловатт до сотен кВт для решения специфических машиностроительных задач. Обычно в таком оборудовании для привода шпинделя во вращение используется асинхронный трехфазный двигатель, который, к сожалению, при всех своих достоинствах имеет и ряд недостатков. Среди них:
-
сложность изменения частоты вращения под требуемый техпроцесс.
Как правило, решается с помощью редуктора и устанавливается ступенчато; -
большие пусковые токи. Для крупного производства это требует соблюдения определенных правил во избежание выхода из строя электропроводки и защитной автоматики;
-
необходимость соблюдения правил отключения оборудования по той же причине;
-
сложности автоматизации управления скоростью вращения шпинделя в станках с ЧПУ.

Для домашних мастеров, которые хотят оснастить свою мастерскую токарным станком, добавляется еще одна проблема – наличие трехфазной сети, возможность подключиться к которой есть не всегда.
Практически всех перечисленных проблем можно избежать, если купить и установить частотный преобразователь в цепь питания электродвигателя токарного станка.
Возможности частотника по управлению двигателем токарного станка
Современный преобразователь частоты – это сложное электронное устройство, как правило, с микропроцессорным управлением. Оно подключается к одно- или трехфазной сети переменного тока, а на трехфазном выходе, к которому подключается электромотор, выдает напряжение, значениями амплитуды и частоты которого можно управлять. Также можно управлять и направлением вращения мотора без необходимости перекоммутации схемы соединения его обмоток.
В общем случае применение частотного преобразователя в цепи управления электромотором токарного станка дает возможность:
-
плавно менять скорость вращения шпинделя практически от нуля до требуемой частоты вращения;
-
сохранять крутящий момент при любой частоте вращения;
-
в случае установки датчика обратной связи точно поддерживать заданную частоту вращения при разных диаметрах заготовки и использовании разной оснастки;
-
легко интегрировать в систему ЧПУ станка функцию управления частотой и направлением вращения шпинделя;
-
обеспечить плавный пуск без значительного роста потребления тока и оптимальный режим остановки шпинделя.

Домашнему потребителю использование частотного преобразователя позволит без проблем подключить маломощный токарный станок с трехфазным двигателем к бытовой электросети 220 вольт.
Как подобрать преобразователь для токарного станка
Чтобы ваш парк оборудования работал надежно и стабильно, а стоимость переоборудования была оптимальна, необходимо грамотно подобрать частотный преобразователь под определенную модель станка. При выборе частотника следует обратить внимание на такие характеристики:
-
номинальная мощность двигателя;
-
допустимое кратковременное превышение мощности;
-
диапазон регулировки частоты;
-
наличие реверса;
-
наличие обратной связи;
-
наличие интерфейса для дистанционного управления;
-
наличие выносного пульта.

При этом такие возможности, как интерфейс удаленного управления и обратная связь, могут быть необходимы только при использовании в системах с ЧПУ, а наличие выносного пульта позволит сделать рабочее место более удобным и безопасным.
Также не следует приобретать частотник с запасом по мощности, поскольку обойдется он значительно дороже, а управляемость режимами работы двигателя будет менее точной.
На рынке представлены как специализированные серии частотных преобразователей для использования в станках, так и универсальные, которым может потребоваться более тонкая настройка. Например, хорошо зарекомендовали себя в управлении электромоторами в токарном, фрезерном оборудовании частотные преобразователи промышленных серий Danfoss.
Если вы испытываете сложности с самостоятельным выбором преобразователей частотыдля модернизации парка токарных станков, вы всегда можете обратиться за помощью к нашим сотрудникам. Они подберут оптимальную серию оборудования, ориентируясь на мощность двигателя, особенности эксплуатации станка, наличие или необходимость автоматизированного управления. Также мы предоставим консультации по подключению и настройке преобразователя.
Они подберут оптимальную серию оборудования, ориентируясь на мощность двигателя, особенности эксплуатации станка, наличие или необходимость автоматизированного управления. Также мы предоставим консультации по подключению и настройке преобразователя.
вернуться в блог
Вопросы и ответы
Поиск:
Вопрос:
Здравствуйте. По счету №876 от 23.04.2014 получили от вас привод СSD-Dh40-A30-215NYSL2-15-Z. На этой неделе сгорела катушка тормоза. Что нам делать?
Ответ:
Здравствуйте. Попробуйте связаться с приводистом Войновым Евгением по т.(812)- 744-70-59 или 744-34-61.
Вопрос:
Здравствуйте. Подскажите пожалуйста по NC-200. Флешку до 512мб проблемно найти. Можно ли безопасно переставить параметры свыше 512мб или машина будет очень долго считывать информацию? И ещё один вопрос-как поменять установки по оси Z, у нас + с минусом переставлены.Заранее большое спасибо. С наступающими праздниками!
Можно ли безопасно переставить параметры свыше 512мб или машина будет очень долго считывать информацию? И ещё один вопрос-как поменять установки по оси Z, у нас + с минусом переставлены.Заранее большое спасибо. С наступающими праздниками!
Ответ:
Здравствуйте. Можно безопасно переставить флешку свыше 512мб- сейчас<br />учпу и поставляется с флешкой 8гб. Можно для изменения направления по оси Z в действующем файле axcfil поменять знаки на противоположные во 2х параметрах в инструкциях PAS, GM0 для оси Z. Высылаю инструкцию по работе с usb- флешкой.<br />С наступающими праздниками!
Вопрос:
Добрый день. Вышлите пожалуйста программу по обучению, с примерами, и PLC Ladder Programm и необходимую к ней документацию для NC201M. И обновление эмулятора про с ПО Ladder для работы на компьютере.
Ответ:
Добрый день. Высылаю обновление про с Ladder Programm с соответствующей документацией и обновление эмулятора .
Высылаю обновление про с Ladder Programm с соответствующей документацией и обновление эмулятора .
Вопрос:
Как поменять раскладку на стойке NC201T?
Ответ:
Здравствуйте, уточните, что за раскладку, если клавиатуру, то в основном она фиксированная, можно с помощью логики и характеризации изменить клавиатуру наладочных движений осей, шкалу переключателей %, иконки и меню в 7ой видео- странице.
Вопрос:
Здравствуйте, у нас есть модернизированный станок с СЧПУ NC210 3.82.11P. Есть задача снять архив (BackUp). Прочитали руководство по характеризации, нашли 2 сценария к действию. Первое описано в документе PX (B3.2) 2012 года, раздел 2.5. Второе в документе PX 2014 года, раздел 2.3-2.4. Процедуры в корне отличны друг от друга. Какой алгоритм действий выбрать что бы не ошибиться? Архив нужно снять с помощью USB носителя.
Какой алгоритм действий выбрать что бы не ошибиться? Архив нужно снять с помощью USB носителя.
Ответ:
Здравствуйте, попробуйте- как документе PX 2014 года, раздел 2.3-2.4. <br /> УЧПУ в обязательном порядке должно иметь:<br />возможность в SETUP BIOS устанавливать загрузку с USB-HDD.<br />С уважением, Соколов ПС<br />
Вопрос:
Здравствуйте у меня стойка НЦ 201М токарный. супорт вышел по оси Х за допустимые пределы. Я его в ручную отодвинул обратно, теперь выходят различные ошибки и по Х он не движется, а при попытках его расшевелить отключает питание станка.
Ответ:
Здравствуйте. Высылаю рекомендации.
Вопрос:
Хотелось бы разобраться с PLC более глубже чем в руководстве . nc201m . И логикой
nc201m . И логикой
Ответ:
Здравствуйте, высылаю учебные примеры логики станков и программу обучения с примерами логики.
Вопрос:
здравтсвуйте. скажыте пожалуйста как запустить УП в отладчике из памяти MP1 мо именем STANOK. В какую водеостраницу должен запускать и с каким командом.
Ответ:
Здравствуйте. Предварительно необходимо выйти осями в Исходное<br />или с имитировать Исходное<br />1) Например в видеостранице 1 выбрать УП для испытания, если таковая имеется, например: SPG, STANOK / MP1; нажать клавишу «ENTER»;<br />2) ввести команду UVR=1 (активизация режима G00 вместо G01), нажать клавишу «ENTER»;<br />3) выбрать режим работы «AUTO»/«STEP», для чего нажать клавишу «АВТОМАТИЧЕСКИЙ» или «КАДР»;<br />4) нажать клавишу «ПУСК».
Вопрос:
Здравствуйте, еще можно где то найти руководство по работе с usb-флешкой для NC-210. И можете ли вы подсказать почему в “Руководстве по эксплуатации” описано два usb разъема, а по факту он один.
Ответ:
Здравствуйте, высылаю руководство по работе с usb-флешкой для NC-210. В”Руководстве по эксплуатации” описано два usb разъема для учпу примерно с 2005г , а по факту он один для старых учпу со специальной платой со старым процессором 486 (5х86).
Вопрос:
Обращаюсь с той же проблемой. УЧПУ 210 (версия программы 3.85.P9). Настроили в меню SNT сеть, перезагрузили станок, при открытии меню Подскажите, при открытии SMP может вести себя по разному: долго ищен устройства (30 минут ожидания результатов не дало), а может выводить список (диски А, С, и ещё 1-3 ПК из сети) В файл servers. ini прописаны строчки: 192.168.1.** srv-*** (вместо “*” – соответственно буквы/цифры) Но ни в одном случае в списке ресурсов этот сервер не доступен. Сервер на базе Windows Server 2008 R2, имеется домен, в поле Group в меню SNT прописан. Подскажите, в чем может быть причина?
ini прописаны строчки: 192.168.1.** srv-*** (вместо “*” – соответственно буквы/цифры) Но ни в одном случае в списке ресурсов этот сервер не доступен. Сервер на базе Windows Server 2008 R2, имеется домен, в поле Group в меню SNT прописан. Подскажите, в чем может быть причина?
Ответ:
Здравствуйте, высылаю рекомендации.
Вопрос:
Добрый день,не можем начать программирование сстостойки NC -210 M ,, если не трудно вышлите рекомендации по товарной обработке с примерами УП
Ответ:
Добрый день,высылаю рекомендации по токарной обработке с примерами УП
Вопрос:
добрый день!как запустить УП,которая была написана в техтране на стойку NC-201M? Хотелось бы узнать алгоритм действия,что за чем идет. Спасибо.
Спасибо.
Ответ:
добрый день! Рекомендации высланы.
Вопрос:
Здравствуйте, система ЧПУ 110(2004г). Как можно организовать обращение для чтения/записи программ к usb-flash через USB порт. Можно сделать обращение в оболочке CNC через МР каталог(например МР4). Спасибо
Ответ:
Здравствуйте, можно организовать обращение для чтения/записи программ к usb-flash через USB порт. Можно сделать обращение в оболочке CNC через МР каталог(например МР4).Высылаю рекомендации.
Вопрос:
Добрый день,у меня есть ваш прайс от 23 декабря этого года,меня интересует поднялась ли цена на штурвалы?если возможно вышлите новый прайс
Ответ:
Здравствуйте!<br />Порядок заказа, цены, наличие на складе, можно уточнить у менеджера Матвеевой Людмилы Николаевны по т. (812)- 744-70-59 или 744-34-61.<br />Комплексные поставки для станков есть на нашем сайте<br />На нашем сайте можно найти пуско- наладочные организации в разделе партнёры. <br />
Вопрос:
Здравствуйте! В ручном режиме смазка импульсная подается на ось “X”, а в автоматическом режиме ось “X” высыхает. Как проверить подается ли смазка в автоматическом режиме и как это настроить? Вышлите пожалуйста подробную инструкцию.
