
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек – в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки – в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Наиболее ранним применением фрезерования для обработки плоскостей явилась установка для фрезерования плоскости крупной детали астрономического прибора, осуществленная в Китае в 1668 г. Обрабатываемая деталь была установлена и закреплена на каменном фундаменте. Две фрезы (или два ее сектора) были прикреплены к балке, имевшей возможность вращаться вокруг центра, совпадавшего с центром обрабатываемой детали. Глубина резания регулировалась укладкой тяжестей на режущий инструмент. Вся установка приводилась в движение мулом. Таким образом, идея применения фрез для обработки плоскостей возникла достаточно давно. Однако лишь в начале XIX в. требования производства вызвали к жизни первые конструкции станков, имевших промышленное значение. Ко второй четверти XVIII в. относится описанный А. К. Нартовым в рукописи «Театрум Махинарум» станок для фрезерования сфероидальных углублений на художественных изделиях из кости. Таким образом, промышленному применению фрезерования поверхностей предшествовало его использование вне сферы основного общественного производства. Вспомним, что так же обстояло дело и с использованием сложных токарных станков. На рис. 113 представлен чертеж станка для фрезерования грибообразной фрезой внутри костяных бокалов впадин, имевших вид следа от вдавленного шара. При черчении перспектива в изображении деталей была плохо соблюдена, особенно неправильно вычерчены зубчатые колеса. Этим данный чертеж невыгодно отличается от других чертежей, представленных в труде А. К. Нартова. При вращении рукояткой махового колеса К вращалось находившееся на одном валу с ним зубчатое колесо L, бывшее в зацеплении с зубчатым колесом G, посаженным на шпиндель С. Последний имел профиль переменного сечения, придававший ему вид балясины, что было сделано с целью украшения. Шпиндель С опирался по концам на подшипники, установленные в стойках В. За стойкой В справа от шпинделя С находился валик D, служивший его продолжением. На конце валика D было посажено коническое зубчатое колесо, находившееся в зацеплении с коническим зубчатым колесом F, сидевшим на вертикальном валике, укрепленном на кронштейне Е. Вместе с коническим зубчатым колесом, на вертикальном валике (на его торце) была укреплена грибовидная: фреза, обрабатывавшая бокал 1. На станке имелось еще одно устройство, которое должно было служить для перемещения заготовки или валика D. Оно состояло из горизонтального шкива М, приводившегося в движение рукояткой 2 и связанного шнуром с меньшим шкивом, лежавшим за стойкой В. Ни на чертеже, ни в описании нет никаких указарий, которые помогли бы выявить остальные части устройства. Рассмотренный станок является первым фрезерным станком, не предназначенным для нарезания зубьев колес. Лишь более 70 лет спустя американец Илай Уитни (EJi Whitney) применил фрезерование, не связанное с нарезанием зубьев, для производственных нужд. Но это уже не могло быть новинкой. Предыдущие поколения механиков разработали принцип фрезерования. Заслуга Уитни состояла в том, что он первым внедрил их в производство, что было аналогично достижениям Модели в области конструирования токарных станков. Одним из первых фрезерных станков, предназначенных для обработки плоскостей, выборки канавок и тому подобных работ, в которых фрезерование заменяло точение, строгание и другие виды обработки металла, был станок И. Уитни, построенный им около 1818 г. и эксплуатировавшийся на его оружейном заводе в Уитнивилле близ Нью-Хевена в США. Этот станок в настоящее время находится в качестве музейного экспоната в Мезонской механической лаборатории Иельского университета. Его фотография представлена на рис. 114. Американский историк станкостроения проф. Роу знакомился с этим станком и его историей и опубликовал описание станка. Станина станка представляла собой массивный деревянный брус, опирающийся на железные ножки. Стальной шпиндель диаметром около 2 1/2 дюймов (62 мм) поддерживался двумя металлическими подшипниками. Между последними на шпинделе сидел деревянный двухступенчатый шкив, который приводился в движение с помощью ремня. Снизу к брусу станины болтами был прикреплен поперечный деревянный брус, служивший опорой железного кронштейна, поддерживавшего валик механизма подачи. На этом валике находился деревянный шкив, приводивший его в движение, и бронзовый червяк. Шкив валика подачи соединялся ремнем со шкивом на шпинделе. Червячный вал находился в зацеплении с зубчатым колесом, насаженным на винт, осуществлявший механическую подачу стола станка. Если механическая подача не требовалась, то ремень со шкива сбрасывался и винт подачи стола вращался вручную, с помощью рукоятки, имеющейся на червячном колесе. Описанный станок находился в эксплуатации, видимо, довольно долго, так как был удален, как устаревший, лишь внуками Уитни. Заметим, что станок имеет какой-то особо кустарный, грубый внешний вид и деревянные части, от которых в Англии и России на металлорежущих станках оружейных заводов к тому времени уже отказались. Однако с точки зрения конструкторской идеи, станок был достаточно совершенным, так как имел механизированный суппорт, действовавший с помощью винта и гайки, т. е. имел устройства, применяемые для этих целей и в наши дни. И. X. Гамелем описан специальный фрезерный станок для обрезывания казенного конца ствола» ружья, который изображен на рис. 115. По внешнему виду этот станок выглядит намного лучше, чем станок Уитни. Он имел литую станину, удачно оформленные направляющие и даже устройство для охлаждения. Ствол ружья зажимался в двух «лисичках» (отдельно показаны сверху на рис. 115), соединенных стержнем с зубчатой рейкой. С помощью рукоятки, посаженной на одном валу с зубчатым колесом, ствол вместе с установочно-зажимным приспособлением подавался к торцевой фрезе, которую Гамель называл точкой. Фреза укреплялась на шпинделе станка с помощью оригинального устройства типа байонетного замка. Это устройство позволяло с помощью рукоятки включать и выключать фрезу. Еще ближе к современным конструкциям фрезерный станок, построенный в 1835 г. американской фирмой «Гей, Сильвер и Ко» (Gay, Silver and Со), эксплуатировавшийся на заводе Бэкстера Уитни еще в 1908 г. Станок был установлен на большой деревянной колоде (вроде тех, что теперь испо |
i-perf.ru
Фрезерный станок с ЧПУ: особенности, возможности, характеристика
ФрезерныйСамым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются.
Самым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются системой программного управления. Программирование практически то же, что и для токарного станка с Числовым Управлением. В программу добавляется только ось Y.
Отличия обычных станков от оборудованных системой ЧПУ
Сравнение традиционных и фрезерных автоматов с ЧПУ выглядит следующим образом:
- Обычные фрезерные станки отличаются по креплению инструмента от машин с ЧПУ.
- Микрофрезерный станок поставляется с отдельным блок питания.
- Движение оси в фрезере осуществляется системой ЧПУ. В то время, как при обычном фрезеровании, ось управляется вручную или автоматически.
- Все оси фрезерного CNC могут быть объединены с одной системой, при том что в обычном фрезерном станке автоматическая комбинация осей невозможна.
- При фрезеровании на станке с ЧПУ может быть оказана большая нагрузка, что в обычных условиях практически исключается.
- Устройства для работы оснащены гидравлической или пневматической системой в ЧПУ, а в обычном станке эта система отсутствует.
- Обратная связь с осями доступна при фрезеровании на автомате, и отсутствует в обычном.
- Предохранительные устройства (концевые выключатели) предусмотрены в фрезерном станке с ЧПУ, а в обычном их нет.
- Точность и высокое качество готовой поверхности присутствуют при обработке с системой ЧПУ, чего сложно добиться от обычного фрезерного автомата, особенно при работе с такими хрупкими материалами, как стекло и камень.
- Массовое производство с большей точностью является основным преимуществом станка с ПУ, по сравнению с традиционными машинами.

Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.

Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.

Принцип работы фрезерного станка с ЧПУ
Рассмотрим кратко работу станка фрезерного с ЧПУ:
- Движение по осям X, Y, Z осуществляется двигателем, запитанным переменным или постоянным током.
- Движение части машины выполняется путем подачи команд.
- Все операции выполняются с помощью таких кодов, как скорость, подача, глубина резания и т. д.
- Для каждой операции предназначен отдельный код.
- Предусмотрена система предупреждения (индикаторы и концевые выключатели) для защиты различных операций и компонентов.
Фрезерные станки перемещают деталь относительно неподвижного инструмента или подводят фрезу к зафиксированной на столе детали в вертикальном или горизонтальном направлениях по осям X, Y и Z.

Характеристики машин
Характеристики таких станков напрямую зависят от характеристик шпинделя, скорости перемещения и размера стола. Скорость шпинделя – это диапазон частоты вращения его головки. Мощность привода – это номинальная мощность пневмо-турбины, электродвигателя или поршневого двигателя, который приводит в действие шпиндель.
Количество фрез, которые поддерживает магазин инструментов, также является важным критерием, поскольку придает станку определенную универсальность. На простых машинах одновременно может работать только один инструмент.
Параметры движения для фрезерных станков включают:
- количество осей;
- максимальное перемещение по оси X;
- максимальное перемещение по оси Y;
- максимальное перемещение по оси Z.
Что касается размера стола, то его длина измеряется параллельно главной оси движения. Ширина стола измеряется перпендикулярно главной оси движения.