Ответ:
Здравствуйте! Рекомендации высланы. (Обычно в действующем файле<br />IOCFIL есть значения параметров пакета T, относящиеся к импульсной смазке- можно их – изменить для контроля работы, предварительно проверьте в действующем файле pgcfil проверьте нет ли в начале инструкции OLD, тогда временно замените её на NEW и вероятно восстановится смазка).
Вопрос:
Добрый день! с чего начать программирование стойки NC-201M?Хотелось бы посмотреть пример работы на стойке NC-201M,так как раньше не связывался со стойками с ЧПУ.
Ответ:
Добрый день! Высылаю рекомендации по токарной обработке с примерами УП.
Вопрос:
У меня такой вопрос.Как привязать программу техтран токарная обработка к стойке NC-201M? Дело в том что управляющая программа была написана в техтране,а когда ставим флешку ,то станок не открывает УП.Или можете выслать все содержимое флешки,которая шла к комплекту.
Ответ:
Здравствуйте, высылаю инструкцию по работе на учпу с USB устройствами<br />и образ для изготовления загрузочной флешки. По постпроцессору<br />для техтрана лучше обратиться к изготовителям техтрана.
Вопрос:
Пришлите,пожалуйста,примеры программ с комментариями для фрезерного станка с ЧПУ с Про NC310
Ответ:
Здравствуйте, высылаю примеры программ с комментариями для фрезерного станка с ЧПУ.
Вопрос:
спасибо. архив запоролен. как его открыть?
Ответ:
Здравствуйте, см. пароль в сообщении.
Вопрос:
Если можно, вышлите пожалуйста архив дискеты COPYFLASH №0 к nc110-22 с инструкцией ее получения на ПК
Ответ:
Здравствуйте, архив дискеты COPYFLASH №0 к nc110-22 с инструкцией ее получения на ПК выслан.
Вопрос:
Добрый день.! На станке ns110-22 слетело програмное обеспечение. Загрузочного диска нет. Пришлите пожалуйста образ загрузочного диска. [email protected] Спасибо
Ответ:
Добрый день.! Высылаю образ с инструкцией для создания Загрузочного диска.
Вопрос:
Добрый день. У нас на заводе слетело програмное обеспечение на станке NC-110 загрузочную дискету ни кто не может найти. Помогите пожалуйста. С уважением Вячеслав.
Ответ:
Добрый день.! Высылаю образ с инструкцией для создания Загрузочного диска.
Вопрос:
здравствуйте. Возникла проблема с функцией обратного движения по профилю. Станок плазменной резки. NC210. При включении обратного движения по профилю станок нормально двигается по профилю до начала детали. далее должен произойти переход по G00. При начале ускоренного перемещения ЧПУ, выключает реле SPEPN, В чем может быть проблема?
Ответ:
Здравствуйте, попробуйте проверить настройку осей по высланной Вам <br />дополнительной инструкции.
Вопрос:
ВОПРОС – необходимо управлять главным приводом от задатчика используя FOMAO – решено—-в файле характеризации стоял код цап шпинделя 16 разрядный, а машина 220 ,где цап 14 разрядный. вопрос —-возможно ли выдавать в plc команду REL (так как другие 3 буквенные коды например VOL…..).
Ответ:
Здравствуйте, да возможно выдавать в plc команду REL через файл CMDFIL
Вопрос:
Здравствуйте! Написал УП для ленточной резьбы которая выглядит так: G90 G95 T1.1 M6 M3 S150 M8 E30=159 G0 X+161 Z+10 (RPT,99) G0 XE30 G33 Z-50 K20 G0 X+161 Z+10 E30=E30-0.15 (ERP) M5 M9 G0 Z250 M30 все хорошо работает,но нужно сделать не 99 проходов (RPT,99) а 140,но стойка NC210 выдает ошибку.Заранее спасибо за совет.
Ответ:
Здравствуйте! Можно задать любое RPT , например у Вас:<br />(RPT, 2)<br />(RPT, 70)<br />————<br />(ERP)<br />(ERP)<br />Это и есть Ваши 140
Вопрос:
После ввод параметров сети и изменения файла servers.ini станок Долгое время ищет новые устройства (ждали минут 10). После затирания этого файла устройства находятся за 15 секунд, в том числе и некоторые ПК в сети. Нормальное ли это поведение станка? Сколько необходимо прождать? Как лучше задавать сервера в файла (по доменному имени или IP)?
Ответ:
Здравствуйте, файл servers.ini по списку адресов создаёт таблицу соответствия имён с IP (в сети их м.б. много) м.б. и задержка.<br />” Ускорение” это вероятно один из случаев при задании через IP, лучше задавать сервера в файле (по доменному имени и IP) в win xp, для<br />win7 д.б. имя/ ресурс: IP
Вопрос:
Подскажите, как запустить режим Нортон на NC-210. Возникли проблемы при настройке сети (не могу получить доступ к файлу servers.ini.
Ответ:
Здравствуйте. <br />Для учпу поставляемых с загрузочной флешкой достаточно включить учпу<br />со вставленной флешкой и в появившемся меню можно увидеть строчку <br />выхода в Нортон. В УЧПУ раннего выпуска нет такой флешки и переход в <br />Нортон в момент включения учпу по ветке RUN NET.
Вопрос:
Здравствуйте. Спасибо за консультации по приводам CSD- проблема решена настройкой привода- цип таким образом, чтобы не выйти за пределы входной частоты в 178 кгц, Двигатели прекрасно управляются от микроподач до 1500об.мин. На аналоговых приводах такого у меня не плучалось никогда. ВОПРОС – необходимо управлять главным приводом от задатчика используя FOMAO – формирую управляющее напряжение W11K1 W11K1=MUX(08H,09H,13H,16H,18H,25H),(U255K0,U255K1,U255K2,U255K3,U255K4,U255K5) W11K1=MUX(32H,40H,50H,63H,79H),(U255K6,U255K7,U255K8,U255K9,U255K10) при этом получается напряжение на цапе при вращении задатчика меняется с скачками вверх вниз. Понятно что ошибка в кодировке но не получается разобраться. Как сделать расчет кодировки W11K1.От какого напряжения считать процент , Максимально выдаваемое цапом напряжение 10в (ЦАП -14разрядный)
Ответ:
Здравствуйте. Попробуйте управлять главным приводом от задатчика используя FOMAO в режиме PLC- Назначить переменную U11K1=1 и<br /> формируя управляющее напряжение W11K1 Вашими числами подряд W11K1=08H,09H,13H,16H,18H,25H,32H,40H,50H,63H,79H при этом можно<br />видеть реальные обороты или на мультиметре напряжения на цап-е (по моим проверкам с этими числами у меня обороты непрерывно растут от<br />608 до 5890- у меня 16разр цап ).
Вопрос:
Здравствуйте! На токарном станке 16к20ф3 с ЧПУ NC201 происходит сбой привода при остановке шпинделя, если частота вращения превышают или равна 1400об/мин. Подскажите пожалуйста как это вылечить. На другом станке 16а20ф3 с ЧПУ NC201 происходит сбой привода оси Z при быстрых перемещениях или реверсе, при резьбонарезание в момент смены направления движения.
Ответ:
Здравствуйте! Происходит сбой привода при остановке шпинделя вероятно по перегрузке- поставьте реальные (увеличите время разгона шпинделя в инструкции TSM ) параметры шпинделя в действующем файле AXCFIL. По сбою привода оси Z проверьте правильность параметров характеризации<br />согласно высланной инструкции, по резьбонарезанию см. рекомендации в<br />сообщении.
Вопрос:
Добрый день! Приобрели станки ЧПУ с системами NC201, NC201M, NC210 без станочных архивов и пр. Прошу выслать образ загрузочной дискеты и флэшки. Возможно использование usb флэшки 2гб или более, cf и sd через usb адаптер.
Ответ:
Добрый день! Высылаю образ загрузочной дискеты и флэшки.
Предыдущая страница Следующая страница
Задайте свой вопрос:
Процесс изготовления приводных цепей. Цепи
Цепи
К атегория:
Промышленные материалы
Цепи
Цепи металлические представляют собой вытянутые или замкнутые профили (контуры), состоящие из одинаковых, соединенных между собой звеньев. Цепи применяют в машиностроении, строительстве, на транспорте, в лесной и горной промышленности, а также в качестве крепежных и запирающих приспособлений, украшений в архитектуре и при изготовлении различных товаров культурно-бытового и хозяйственного назначения.
Для изготовления цепей применяют круглую низкоуглеродистую холоднотянутую толстую, особо толстую и другой толщины светлую стальную проволоку, а также профили специальной стали марки СтЗЦ с содержанием углерода не более 0,18%. Допускается изготовление цепей из конструкционной качественной и обыкновенного качества стали марок Ст2, ВМСтЗ. Прутки, предназначенные для изготовления цепей, применяют как калиброванными, так и некалиброванными. Твердость калиброванных прутков не более 14,3 МПа, класс точности изготовления не ниже 4-го.
Технология изготовления различных видов цепей имеет свою специфику. Общим для изготовления большинства цепей является разрубка проволоки или прутков на стержни определенной длины с последующей их обработкой или без нее. Звеньевые цепи получают, изгибая полученные стержни и соединяя их концы сваркой, ковкой со сваркой или другими методами. Производство пластинчатых цепей начинается с получения пластин, валиков, втулок и других деталей и их последующей обработки методами давления и резания. Валики запрессовываются в предварительно просверленные отверстия пластин. Затем пластины собирают в звенья, а последние в цепи.
Рис. 1. Виды цепей: а – звеньевая: б – роликовая; в – цепь с распорками; г – крючковая
Цепи классифицируют по назначению, конструкции, виду материала, размерам и другим признакам.
По назначению цепи подразделяют на тяговые, приводные, транспортерные, якорные, размерные и др., применяемые в станках, машинах и механизмах. В номенклатуру цепей входят цепи общего применения, используемые в быту для различных целей, а также в сельском хозяйстве – для ограждения, привязи скота и т. п.
По конструкции различают цепи пластинчатые (втулочно-роли-ковые или роликовые), крючковые, шарнирные, цепи с распорками, звеньевые и др. Некоторые, виды цепей приведены на рис. 8.
Тяговые цепи наиболее разнообразны по конструкции и условиям эксплуатации. Пластины в звеньях тяговых цепей изготовляют с параллельными прямыми гранями. На концах плоских пластин просверливают цилиндрические сквозные отверстия, в которые запрессовывают соответствующее количество фасонных, цилиндрических соединительных валиков и втулок. В большинстве случаев тяговые цепи производятся разборными с размерами шага 100- 160 мм.
Приводные цепи по конструкции незначительно отличаются от тяговых. Пластины в звеньях приводных цепей для уменьшения веса изготовляют с контуром в виде восьмерки. В тяговых цепях восьмерка применяется только для цепей малых размеров.
Сортамент цепей как тяговых, так и приводных подразделяется по типоразмерам и другим признакам. Например, сортамент цепей для сельскохозяйственных машин включает приводные роликовые цепи 13 типоразмеров, приводные крючковые цепи из штампованных звеньев с шагами 30 и 38 мм и транспортерные цепи. Приводные роликовые цепи изготовляют различными по предельной ширине пластин в звеньях 8,3 и 10,7 мм.
Приводные крючковые цепи из штампованных звеньев производят с предельной шириной боковой стойки: для шага 30 мм – 2,5 мм; для шага 38 мм – 3,2 мм.
Якорные цепи, применяемые на кораблях, судах и плавсредствах, изготовляют круглозвенными из горячекатаной среднеуглеродистой стали марки СтЗЦ и из калиброванных прутков (сталь марки 10) методами сварки или ковки. Якорные цепи поставляют диаметром до 80 мм; иногда с распорками в звеньях.
Звеньевые цепи с круглыми звеньями применяют на транспорте, в лесной, горной промышленности. Эти цепи могут быть, как и якорные, с распорками.
Размерные цепи применяются для определения размеров поверхности различных деталей при их обработке на токарных, фрезерных и других станках. Кроме того, с помощью этих цепей определяют относительные размеры поверхностей деталей- Размерная цепь представляет собой совокупность звеньев, образующих замкнутый контур. Например, с помощью размерной цепи на токарном станке можно получить в результате обработки требуемый размер диаметра вала.
Различают следующие виды размерных цепей: основная, технологическая, измерительная, линейная и др.
Для украшения применяют цепи золотые, серебряные или из других металлов. Они выпускаются как в виде отдельных изделий, так и в виде составных частей украшений (кулонов и др.).
Требования к качеству цепей. Качество цепей зависит от совокупности их механических и эксплуатационных свойств, обусловленных химическим составом и механическими свойствами материалов, применяемых для изготовления (звеньев, шарниров, валиков, роликов, втулок и других деталей), технологией их производства, прочностью и целостностью звеньев, правильной сборкой и соединением звеньев и деталей в цепи. Размеры и механические свойства звеньев, составляющих цепной контур, должны удовлетворять требованиям ГОСТ ов на соответствующие виды цепей.
К качеству цепей кроме общих предъявляется и ряд специфических требований. Так, для звеньев сварных круглозвенных цепей являются недопустимыми: непровар, разрушение целостности звеньев или наличие на их поверхности надрывов, трещин, раскрытых волосовин. Временное сопротивление разрыву прутков из стали Ст2, из которых изготовлены звенья сварных круглозвенных цепей, должно быть 3,4-4,2 МПа, прутков из стали СтЗЦ – 3,7- 4,5 МПа, а прутков из стали марки ВМСтЗ – 3,8-4,7 МПа.
Важнейшими условиями нормальной работы пластинчатых роликовых, втулочно-роликовых и втулочных цепей является правильная сборка и строго фиксированное положение валиков и втулок в отверстиях пластин. Недопустимыми являются: разрушение или деформация деталей, наличие трещин, выкрашивание металла, нарушение прочности соединений (проворота) валиков или втулок
в пластинах, нарушение подвижности шарниров, наличие трещин.
Размерные цепи должны сохранять свои размеры. Цепи должны плотно прилегать к поверхности измеряемых деталей. Чистота поверхности звеньев размерных цепей должна соответствовать требованиям ГОСТ а.
ЛитьеНаиболее передовым и прогрессивным методом плавления металла на сегодня является индукционный нагрев металла токами низкой частоты.
В индукционных печах поверхность металла защищена от окисления инертным газом, они позволяют изготовлять полосу любой длины с максимально равномерными характеристиками.
ВальцеваниеИзменение диаметра прутка начинается на вальцах. Начальный диаметр 8-10 мм за несколько проходов уменьшается до 1-2 мм.
Обезжиривание
|
|
|
Перед отжигом проволока должна быть тщательно промыта и обезжирена, чтобы на ней не осталось следов масла или других посторонних частиц, которые, прилипнув или даже диффундировав в металл, могут вызвать в нем изменения и оставить следы на поверхности, удаляемые только травлением (вполне вероятно, что полностью избавиться от таких пятен будет невозможно).
Отжиг
|
|
|
Даже постепенное уменьшение диаметра проволоки изменяет структуру металла, делает его более хрупким – процесс уменьшения сечения приходится постоянно прерывать и восстанавливать структуру при помощи нагрева в статической печи отжига с контролируемой атмосферой и мгновенного охлаждения.
Волочение проволокиВторой этап уменьшения диаметра проволоки – волочение. Проволока проходит через твердосплавные фильеры изменяя диаметр от 1-2 мм до требуемого (иногда 0,10 – 0,12 мм). Этот этап обработки должен прерываться для проведения промежуточного отжига (см. выше). Последний проход проволоки должен быть сделан через алмазные фильеры.
Непрерывный отжиг проволоки
|
|
|
Проволока готова к дальнейшему использованию только после проведения конечного отжига, наиболее качественного и равномерного, в печи непрерывного отжига с контролируемой атмосферой.
Цепевязание
|
|
|
Гамма цепевязальных станков очень велика. Это и более 50 видов плетения на различных станках и неограниченное количество размеров. Диаметр проволоки может изменяться от 2,5 мм до 0,10 мм. Конечно, нельзя использовать один и тот же станок для столь разных диаметров, однако после замены оснастки можно изготавливать цепочки из проволоки близких размеров и от 1 до 8 видов плетения.
Обезжиривание
Цепь |
|
Цепь |
Перед обработкой в порошке цепочка должна быть тщательно обезжирена и промыта, чтобы на ней не осталось следов масла или других посторонних частиц, которые, прилипнув, могут воспрепятствовать или затруднить пайку. Этот дефект может выявиться как сразу после пайки, так и на последних стадиях изготовления цепей или, что еще хуже, после покупки.
Обработка в порошке
|
|
|
Чтобы спаять стык звена, его необходимо нагреть почти до температуры плавления. Такую возможность дает горящий фосфор, который входит в состав порошка для пайки. К пайке цепочка готовится в галтовочном автомате. В одном барабане порошок проникает в стык звена, в другом снимается тальком излишек порошка с поверхности.
ПайкаМногие виды цепей после их изготовления на цепевязальном автомате требуют пайки. Пайка может быть произведена открытым пламенем, однако этот способ крайне непродуктивен, к тому же с поверхности цепочки в дальнейшем необходимо снимать окисел. Другой метод основан на нагреве цепочки в проходной печи с защитной атмосферой.
ПромывкаПосле пайки на поверхности цепочки остается небольшое количество порошка. Удалить его можно промывкой в ультразвуковой ванне.
Сушка цепей
|
|
|
Любая промывка должна сопровождаться сушкой. Лучше если это будет центрифуга, в которую подается горячий воздух, но можно ограничиться одним горячим воздухом, который продувается через моток с цепочкой.
Уплотнение цепей
|
Станок для уплотнения цепей |
|
Ширина сколоченной цепочки зависит от размеров исходной. Как видно на картинке цепочка в станке уплотняется и, расширяясь, изменяет свои геометрические размеры.
Сколотка цепей
|
Пресс для сколотки |
|
Большое разнообразие видов цепей достигается их дальнейшей обработкой – сколоткой и алмазной огранкой. Сколотка – это сжатие цепочки, которое изменяет ее геометрию. Различная форма сечения – круглая, прямоугольная, с фаской, с проточкой и т.д., придается цепочкам в штампах, которые приводятся в действие при помощи пресса для сколотки.
Размягчение цепи
|
Станок для размягчения |
|
Не удивительно, что после сколотки с усилием 20-30 тонн цепочка становится очень жесткой и плотной. В прошлом, когда для придания цепочкам определенной формы использовался обычный молоток и наковальня, цепочки размягчались вручную при помощи специальных роликов. В современном цепевязальном производстве эта работа, конечно, передана станку. Цепочка выходит из него мягкой и эластичной.
Алмазная огранка цепи
|
Станок для нанесения алмазной грани |
|
За исключением некоторых видов с шероховатой поверхностью, большинство производимых цепочек должны иметь максимальный блеск, который может быть получен только на станке для нанесения алмазной грани. Для увеличения количества отражающих поверхностей фаска может быть снята практически со всех внешних и даже внутренних сторон звена цепи и получено 6, 8 или даже 12 граней. На плоские цепочки могут быть нанесены разнообразные рисунки.
Токарная огранка
|
Токарный станок для огранки |
|
Что же делать, если необходимо обработать широкую поверхность плоской цепочки? На помощь приходит токарный станок с барабаном большого диаметра и лед, который так крепко держит цепочку намотанную на барабан, что алмазный резец не в состоянии ее оторвать. Поверхность цепочки обтачивается резцом, для снятия фаски используется специальный барабан с желобками-проточками.
Полировка цепи
Сколоченная |
Станок для полировки цепи |
|
Непрерывная полировка не только увеличивает блеск цепи, сглаживая малейшие неровности, но и снимает мельчайшие заусенцы.
Оконцовка цепи
|
Станок для оконцовки цепи |
|
Одна из наиболее трудоемких операций – изготовление и пайка “лепестков”,
элементов, к которым крепятся замки может быть значительно облегчена станками,
которые вырубают из полосы лепестки, сгибают их и припаивают к цепочке, избавляя
производителя от ручного труда. Лепесток может быть не только спаян с цепочкой
при помощи припоя, но и сварен с ней на электрической установке для сварки.
Второй операцией, относящейся к “оконцовке” цепи является изготовление
колечек, на которых ставится именник и проба. Колечко должно быть овальным и
делается из проволоки диаметром 0,8 мм.
|
Циркулярный бурат для голтовки |
|
Простая и необходимая обработка в циркулярном бурате сделать цепочку еще более мягкой, придать ей окончательный блеск.
Цепочка готова! Последние операции – навешивание замков и упаковка.
На протяжении многих столетий коллекционирование драгоценностей было прерогативой лишь королевских особ, императоров, шейхов и махараджей. Однако после Первой мировой войны возможность приобретать сверкающие серьги, браслеты, колье и броши появилась у звезд и представительниц аристократии.
Женщины новой элиты носили короткие стрижки, облегающую одежду и имели больше свободы, чем в довоенное время. Изменения в моде привели к новым тенденциям в ювелирном искусстве и позволили появиться на свет новым ювелирным шедеврам. Эта книга рассказывает об одиннадцати влиятельных женщинах, которым удалось собрать удивительные коллекции ювелирных украшений.
Герцогиня Виндзорская, графиня Мона Бисмарк, актриса Мерль Оберон, оперная дива Мария Каллас и другие иконы стиля XX века в удивительных историях роскошной жизни, полной экзотических путешествий, элегантных яхт, ярких вечеринок и неповторимых шедевров Cartier, Van Cleef & Arpels и Harry Winston.
Книга содержит 398 иллюстраций, среди которых уникальные фотографии драгоценных шедевров, эскизы знаменитых ювелиров и портреты их владелиц от Битона, Хорста и других известных фотографов своего времени.
2609 руб
1379 руб
Материалы для ювелирных изделий
Рассмотрены основные металлические материалы, которые применяются в ювелирной технике, их структура и свойства. Подробно изложены литейные свойства сплавов и приведены особенности плавки драгоценных металлов и сплавов. Описаны драгоценные, полудрагоценные и поделочные камни, используемые в ювелирном деле. Приведены примеры уникальных ювелирных изделий, изготовленных мастерами XVI-XVII веков и изделия современных российских мастеров.
Книга будет полезна преподавателям, бакалаврам, магистрам и аспирантам, а так же учащимся колледжей и читателям, которые желают выбрать материал для изготовления ювелирных изделий в небольших частных мастерских.
83 руб
Античная камея – эти два слова стали символом утонченной красоты. Ими часто характеризуют произведе-ния искусства, в которых подчеркивается отточенность форм, или оценивают красоту человека, образно раскрывая соразмерную миниатюрность и тонкое изящество
Античные камеи достойны быть такого рода эталоном: они рождены классическим искусством древности, которое опоэтизировало и объявило эстетически прекрасным все лучшее, все достойное идеала гармоничного и совершенного Человека.
709 руб
Книга является коллективным исследованием истории русских ювелирных украшений с 16 века до наших дней на образцах из коллекции Государственного исторического музея.
2129 руб
Издание 1977 года. Сохранность хорошая.
Книга “Искусство медали” обращена к учителю изобразительного искусства, но может быть полезна и преподавателям литературы, истории. Автор анализирует медаль как исторический и художественный памятник эпохи. В книге собран и систематизирован большой материал, автор рассматривает медальерное искусство на фоне развития скульптуры больших форм. Книга проникнута чувством любви к Родине, к ее истории, к ее искусству.
Материалы, изложенные в книге могут быть использованы педагогами как на уроках, так и на факультативных занятиях, а также во внеклассной работе.
79 руб
Издание 2003 года. Сохранность отличная.
В конце 2003 г. в столице прошла уникальная выставка, где были представлены проекты и изделия фирмы “Фаберже” из музейных и частных коллекций. Здесь экспонировались не только ювелирные изделия и посуда, изготовленная из камня, хрусталя и серебра, но и графика Фаберже, а также не выставлявшиеся ранее документы и фотографии.
Книга является каталогом этой выставки. Репродукции и фотографии изделий Фаберже предваряет несколько статей ученых, изучающих творчество мастеров знаменитой ювелирной фирмы.
5490 руб
Настоящее издание представляет собой каталог выставки искусства дома Картье, проходившей в 1992 году в Государственном Эрмитаже.
Творчество Картье определяет стиль и моду в современном ювелирном искусстве. Выставка ретроспективна, и это дает возможность познакомиться с путями его развития, исканиями, обретением своего стиля.
Изделия Картье нельзя спутать с тем, что создают другие мировые ювелирные фирмы. Многие изделия Картье не просто украшения, а подлинные произведения искусства, поражающие богатством фантазии, изысканностью композиций, утонченностью вкуса. Картье использует в своих произведениях обычно весь набор драгоценных камней и делает это с удивительным тактом и умением высветить всю поразительную их красоту. Великолепные фотоиллюстрации позволяют убедиться в этом.
889 руб
Cartier. Инновации XX века
Выставка Коллекции исторических драгоценностей Cartier в национальной сокровищнице России является одним из наиболее значительных событий в истории знаменитого ювелирного Дома начиная с 1907 года, когда парижский ювелир впервые изумил высший свет Санкт-Петербурга великолепием своих изделий.
Организаторы проекта полагают, что отобранные для показа произведения дают более полное и яркое представление о творчестве Cartier, чем ретроспективная выставка. Это ключевые произведения, являющиеся не только лицом компании, но и в определенном смысле эталоном дизайна прошлого столетия, хрестоматийными памятниками в развитии мировой ювелирной моды, не теряющими своего обаяния и актуальности в XXI веке. Основная идея заключается в том, чтобы продемонстрировать совершено оригинальные произведения, в которых Cartier был первооткрывателем, законодателем новой эстетики, новых декоративных, технических и стилевых приемов, одним словом – Cartier от Cartier, то есть показать то, что с уверенностью можно назвать классикой искусства Cartier. Любовь к строгим линиям, чуткое ощущение пространственной чистоты рисунка и виртуозное техническое мастерство позволили Луи Картье (Louis Cartier), внуку основателя фирмы, найти свой неповторимый художественный “почерк” и создать собственный элегантный стиль.
Во всех своих творениях – от платиновых шедевров “стиля гирлянды”, украшавших вечерние туалеты представительниц высшего европейского общества, и до экстравагантных колье Змея и Крокодилы киноактрисы Марии Феликс (Maria Felix) – Дом Cartier всегда демонстрировал поразительную прозорливость, оригинальность и незаурядную индивидуальность. В этом роскошном издании воспроизведены 165 ювелирных изделий, а также эскизы и многочисленные фотографии из архивов Cartier в Париже, Лондоне и Нью-Йорке. Статьи, вошедшие в книгу, рассказывают о богатой и яркой истории фирмы, об эволюции стиля Cartier, о влиянии “Русских балетов” на его авангардный дизайн 1910-х годов, о необыкновенных технических приемах мастеров компании, а также о знаменитых клиентах, носивших самые красивые украшения Cartier. Прекрасно составленный и проиллюстрированный каталог будет полезен всем интересующимся историей ювелирного искусства и дизайна.
Формат: 29 см х 29 см. Завод (с 1977 года производственное объединение “Уральские самоцветы родился 250 лет назад – в июле 1726 года – как небольшая мастерская. Стал Екатеринбургской, гранильной фабрикой. За годы Советской власти вырос в одно из передовых предприятий отрасли.
Высокое мастерство современных камнерезов и гранильщиков не пришло вдруг – в нем спрессован опыт поколений, оно по крупицам накапливалось веками. Сегодняшним мастерам камня нужно знать свое прошлое, опыт предшественников, их удачи и ошибки, их надежды и разочарования. К прошлому стоит обращаться не только для сравнения, у прошлого нужно уметь учиться, учиться как на удачах, так и на ошибках.
“Уральские самоцветы” – крупнейший мировой центр по художественной обработке камня. Изделия из камня, созданные уральскими камнерезами и гранильщиками, широко известны не только в нашей стране. Их знают Париж и Лондон, Нью-Йорк и Токио. Они несут людям радость, рассказывают о богатстве подземных кладовых, о красоте и щедрости души “каменных дел мастеров””.
Б.В.Павловский
Книга иллюстрирована полноформатными фотографиями работ уральских мастеров, которые хранятся в Эрмитаже, Павловском дворце – музее и музее производственно – технического объединения “Уральские самоцветы”.
659 руб
Viking knit – древний способ плетения цепочки, не требующий пайки звеньев. Цепочка в этой технике плетется из длинного куска проволоки, который наращивается по мере необходимости.
На русский название можно перевести примерно как «узлы викингов» или «плетение викингов». Такое имя техника получила за счет того, что первое украшение подобного вида было найдено в захоронении викингов. Но потом были и другие, более древние находки, и сейчас считается, что изначально техника пошла из города Тричиполи в Индии. Я использую такую цепочку для украшений, стилизованных под старину.
Для того чтобы сплести цепочку своими руками, нужно запастись:
- тонкой проволокой (я использую медную)
- карандашом
- ножницами
- линейкой
Плетение цепочки своими руками
Сначала нам нужно заготовить основу, на которую будет ложиться самое начало плетения. Для этого отрезаем кусочек проволоки около 40 см и 6 раз оборачиваем ее вокруг линейки.
Снимаем с линейки, фиксируем петли, оборачивая вокруг них свободный конец проволоки.
Раскрываем петли в «цветочек», аккуратно, чтобы не помять.
Этот «цветочек» загибаем вокруг карандаша. Отрезаем еще кусочек проволоки, около 70 см длиной, и начинаем плетение. Оставляем небольшой свободный конец и делаем петлю вокруг одного из «лепестков».
Делаем вторую петлю, отступив на один «лепесток» вправо. Точно так же, продолжаем сверху вниз.
Делаем еще 4 петли, и возвращаемся снова к первому «лепестку». Теперь нужно перейти на следующий ряд, для этого следующую петлю мы делаем, зацепляясь за первую петлю предыдущего ряда.
Продолжаем «петлять», каждый раз цепляясь за петельки в предыдущем ряду, до тех пор пока не останется кончик длиной около 10–12 см.
Теперь нужно нарастить конец проволоки, чтобы можно было плести дальше. Отрезаем еще кусочек и заводим его под один из вертикальных рядов петель.
Когда дойдем плетением до этого места, захватываем новую проволоку вместе с петелькой предыдущего ряда, таким образом она зафиксируется. Проходим еще кружочек, и снова подбираемся к месту, где торчит новая проволочка. Самый ответственный момент: новую проволочку нужно вывести слева от петли наверх, а старой проволочкой зацепиться справа от петли и увести ее вниз.
Внимательно приглядитесь к фотографии, все не так сложно. Вот как это выглядит в затянутом состоянии.
Старую проволочку на нескольких следующих кругах захватываем вместе с петелькой предыдущего ряда, чтобы зафиксировать, а потом обрезаем.
Таким образом и продолжаем плетение. Когда покажется достаточно, снимаем с карандаша.
А теперь – фокус! Аккуратно, захватив пальцами за концы, растягиваем плетение, и оно преображается.
Чтобы рассчитать длину готовой цепочки, нужно просто помнить, что растягивается она примерно в два раза.
Вот и все, цепочка готова. Можно отсоединять ее от вспомогательных петель и использовать по своему усмотрению.
– это наиболее точные цепи. В зарубежных вариантах названий этих цепей присутствует слово: «Прецизионные». Высокая точность и постоянство форм и размеров деталей цепей обеспечивается технологиями их изготовления. Другими словами, точность и качество определяется станком и инструментом, а не оператором. Но при изготовлении цепей необходимо применять специальное оборудование. Значит, изготовить качественную цепь можно только на том предприятии, которое специализируется именно на выпуске цепей и только в условиях серийного или массового производства. Единичные и универсальные технологии тут неприменимы. Станочный парк производства «Акмаш-Холдинг» оснащен именно таким специализированным оборудованием.
Пластины цепей изготавливают из стальных лент. Размеры и механические свойства материала лент должны быть специальными. В связи с этим, такую специальную ленту мы получаем лишь по отдельному заказу и только у изготовителя. Кроме этого, мы специальным образом подготавливаем металлопрокат перед тем, как из него будут вырублены пластины.
Вырубка пластин приводных цепей производится в сложных многопозиционных и многорядных штампах на тяжелых механических прессах. По такой схеме обеспечивается одновременно и высокая точность и одинаковость размеров деталей и высокая производительность процесса.
Штамповка деталей на механических прессах.
В штамп заходит стальная лента. На выходе высечка и детали.
Скорость штамповки 1…3 удара в секунду.
Перед термическим упрочнением пластины проходят ряд технологических операций, где удаляются заусенцы, загрязнения, смазка с их поверхностей. Детали моют и сушат. А после закалки и отпуска снова очищают и снова помещают в печь для нанесения защитно-декоративного покрытия.
Изготовление втулок – технически совершенный процесс. Втулки стандартных цепей изготавливают сворачиванием стальной полосы. Полосу, так же, как и ленту для пластин, заказывают со строго определенными характеристиками и подготавливают к использованию. Затем остается лишь подать ее в автоматический станок, который с высокой производительностью изготовит втулки. И снова высокая точность и одинаковость деталей будет определяться станком и твердосплавным инструментом. Свернутые втулки изготовлены из стали, которую необходимо упрочнять не просто закалкой, а по более сложной специальной технологии-Нитроцементация. Нитроцементация требует применения специальных герметичных печей, использования смеси нескольких газов в этих печах и компьютерного управления процессом, ведь необходимо одновременно следить и управлять температурой в печи, составом и количеством газа в печи, временем выдержки деталей и температурой закалочной среды. Все эти параметры связаны между собой и взаимно влияют друг на друга. Иными словами, в ручном режиме обработать одинаково две партии деталей Нитроцементацией невозможно. «Акмаш-Холдинг» выпускает цепи массово и серийно, имеет четыре автоматизированных линии для выполнения такой работы с общей производительностью 1200 кг. деталей в час!
Таким же образом упрочняют и ролики, и валики приводных цепей. Подробную технологию изготовления роликов мы не раскрываем, так как для этого мы используем оборудование оборонного производства. Валики изготавливают из проволоки, которую мы предварительно обрабатываем волочением.
Сборка всего ряда стандартных приводных цепей выполняется на станках – автоматах. Последующая консервация обеспечивает длительную сохранность цепей при их транспортировке и до ввода в эксплуатацию.
Кроме текущего контроля параметров деталей цепей в процессе их изготовления, проводится комплекс проверок и испытаний окончательно собранной цепи. Это называется приемосдаточные испытания. Объем и содержание этих испытаний установлены ГОСТами. Только продукция выдержавшая приемосдаточные испытания передается в товар. Наиболее важными характеристиками цепей, которые проверяются при испытаниях, являются оценка точности длины цепи, разрушающая нагрузка цепи и прочность соединения деталей цепи. Разрушающая нагрузка проверяется фактическим разрывом цепей, которые отбираются от изготовленной партии. Длина цепи важна потому, что «короткая» цепь не может быть установлена на звездочки, а «длинная» цепь будет эксплуатироваться не долго. Прочность соединения валиков и втулок с пластинами характеризуют качество сборки цепи.
ᐅ Как работает токарный станок? ➤ Обработка деталей на токарном станке
share.in Facebook share.in Telegram share.in Viber share.in Twitter
Содержание:
Токарный станок — стационарное устройство для деревообработки. Он может выполнять только одно действие — вращать заготовку. Тем не менее, эта простая функция позволяет столярам создавать из заготовок красивые изделия — посуду, ножки для мебели, игрушки, декоративные элементы, вазы и многое другое.
Если все остальные инструменты для деревообработки подходят только для определенных этапов обработки, то с помощью токарного станка можно создать законченное изделие. Среди инструмента, который для этого нужен: стамески, резцы, скребки, шлифовальная бумага.
Устройство токарного станка по дереву
- Выключатель
- Станина
- Передняя бабка
- Вариатор
- Шпиндель
- Поводковый центр
- Подручник
- Центр задней бабки
- Задняя бабка
Все детали станка крепятся на цельной станине из стальных брусьев или балок. С одной ее стороны расположена передняя бабка с электродвигателем внутри. Когда двигатель работает, он передает вращение на шпиндель. Шпиндель оснащен конусом Морзе, в который можно вставлять поводковый центр, патрон или планшайбу. Напротив передней бабки находится задняя бабка, которая удерживает заготовку в горизонтальном положении. Возле заготовки находится подручник, который можно поворачивать в разные стороны. С его помощью оператор удерживает резец.
Если переключение скорости вращения ручное, то регулировка происходит при помощи коробки передач. В ней находятся шкивы с подшипниками. Также существуют модели с электронным вариатором, который позволяет регулировать скорость, не выключая станок.
Крепление заготовки
Чтобы правильно закрепить заготовку на станке, нужно найти ее ось и зажать между поводковым центром и задней бабкой. Для этого выполните следующие действия:
- Воспользуйтесь угловым центроискателем, проведя несколько линий на торцах заготовки. Точка, в которой они пересекаются, будет центром торца.
- С помощью сильных ударов молотком проделайте канавки и углубление в точке оси на каждом торце.
- Наденьте деталь на поводковый центр, потом придвиньте заднюю бабку к другой стороне заготовки и зажмите ее. Поводки должны врезаться в соответствующие канавки, чтобы заготовка держалась сама, даже если отвести заднюю бабку.
- Снова зафиксируйте центр задней бабки по оси. Если вы работаете с мягким деревом, поверните маховик задней бабки на 1/4 оборота, а если с твердым — на 1/2 оборота. Деталь должна свободно проворачиваться рукой.
Установите подручник на минимальном расстоянии от заготовки и прокрутите ее. Она не должна задевать за подручник. Нужно, чтобы опорная плоскость подручника находилась на 5 мм ниже оси вращения.
Работа при креплении заготовки между двумя центрами
Мы опишем несколько самых популярных способов обработки, которые доступны при таком типе крепления.
Обтачивание до цилиндрической формы
Чтобы придать заготовке цилиндрическую форму, нужно использовать рейер. Подходящая скорость вращения — от 1 до 1,5 тысяч об/мин. Чем ровнее должен быть цилиндр, тем выше должна быть скорость. Если у бруска малый приспуск, можно обточить его за один проход, а если большой — лучше обтачивать деталь в несколько заходов, постепенно двигаясь по направлению к шпинделю.
Работайте плавно, держа резец так, чтобы его стержень опирался на подручник, а пятка прикасалась к заготовке. Постепенно поднимайте ручку стамески, пока лезвие не начнет снимать ровную стружку. Резец следует вести по направлению снятия стружки. Одной рукой нужно вести резец, а второй — поддерживать лезвие, но не прилагать к нему усилий.
В случае обработки бруска квадратного сечения нужно постепенно срезать углы, ведя резец не очень быстро. По мере уменьшения диаметра бруска придвигайте подручник ближе.
Выравнивание плоским резцом
После придания заготовке цилиндрической формы нужно придвинуть подручник ближе к оси вращения. Теперь следует взять косой плоский резец, опирая его на подручник и немного поднимая, чтобы он начал врезаться в дерево. Чтобы контролировать толщину заготовки, нужно иногда выключать станок и проверять диаметр детали при помощи штангенциркуля.
Использование отрезного резца
Иногда нужно отрезать часть заготовки, чтобы получить деталь определенной толщины. В этом случае стоит взять отрезной резец. С его помощью можно получить ровный срез, который не потребует дальнейшей обработки.
Чтобы сделать точный срез, нужно предварительно оставить на древесине отметку простым карандашом. Поставьте резец перпендикулярно к детали и начните вдавливать его. Срез нужно делать не полностью, а оставить небольшую перемычку, которую затем отрезают ножом или пилой.
Выполнение декоративных элементов
Среди декоративных элементов, которые можно выполнить на токарном станке, наиболее частые — валик и желобок. Комбинируя их в различных вариациях, можно создать самые разные декоративные изделия. Как правило, валик и желобок разделяются небольшим пояском.
Перед работой лучше нанести разметку на деталь, воспользовавшись простым карандашом. После включения станка можно навести разметку, сделав ее более четкой. Просто поднесите карандаш к вращающейся поверхности — он оставит ровную и хорошо различимую линию.
Как сделать валик
Для создания валика нужно взять плоский резец с косой режущей кромкой. Сначала нужно сделать неглубокую канавку (около 3 мм) в стороне от намеченной линии, а потом, наклоняя резец в обе стороны, расширить ее. Установив резец посередине канавки и проворачивая ручку, можно придать валику правильну форму с одной стороны. Потом процесс повторяют с другой стороны.
Как сделать желобок
Возьмите полукруглый резец и перемещайте его между заранее нанесенными метками. Необходимо постепенно углублять желобок, а затем придать ему нужную форму с помощью косого резца.
Вытачивание при зажиме с одного конца
Часто возникает необходимость создавать на токарном станке посуду, чаши, шкатулки. В этом случае нужно закрепить заготовку только с одной стороны. Работа с деталью происходит так же, но при таком вытачивании можно работать, удерживая резец параллельно оси вращения.
Вытачивание полостей
Сначала нужно будет выполнить этап черновой обработки, придав необходимые параметры наружной части детали, а также наметив углубление. Затем заднюю бабку убирают и устанавливают заранее отрезанную до нужной длины заготовку в фиксатор передней бабки.
При вытачивании полостей работают полукруглым резцом. Нужно обрабатывать заготовку только с той стороны, где она движется вниз, иначе резец может выскочить из рук. Работать будет намного удобнее, если сразу проделать в заготовке отверстие нужной глубины по центру.
Шлифовка изделия
Чаще всего изделия после обработки на токарном станке не нуждаются в шлифовании. Однако, если шлифовка все же понадобилась, можно снять подручник, выставить низкие обороты и аккуратно отшлифовать поверхность, перемещая наждачную бумагу по изделию.
Читайте также: Как выбрать лучший токарный станок по дереву?
Техника безопасности
При работе с токарным станком очень важно соблюдать правила безопасности. В противном случае можно получить травму.
Правила работы на токарном станке
- Работайте только в спецодежде.
- Проверьте перед включением станка, есть ли у него защитные щитки и заземлен ли он.
- В патроне токарного станка не должно оставаться стружки после предыдущей работы.
- Работать можно только с хорошо выровненными и зафиксированными заготовками.
- Проводить измерение детали при включенном станке нельзя.
- Запрещено убирать опилки и стружку потоком сжатого воздуха. Также нельзя держать детали руками.
- Не останавливайте токарный станок при помощи рук.
Если правильно использовать токарный станок, с его помощью можно получить множество красивых и функциональных изделий. Главное — соблюдать все правила и технику безопасности.
Проект деревянной цепочки для ключей| Обращение к прибыли | Токарная обработка дерева
Автор // by Robin 3 комментария
Этот пост содержит партнерские ссылки. Если вы воспользуетесь этими ссылками для покупки чего-либо, мы можем получить комиссию. Спасибо. Точеный брелок из дерева – просто и быстро. Просто выполните следующие действия.
Я нашел в своей мастерской семь наборов деревянных брелков со свистком. Поэтому я решил, что пора перевернуть некоторые брелки. Это небольшой проект, поэтому подойдут небольшие кусочки дерева из других проектов.Проблема с проектом комплекта состоит в том, что вам необходимо окупить как время обработки, так и стоимость комплекта. Это может создать проблему, если вы собираетесь продавать товар по оптовой цене.
Исходные материалы Грубое дерево и детали для брелка.Существует множество наборов для токарной обработки дерева, для которых требуется точеный кусок дерева и оборудование для создания великолепно выглядящего продукта. Вот над чем я буду работать. Палка из лиственницы и виноградного клена.Поскольку я буду просверливать древесину по центру, риск растрескивания отсутствует. Эти ветки уже давно есть в моем магазине. Аппаратное обеспечение состоит из латунной трубки, поворотного конца, разъемного кольца для ключей и конца со свистком.
Шаг 1 – Поверните деревянную заготовку Лиственница (на токарном станке) и лоза Клен переворачиваются.Поверните используемую древесину по кругу между центрами. Это покажет вам, есть ли какие-либо тонкие участки из-за кривых на ветвях. Эти двое выглядят красиво и толсто, готовы к работе.
Шаг 2 – Отметьте дерево Измерены и размечены части тела.Измерьте латунный стержень и отметьте на дереве отрезок немного большего размера. Позже вы отшлифуйте тело до нужного размера. Не забудьте оставить достаточно места, чтобы разрезать древесину между отрезками цепочки для ключей. Обратите внимание на рисунок и текстуру дерева и поместите тела поверх узлов и волокон, которые придадут характер вашим цепочкам для ключей.
Шаг 3 – Разделите секции Три секции лиственницы готовы к срезанию.С помощью отрезного инструмента прорежьте между секциями. Не поворачивайте его слишком маленьким, иначе он сломается. Вам нужно иметь квадратный конец корпуса, который немного больше, чем ваша латунная трубка. Квадратный конец также лучше подходит для сверлильного станка. Выровняйте секции так, чтобы они были одинакового диаметра для каждого тела. Это упростит подрезку на следующем этапе.
Шаг 4 – Нарежьте секции Обрезка каждой секции задней пилой.Поместите древесину на верстак и с помощью задней пилы обрежьте каждый конец корпуса по размеру.Возможно, вы захотите зашлифовать конец, чтобы сделать его гладким и плоским для сверления.
Шаг 5 – Просверлить корпуса Надежно удерживайте корпус при сверлении.Закрепите корпус на квадратном (прямоугольном) приспособлении. Отметьте центр тела. Просверлите центр тела подходящим сверлом. Латунная трубка должна легко входить в дерево, но не дребезжать.
Шаг 6 – Отшлифуйте латунные трубки Черновая обработка латунных трубок.Вставьте латунные трубки в оправку для пера. Включите токарный станок и немного отшлифуйте латунные трубки наждачной бумагой средней зернистости. Вам просто нужно сделать шероховатую внешнюю поверхность трубы, чтобы эпоксидная смола захватила латунь.
Шаг 7 – Закрепите трубки эпоксидной смолой и вставьте трубки Готово к установке и эпоксидной смоле на трубках.Вам понадобится двухкомпонентная эпоксидная смола, чтобы скрепить металл и дерево вместе. Смешайте две эпоксидные смолы на алюминиевой фольге, используя небольшую палочку, похожую на спичку, затем нанесите смесь эпоксидной смолы на каждую трубку.Медленно вставьте латунную трубку в дерево и поверните ее, когда она вставляется. Часть эпоксидной смолы выскользнет из отверстия. Убедитесь, что конец латунной трубки чистый, чтобы можно было вставить концы (свисток и кольцо).
Все трубки вставлены.Перед тем, как поворачивать древесину, необходимо дать смоле отстояться. Следуйте инструкциям производителя по времени высыхания эпоксидной смолы, которую вы используете.
Шаг 8 – Поворот корпуса Кусочки лиственницы на мадрель готовы к переворачиванию.После высыхания вставьте деревянный корпус на стержень ручки. У меня есть стандартная оправка, и я мог повернуть два тела за один раз.
Кусочки лиственницы выточены и приданы формы для кольца для ключей.Формы, которые вы поворачиваете, полностью зависят от вас. Развлекайтесь и экспериментируйте с разными фасонами и формами. Помните, что брелок для ключей будет носить в кармане, так что вам не захочется слишком сходить с ума с большим телом. Но кто знает, пусть нас вдохновит.
Используя гаечный ключ, определите размеры концов корпуса.Единственный трюк с деревянной цепочкой для ключей – это совместить конец корпуса с латунью, которая будет вставлена в трубку. Я измерил медный свисток штангенциркулем, а затем выбрал гаечный ключ немного большего размера. Сделав его больше, я могу подкрасться к нужному диаметру, чтобы между деревянными и латунными компонентами был плавный переход. Поверните конец бревна до нужного диаметра, затем возьмите гаечный ключ в одну руку и продолжайте вращать другой. Когда ключ скользит по дереву, вы достигли нужного размера.Осторожно обрежьте остаток или отшлифуйте до нужного размера.
Все корпуса отшлифованы до нужного размера.Когда у вас будет правильная форма, снимите тела с оправки и отшлифуйте концы заподлицо с латунной трубкой. Я использовал бумагу с зернистостью 80 на орбитальной шлифовальной машине. Держите корпус под прямым углом к шлифовальной машине. Вы можете увидеть разные формы, которые я повернул. Темная линия образуется путем прорезания небольшой канавки косым зубилом и последующего удерживания проволоки в канавке до тех пор, пока трение не обожжет дерево.
Шаг 9 – Отделка кузова Доработаны кузова.Нанесите на корпус выбранную отделку. Я использовал полиуретан на водной основе, поэтому показанная здесь установка необходима для высыхания тел. Если бы вы использовали карнаубский воск, я бы применил его, пока тела еще на оправке. Как только тела будут закончены, нужно прикрепить вертлюг и свисток к цепочке для ключей. Я использовал свои столярные тиски, чтобы стянуть детали вместе. Не торопитесь, чтобы убедиться, что части сложены красиво и ровно.Будьте осторожны, прикрепляя разрезное кольцо к деревянной цепочке для ключей, иначе вы можете поцарапать латунную фурнитуру.
Вот и готовые деревянные брелки. Думаю, они хорошо сложились. Простой проект, в который нужно сделать на несколько шагов больше, чем обычно.
Каждый день я делюсь проектом по токарной обработке дерева, советом или вдохновением на моей странице в Facebook. Присоединяйтесь ко мне и получите самый популярный проект дня, который будет размещен на вашей домашней странице в Facebook.
Настройка вспомогательного шпинделя токарного станка – 3D распределенное
Нажмите F11, создайте слой и назовите его solid
.Нажмите Alt + Enter, чтобы открыть Property Manager
Нажмите на твердый
Изменить слой твердого тела на твердый слой
Нажмите F11
Посмотрите в нижний правый угол экрана.
Убедитесь, что сетка выключена, а подсветка включена.
Щелкните левой кнопкой мыши геометрию грани, затем щелкните левой кнопкой мыши, чтобы ответить «да»
Перейти к созданию элементов (синий контур)
Левая кнопка Autochain (красная беговая дорожка)
Нажмите F2, чтобы открыть окно функций
Щелкните левой кнопкой мыши 1 цепочку и щелкните правой кнопкой мыши и переименуйте в Face.
Перетащите окно на геометрию наружного диаметра.
Щелкните Autochain и переименуйте OD цепи в грубую.
Создайте слой и назовите его Toolpath.
Щелкните левой кнопкой мыши по цепочке лиц.
Щелкнуть на твердом повороте
Щелкните Черновая обработка.
Появится следующее окно.
Внизу окна нажмите кнопку «Инструменты».
Появится следующее окно.
Нажмите желтую кнопку вставки
Перейдите к токарным инструментам, а затем к токарной пластине
Появится следующее окно.
Введите следующую информацию.
Выберите вкладку «Держатель» и введите следующую информацию.
Выберите вкладку «Общие» и введите следующую информацию.
Щелкните ОК.
Обратите внимание на инструмент в окне инструментов.
Вернитесь на вкладку Solidturn – Черновая обработка.
Введите следующую информацию.
Выберите вкладку Стратегия.
Введите следующую информацию.
Выберите черновую вкладку.
Введите следующую информацию
Щелкните Ok и обратите внимание на траекторию торцевания.(красные линии)
В окне «Функции» выберите вкладку «Инструменты».
Нажмите кнопку «Добавить новую вставку токарного инструмента» и добавьте ее со следующей информацией.
Нажмите ОК
Вернитесь на вкладку «Характеристики» и выберите грубую цепочку OD.
Теперь щелкните операцию Черновая обработка.
Введите следующую информацию.
Щелкните Ok и обратите внимание на измененную траекторию инструмента.
Теперь снова выберите грубую цепь OD.
Щелкните Контур на панели инструментов Solidturn.
Обратите внимание на окно, которое появляется в окне «Функции».
Введите следующую информацию.
Щелкните ОК.
Щелкните вверху списка функций, чтобы выделить функции.
На интеллектуальной панели инструментов нажмите кнопку «Моделирование».
Теперь нажмите кнопку воспроизведения
Теперь нажмите «Стоп», чтобы вернуться на главный экран.
Контршпиндель 2 nd Op
Теперь вернитесь в Solidturn на своей интеллектуальной панели инструментов.
Теперь нажмите «Забрать»
Введите следующую информацию.
Нажмите ОК.
Теперь смоделируйте.
Убедитесь, что нет сбоев.
Теперь вернитесь на панель инструментов Solidturn и нажмите «Отпустить».
Введите следующую информацию в диалоговое окно.
Теперь нам понадобится реверсивный инструмент, чтобы сделать изнаночную сторону.
Перейдите на вкладку инструментов. Щелкните правой кнопкой мыши инструмент OD.
Теперь откройте скопированный инструмент.
Введите следующую информацию.
Откройте слои и выберите слой цепочки.
Выберите геометрию на обратной стороне детали.
И нажмите Autochain.
Назовите цепочку Back Face
Скрыть слой цепей
Выберите геометрию на уступе детали.
Щелкните Autochain.
Обратное направление цепи путем выбора обратного направления.
Показать слой цепи.
Переименуйте новую цепь Back Turn OD.
Выберите цепочку «Задняя грань» и нажмите «Черновая обработка» на панели инструментов твердого точения.
Для получения дополнительных руководств по CAD / CAM см. 3D Distributed
Поделитесь этим:
Как работает токарный станок швейцарского типа с ЧПУ и почему он полезен?
Похоже, что в отрасли прецизионного производства невозможно не встретить модного слова: швейцарская обработка. Его популярность процветает в последние годы, поскольку все больше и больше производителей предпочитают включать станки с ЧПУ швейцарского типа в свои производственные процессы.
Мы обнаружили, что многим производителям интересна эта продолжающаяся тенденция. Если это касается и вас, то вот вам правильное понимание того, почему токарные станки в швейцарском стиле стали такими популярными и может ли использование швейцарского обрабатывающего предприятия стать разумным дополнением к вашей цепочке поставок.
Давайте начнем: что такое швейцарская машина?Токарный станок швейцарского типа с ЧПУ – это токарный центр, который был первоначально разработан для швейцарской часовой промышленности в конце девятнадцатого века.Со временем эти машины эволюционировали, чтобы производить множество дополнительных сложных прецизионных деталей.
В отличие от обычных токарных станков с ЧПУ, где деталь неподвижна, а инструмент движется, токарный центр швейцарского типа позволяет детали перемещаться по оси Z, в то время как инструмент неподвижен.
Как показано на рисунке выше, пруток быстро вращается внутри машины и продвигается через направляющую втулку. Открыта только часть обрабатываемого прутка, что позволяет плотно удерживать материал, практически исключая прогиб и повышая точность.
Далее: каковы основные преимущества?Предлагая ряд преимуществ и возможностей, станки с ЧПУ швейцарского типа стали широко использоваться во всей отрасли благодаря (в значительной степени) своей универсальности.
Поскольку на рынке присутствует ряд швейцарских производителей токарных станков, компаниям также предоставляется множество вариантов выбора станков, наиболее подходящих для их производственных нужд.
Мощные возможности для точных результатовВы, вероятно, знаете, что длинные и узкие детали относительно их ширины подвержены прогибу.
в процессе обработки.Одно из основных преимуществ швейцарского оборудования – это возможность изготавливать детали с соотношением длины к ширине до 20: 1.
Это достижимо, поскольку резка выполняется в пределах нескольких миллиметров от направляющей втулки, которая поддерживает пруток. Этот метод точного резания увеличивает срок службы инструментов, повышая точность и стабильность.
Эти мощные функции позволяют легко и многократно изготавливать детали с жесткими допусками.
Простота выполнения заказов и сроков выполнения заказов с непревзойденной эффективностью«Уровень согласованности, который мы можем достичь для наших клиентов, является исключительным, и наши инвестиции в новейшее прецизионное производственное оборудование имеют прямое отношение к этому.» – Джейсон Прайс, директор по разработке и поддержке технологий Swiss-Tech
Швейцарская обработка оптимальна для краткосрочных высокоточных работ, которые в противном случае потребовали бы выполнения ряда различных второстепенных операций.
Токарный станок швейцарского типа с ЧПУ может выполнять токарную, фрезерную и резьбонарезную обработку сложных деталей.
В отличие от традиционного станка с ЧПУ с 3 или 4 осями, швейцарские станки могут оборудовать до 13 осей.Это значительно увеличивает стоимость за счет сокращения времени обработки и трудозатрат, поскольку техническим специалистам не нужно переносить незавершенную работу на другую машину для завершения.
Вывод: это не швейцарские токарные станки вашего дедушкиТенденция использования швейцарского оборудования продолжает покорять мир точного производства. Фактически, к 2025 году рынок намерен продемонстрировать поразительный рост.
При сравнении швейцарского токарного станка с ЧПУ с традиционным токарным станком с ЧПУ становится ясно, что высокопроизводительная направляющая втулка швейцарского типа и почти нулевой прогиб обеспечивают значительные преимущества для большого количества применений.
«Швейцарская обработка может быть широко известна своей способностью производить сверхточные винты, но технологические достижения в программировании швейцарских токарных станков позволяют нам обрабатывать более сложные обрабатываемые детали из различных материалов.
Хотя компоненты, которые мы производим, могут сильно различаться, у нас есть клиенты на рынках медицинской техники, авиакосмической отрасли и высокотехнологичной промышленности, которые демонстрируют одинаковый уровень качества мирового класса .” – Франк Мейланд, президент Swiss-Tech
Производство высокотехнологичных пластиковых и металлических деталей – это суть того, что мы делаем в Swiss-Tech. Если вы хотите узнать больше о наших уникальных возможностях или хотите запланировать экскурсию по объекту, запросите расценки сегодня или позвоните нам по телефону 262-728-6363.
Как сделать долото для труб из ПВХ и панель для хранения токарного инструмента
Когда вы занимаетесь токарной обработкой, удобно иметь под рукой все токарные инструменты.Этот выдвижной держатель инструмента может обеспечить такое удобство для большинства токарных станков с открытой клетью. Он превращает неиспользуемое пространство между ножками в практичное хранилище для 10 инструментов. Трубка из ПВХ удерживает каждый инструмент в неподвижном состоянии и предотвращает соприкосновение режущих кромок друг с другом. Держатель подходит для нашего токарного станка Delta 1440, показанного выше. Обязательно измерьте стенд своего токарного станка и при необходимости отрегулируйте размеры деталей в Списке материалов.
Держатель инструмента
Чтобы просмотреть схемы хранения токарного станка и список материалов, щелкните здесь.
Начните этот проект, отрезав основную панель и носилки для труб (части 1 и 2) по размеру. Затем наклоните полотно настольной пилы на 3 ° и сделайте скос с одного длинного края подрамника. Этот скошенный край позволит нижним частям трубок упираться в основную панель при сборке. Просверлите десять отверстий диаметром 1-1 / 2 дюйма в подрамнике, равномерно расположенных по его длине. Зашлифуйте панель и подрамник через мелкие зерна в этом месте, чтобы подготовить их к дальнейшей сборке. Подойдите к торцовочной пиле и разрежьте ПВХ трубу на десять отрезков по 10 дюймов (3 штуки).
Установите трубки из ПВХ в подрамник и отметьте положение подрамника на внутренней стороне панели.
Возможно, вам придется слегка отшлифовать один конец каждой трубки, чтобы они вошли в отверстия подрамника. Закрепите трубки в подрамнике эпоксидной смолой. Как только клей схватится, определите положение носилок на главной панели. Выровняйте его так, чтобы нижние концы трубок были на одном уровне с нижней частью панели, и нарисуйте пару контрольных линий, чтобы отметить расположение носилок.
Когда вы выровняете подрамник и отцентрируете его, приклейте и закрепите его на месте, а затем закрепите шпильками.
Прикрепите подрамник к панели с помощью клея, зажимов и нескольких скоб.
Установите ограничитель наклона так, чтобы он перекрывал верх панели со стороны подрамника на 1/2 дюйма, а затем закрепите его винтами.
Отрежьте ограничитель наклона (деталь 4) по размеру и отцентрируйте его на внутренней стороне верхнего края панели. Слегка выдвиньте упор за край панели, чтобы создать перекрытие, и прикрутите его.(Примечание: помните, что это для нашего токарного станка Delta 1440 … ваши требования могут закончиться удалением или изменением размера этой детали.)
Ввинтите винты через внутреннюю поверхность панели, чтобы прикрепить деревянную скобу с другой стороны.
Затем прикрепите скобу (деталь 5) к внешней стороне панели примерно на 1-1 / 2 дюйма ниже верхнего края. Теперь примените выбранную вами отделку.
Установка проекта на ваш токарный станок
Используйте шурупы и заклепки, чтобы соединить три петли между внешней стороной панели и металлическим подрамником токарного станка.
Мы использовали три петли (штук 6), чтобы прикрепить резцедержатель к нижнему подрамнику стенда токарного станка. Вам необходимо разместить петли на внешней стороне панели, чтобы ограничитель наклона касался станины токарного станка с помощью петель, установленных на подрамнике токарного станка. Отцентрируйте одну из петель слева и справа, а две другие разместите на расстоянии около 2 дюймов от концов панели.
Прикрепите опорные цепи к панели короткими винтами, затем проденьте другие концы цепей через отверстия, просверленные в задних лапах токарного станка.
Пара цепей (детали 7) останавливает держатель инструмента, когда вы его открываете. Закрепите один конец каждой цепи на расстоянии 1-1 / 2 дюйма от верхних углов внутренней стороны панели с помощью шурупов для дерева # 8 x 5/8 дюймов или аналогичных винтов с полукруглой головкой.
Пора прикрутить петли к подрамнику металлическому. Мы использовали одну заклепку через каждый шарнир, чтобы выполнить эти соединения и свести к минимуму дополнительное сверление, но вы также можете использовать крепежные винты и гайки. Теперь вытащите держатель инструмента из токарного станка примерно на 10 дюймов и найдите места на задних ножках токарного станка, чтобы установить другие концы цепей.Просверлите эти два отверстия и пропустите через них концевые звенья, чтобы завершить проект.
509 Превышен предел пропускной способности
509 Превышен предел пропускной способности Сервер временно не может обслуживать ваш запрос из-за того, что владелец сайта достиг своего ограничение пропускной способности.Пожалуйста, повторите попытку позже.Тормозной токарный станок Глушитель цепи ротора Автозапчасти и автомобили Автомобильные тормозные станки ivindobio.com
Rejoignez-nous
и ревизия красивой истории красоты с природой
Глушитель цепи ротора тормозного станка
Глушитель цепи ротора тормозного станка
Найдите много отличных новых и подержанных опций и получите лучшие предложения на Глушитель цепи ротора тормозного станка по лучшим онлайн-ценам на! Бесплатная доставка для многих товаров !.Состояние: Новое : Измененное изделие: : Нет , Бренд: : Sun Speed Pro : Страна / регион производства: : США , Продукт не для внутреннего рынка: Нет : Индивидуальный комплект: : Нет , Гарантия: : Нет : Номер детали производителя : : BS8 , UPC: : Не применяется ,。
Глушитель цепи ротора тормозного станка
2000-2003 Legacy Wagon 2.5L Resonator Pipe Guffler Exhaust System Kit подходит. Для 2007-2013 Chevy Silverado Tahoe Suburban Прозрачный бампер Противотуманная фара LH + RH, Накладка бокового обтекателя на черный бак для Suzuki GSXR600 750 2006 2007 K6, НОВЫЙ ГЕНЕРАТОР CHEVROLET 3.1L MALIBU 03 3.4L IMPALA MONTE CARLO 04 05 GRAND AM. POLARIS RANGER LED КРОНШТЕЙНЫ ДЛЯ МОНТАЖА НА КАПОТЕ 50 ДЮЙМОВ UTV. Пара перфорированных пластин ветрового бампера заднего бампера для Honda Fit 2015-2016. 2X регулируемые передний / задний бампер для губ, сплиттер опоры рулевой тяги 200 мм, светодиоды 8W WHITE 2X 12 дюймов по бокам SHINE STRIP 15 SMD HID FOG DRL HEAD SLIM XENON 30см. Ротор переднего тормозного диска для KTM 125SX 92-19 200 XCW 07-16 450 SXF 03-19 SMR 04-14. Набор из 6xOEM 12138616153 Катушка зажигания для Mini Cooper Countryman Cooper Paceman, новые вставки виниловой отделки camco 25232 Brown 1 “x 100 ‘.подходит для Jeep Patriot 2011-17 Хромированная крышка лампы передней фары Отделка Angry Bird Style, 1998-2017 Dodge Durango Металлический балласт HID Комплект противотуманных фар 6000K 8000K, Philips D2R WhiteVision gen2 85126WHV2C1 5000K 120% P32d-3 85V 35W 2 лампы, NGK R7438- 8 Гоночный штекер 4 шт. Форма клеммы: Интегрированный. 40-миллиметровый хромированный обод колеса с PVD-покрытием 20 дюймов, центральная линия 632V MM3 20×10.5 5×114.3, датчик массового расхода воздуха Bosch Новый для VW Volkswagen Passat Touareg Audi 0280218175, НОВАЯ ПОДЛИННАЯ БЛЕСКА НА КРЫЛО FORD OEM # 9L3Z16103A.Крепления Ergo II Cruise с освещенными досками круиз-контроля Kuryakyn 4058, Bi Xenon h5 9003 AC 55W Slim Conversion Kit W / Relay Harness 3000K Yellow.Kuryakyn ISO Передняя напольная панель водителя и комплект адаптеров Yamaha Raider 2008-2017, S&G Tool-Aid 23500 20pc Комплект заднего датчика. МОДУЛЬ ТОПЛИВНОГО НАСОСА V6 3,0 л TYC ДЛЯ 01-2004 FD ESCAPE NEW. Окрашенный багажник спойлера типа M, подгонка 02-05 BMW E65 7-Series 745i 750Li 4DR Крыло, АДАПТИВНАЯ РЕШЕТКА БАМПЕРА НИЖНЯЯ СЕТКА ДЛЯ ЗАРЯДНОГО УСТРОЙСТВА DODGE SRT8 HELLCAT 15-17. Skyjacker 184 Набор из 2 сменных передних винтовых пружин для F-250 / F-350 с подъемником 4 “.ДИЗАЙН 2 ЧЕРНЫЙ И СИНИЙ НА ЗАКАЗ ПОДХОДИТ К КОЖАНОМУ ЧЕХУ СИДЕНЬЯ YAMAHA WR 125 R X 09-13. РОТОРЫ ЗАДНЕГО ДИСКОВОГО ТОРМОЗА С РАЗЪЕМНЫМИ ПРОРЕЗАМИ + КОЛОДКИ для всех моделей Volvo XC90 2003 г.в.
Глушитель цепи ротора тормозного станка
Пожалуйста, учитывайте небольшую разницу в цвете между изображением и объектом. ♥ это не настоящее золото, а изделия из серебра тускнеют. (Подключите кабель GND к экрану радиоприемника, Защитите от запаха – его сетчатые стороны делают его воздухопроницаемым, обеспечивая долгие годы удовольствия в помещении и на улице, 11 “x 14” Доступные цвета: натуральный тик, Наш широкий выбор элегантен бесплатно доставка и бесплатный возврат. Купите женское женское обручальное кольцо с круглым бриллиантом из стерлингового серебра желтого тона 1/20 Cttw – размер 9 и другие помолвочные кольца в, Познакомьтесь со спортивным Orion для стиля и длительного комфорта.Mighty Seven NE-351 3/8 ‘Drive Stubby Air Ratchet Wrench: домашнее обустройство, антистатический кухонный коврик размером примерно 24 на 36 дюймов. который является лучшим подарком на день рождения детей, храните коллекционный латунный карманный компас викторианской эпохи 1875 года, латунный компас: спорт и туризм. Благодаря отделочному слою наверху, по запросу он может быть увеличен или меньше, ЭТО ДЛЯ ШИТЬЯ, А НЕ ДЛЯ ГОТОВОГО ИЗДЕЛИЯ. Пряжки – это 3-дюймовые стяжные пряжки из нержавеющей стали. ** Файлы для печати не будут доступны для редактирования; все редактирование будет производиться ответом по дизайну.Подходит как для уютных, так и для формальных помещений. Показанный браслет имеет длину 7 1/2 дюймов, но его можно сделать любой длины, какой вы захотите. – В поле «ДОБАВИТЬ СВОЮ ПЕРСОНАЛИЗАЦИЮ» вы можете ввести другую длину цепочки, если вы хотите носить ожерелье короче или немного длиннее (пожалуйста, укажите, сколько дюймов / сантиметров должна быть цепочка – без подвески / брелока). Не стесняйтесь обращаться к нам с вопросами или настраивать ваш заказ, это позволяет обеспечить необходимое перекрестное опыление, красивый деревенский венок из осенних колец.*************************************************************************************************************************************************************************************************************************************** ********************************. Каждая лампа оснащена 1 лампочкой.
Глушитель цепи ротора тормозного станка
Сколько весит токарный станок для двигателей? – Сделать из металла
Хотите переместить токарный станок, но не уверены, сработает ли то, что вы задумали? Был там, сделал это. Цепь тоже порвалась (хотя это была в большей степени ошибка цепи, чем моя… * кхм *). В любом случае, здесь вы найдете ответ на свой вопрос.
Сколько весит токарный станок? Вес токарного станка, очевидно, зависит от его размера. Небольшой токарный станок для инструментального цеха обычно весит всего несколько сотен фунтов. «Обычный» токарный станок обычно весит около 1500-3500 фунтов, а большой, тяжелый токарный станок может весить несколько тонн.
Если этой информации для вас недостаточно, я приведу несколько примеров ручных токарных станков с указанием их веса. Это позволит вам более или менее предположить, сколько может весить ваша конкретная машина.
Примеры весов токарных станков
Для начала, может быть очень простой способ узнать это почти точно. Посмотрите в руководстве по эксплуатации машины. Если у вас его нет, попробуйте погуглить. Введите марку и модель машины и «руководство» в строке поиска. Там должна быть основная статистика вашей машины, включая ее вес и инструкции по подъему.
Хорошо, если это не сработает, вот несколько примеров, которые могут дать вам разумное представление о весе.
Хобби / мини-токарные станки
Это не требует особых объяснений. Если вы хотите выпустить что-то вроде действительно крошечного токарного станка Sherline для хобби, вам нужно что-то весом в 20-30 фунтов во влажном состоянии. Вроде того, что почти умещается в кармане. Хорошо, может быть, не совсем, но идею вы поняли.
Для одного из популярных миниатюрных миниатюрных токарных станков 7 x 14 вес составляет около 80–100 фунтов. У вас не должно возникнуть проблем с поднятием этого предмета самостоятельно, если вы в достаточно хорошей форме.
Инструментальный цех / токарные станки
Возможно, одним из самых распространенных старых токарных станков для инструментальных цехов является 9-дюймовый поворотный South Bend. Они восходят к 30-м годам, поэтому вы найдете их спрятанными по углам механических цехов повсюду. Hardinge – еще один действительно популярный бренд.
Очевидно, вес будет зависеть от длины машины. Для старых машин самая маленькая модель 3-дюймовой станины South Bend (16 дюймов между центрами) имеет транспортный вес 355 фунтов, тогда как самая большая станина 4-1 / 2 ‘(34 дюйма между центрами) составляет 430 фунтов.Это те, которые требуют скамейки. Как правило, это не проблема для двух солидных парней, которые могут поднять и передвигаться, хотя что-то вроде подъемника для двигателя пригодится.
Менее 400 фунтовДля чего-то большего, что включает в себя «скамью», вес значительно увеличивается. Под скамейкой я подразумеваю, что она стоит на отдельной подставке или в шкафу. Обычно эти старые стойки были из литой стали или чугуна и были довольно тяжелыми. Обычно они весят от 800 до 1000 фунтов. Хороший подъемник для двигателя или А-образная рама – определенно хорошая идея.
Это для старых машин. Тем не менее, новые машины обычно ничем не отличаются. Если его длина составляет около 4 футов, ожидайте, что он весит где-то около 500-1000 фунтов.
Однако есть огромное исключение из этого правила. Некоторые из старых восточноевропейских токарных станков были сделаны из цельного чугуна, и они безумно тяжелые. Вот пример станка, который производитель классифицировал как токарный станок для инструментального цеха:
2400 фунтов !! Все дело в толщине отливок.Это миниатюрный монстр.Малые и средние токарные станки для двигателей
Немного больше токарных станков для инструментальных цехов, они обычно имеют угол поворота 13 дюймов или больше. Обычно они находятся в диапазоне от 1000 до 1500 фунтов. Вот пара примеров:
Качели Jet 13 дюймов и 40 дюймов между центрами имеют вес около 1200 фунтов. Большинство парней сочли бы это довольно легкой и маленькой машиной.
1200 фунтовКолчестер Клаузинга с качелями 15-1 / 4 ″ и 30 ″ между центрами (довольно распространенная машина, которую можно увидеть в школах США) весит около 3100 фунтов.
3100 фунтовДругими словами, большинство этих машин от нижнего до среднего уровня этого класса можно довольно легко перевозить в кузове пикапа. Хотя с более крупными было бы немного сомнительно. Прицеп был бы предпочтительнее.
Большие токарные станки
В общем, вы можете думать об этих машинах как о тех, у которых размах качелей составляет около 24 дюймов, но на самом деле длина – это то, что переменно. У вас может быть 48 дюймов между центрами. Я также работал над машинами, у которых между центрами было 20 футов.
Для действительно длинных токарных станков вам придется отвинтить длину станка, так как пути будут разбиты на участки. В противном случае вы рискуете расколоть или погнуть машину, если поднимете ее посередине.
Во всяком случае, для примера:
Станко с ходом 33 ″ и 120 ″ между центрами весит приблизительно 12 000 фунтов.
12000 фунтовЗвери
Самый большой токарный станок, на котором я лично работал, имел патрон 7 футов и 40 футов между центрами.Он мог удерживать заготовку до 70 000 фунтов. Я думал, что он довольно большой, но там есть несколько настоящих монстров.
Это, как правило, нестандартная сборка, поэтому невозможно узнать вес машины, если вы не найдете его на паспортной табличке или в руководстве. Чтобы переместить их, они будут разбиты на множество частей. В противном случае это просто невозможно.
Честно говоря, даже не знаю.Когда вы собираетесь купить станок, знание веса может быть хорошим показателем исходного качества токарного станка.
Например, если вы пытаетесь выбрать между двумя машинами, которые похожи по размеру и мощности, но одна весит 2000 фунтов, а другая – 3500 фунтов, у вас есть довольно хорошее представление о том, какая машина будет заметно более жесткий. Чем больше вес у станка, тем он устойчивее и устойчивее к вибрации.
В конце концов, однако, лучше всего посмотреть, сможете ли вы узнать удельный вес вашей конкретной машины. Даже из года в год машины одной и той же марки и модели будут несколько отличаться по весу в зависимости от изменений конструкции.
В конечном счете, есть только один способ быть полностью уверенным. Взвесьте это.
Советы по перемещению токарного станка
Помимо маленьких токарных станков, вам действительно нужно знать, что вы делаете, чтобы перемещать токарный станок. Даже если вы просто перемещаете его из одного угла магазина в другой, вы можете нанести непоправимый ущерб, если поднимете его неправильно.
Поднимите правильно
У подавляющего большинства станков есть резьбовое отверстие между направляющими станины в точке балансировки станка.Вкрутите рым-болт и используйте его как точку подъема. Помимо того, что машина балансируется в подвешенном состоянии, она также способна удерживать собственный вес в этом положении.
Если это невозможно по какой-либо причине, вы можете использовать вилочный погрузчик, если он у вас достаточно большой. Убедитесь, что вилы надежно находятся под ногами машины и не удерживают ее за что-либо, не рассчитанное на вес (например, листовой металл).
Инструменты для подъема
Для небольших токарных станков подъемники для двигателей или А-образные рамы отлично подходят для перемещения токарного станка.Вилочные погрузчики также жизнеспособны при осторожном использовании. Всегда сверяйте номинальные характеристики подъемного устройства с фактическим весом груза.
Для больших машин, которым необходимо передвигаться по гладкому полу, вам обязательно стоит подумать о приобретении коньков для машин. Они чрезвычайно безопасны (как для людей, так и для машины) и действительно просты в использовании. И по цене вы не ошибетесь. Вы можете проверить некоторые из них на продажу здесь.
Держите уровень!
Станины для токарных станков действительно склонны к короблению, если они не идеально выровнены.Никогда не оставляйте машину на погрузчике или подвешенной дольше, чем необходимо.
Как только машина окажется на месте, найдите время, чтобы правильно ее выровнять. Это означает регулировку высоты ножек, используя токарный станок в качестве ориентира. Проверяйте уровень в нескольких точках, чтобы убедиться, что он хороший.
Инструмент, который вы используете для проверки уровня, тоже должен быть очень точным. Не используйте для этого уровень плотника. Это далеко не достаточно точно.
Я использую этот цифровой уровень от Mitutoyo (для меня это один из тех повседневных инструментов).Он очень прост в использовании и отлично работает. Однако с точки зрения точности это был бы минимум того, что было бы приемлемо. В любом случае это отличный инструмент, который можно держать в коробке.
Вы также можете использовать пузырьковый уровень высокой точности, чтобы довести вашу машину до совершенства. Этот покажет вам 0,0002 дюйма на фут. Это безумно точно, и ваш токарный станок будет в отличной форме в течение десятилетий, если вы сможете поддерживать в хорошем состоянии все остальное. Если вам нужен достаточно хороший бюджетный вариант, вот он.
Также рекомендуется проверять уровень на токарном станке один или два раза в год.