В заключение об особенностях
Профессиональные машины могут включать в себя элементы управления, которые поддерживают или включают в себя пакеты программного обеспечения для автоматизированного проектирования (САПР) или автоматизированного производства (САМ).
Программируемые машины могут быть настроены для автоматических или полуавтоматических операций, таких как фрезерование, сверление или же для гравировки.
Вращающиеся столы позволяют вращать заготовку и обеспечивать перемещение по нескольким осям.
Вертикальное фрезерование более распространено, чем горизонтальное, в основном потому, что гораздо проще закрепить заготовку на столе. Горизонтальное фрезерование используется, если необходимо удалить большое количество материала или есть меньше необходимости в точности.
Поставщики, которые обеспечивают калибровку на месте, могут помочь обеспечить точную работу оборудования. Некоторые станки имеют пользовательский интерфейс с цифровым считыванием. У некоторых станков есть приложение, в котором можно просматривать виртуально рабочее пространство.
Станки с системой охлаждения шпинделя предназначены для предотвращения перегрева и повреждения оборудования при длительном использовании. Например, если это фрезерный станок с ЧПУ по камню, видео работы которого можно увидеть на нашем сайте.
vseochpu.ru
Фрезерование, фрезерный станок – описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
Фрезерные станки с ЧПУ
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может переме-шаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.

Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Другие статьи по сходной тематике
tochmeh.ru
Фрезерно гравировальный станок с ЧПУ: особенности
ФрезерныйФрезерно гравировальный станок с ЧПУ эффективен для резки, фрезерования, гравировки заготовок. Как правильно его выбрать, особенности работы.
Фрезерно гравировальный станок с ЧПУ эффективен для резки, фрезерования, гравировки заготовок из всевозможных материалов (металла, акрила, дерева, пенопласта, стекла, камня, пластика). То есть это универсальное оборудование, легко заменяющее собой несколько видов агрегатов. Используются для: серийного, мелкосерийного производства, решения разовых задач.
Где используются
Фрезерно гравировальный станок укомплектованный современным эффективным числовым программным управлением попадает в категорию высокоточных, поэтому может справиться с задачами по изготовлению деталей, изделий сложной формы в практически любой сфере производства. Такое оборудование интегрируется в технологические линии на крупном производстве для выполнения определенных операций или использоваться в небольших мастерских, как универсальное оборудование.
Для производства закупать оборудование лучше всего у проверенных компаний-производителей. Так вы получаете высокое качество агрегата, гарантийный срок и сервисное обслуживание. На отечественном рынке очень хорошо зарекомендовала себя компания MULTICUT, выпускающая ряд фрезерно-гравировальных станков с ЧПУ. На странице https://www.multicut.ru/catalog/frezery/ официального сайта можно ознакомиться с товаром, изучить характеристики и сравнить цены.

Конструкция
Всевозможные разновидности фрезерных, гравировальных станков с ЧПУ мало чем отличаются – это видно даже на фото. Состоят они из:
- Станины, она располагается на массивной опоре. Эти элементы должны не только выдерживать вес заготовок, а и быть достаточно жесткими – это предотвращает вибрации, что повышает качество. То есть гравировка, другая операция будет выполнена практически без погрешности.
- Портала – это балка, расположенная над рабочим столом. К ней крепится шпиндель, передвигающийся вдоль портала. Этот элемент бывает подвижным, неподвижным. Увидеть такой компонент можно на любом фото.
- Рабочей поверхности, она оборудуется направляющими, которые позволяют закреплять заготовки различных размеров перед обработкой.
- Шпинделя. К этому валу крепится рабочий инструмент (фреза). У автоматических станков 3 шпинделя, что позволяет использовать различный инструмент без вмешательства человека.
- Электрического привода (электродвигателя).
- Блока управления.

Само управление представляет собой контроллер, который подключен к компьютеру. Эти два компонента управляют движениями механизмов, а также контролируют их. Поэтому любая гравировка отличается точностью – это подтвердит любое фото готовой детали.
Такое утверждение актуальное в отношении любого агрегата, то есть неважно используются фрезерно гравировальные станки с ЧПУ по камню или металлу.
Гравировка, фрезеровка с помощью станка с ЧПУ – преимущества
Гравировально-фрезерный станок, укомплектованный ЧПУ дает владельцу следующее:
- максимально высокую точность обработки. Погрешность не превышает 0,01 мм;
- низкую себестоимость работ – это обеспечивают невысокое потребление электроэнергии, скорость обработки, автоматизация операций, к тому же квалификация оператора может быть любой, а это тоже экономия;
- возможность обрабатывать заготовки всевозможных размеров, разной толщины;
- широкий выбор рабочих инструментов.
Также особенностями являются простая эксплуатация, несложное обслуживание. При резке края заготовки не меняют свой цвет, что важно во многих процессах. На сегодня уже далеко не один гравировально-фрезерный станок с ЧПУ по дереву, металлу способны изготавливать 3D, 4D модели, то есть гравировка, любая другая операция может быть объемной, что может подтвердить даже фото.

Чему уделяют внимание присматривая гравировально-фрезерный агрегат с ЧПУ
Современные гравировальные станки с ЧПУ дадут ожидаемый эффект, если обратить внимание на такие моменты:
- На мощность. Недостаточно мощный агрегат не обработает прочный материал (металл, камень), а излишне мощный приведет к удорожанию себестоимости изготовленных деталей.
- Какую станок занимает площадь – под оборудование отводится достаточно много места, поэтому следует убедиться, что помещение будет подходящим.
- Какая площадь рабочего стола – желательно, чтобы заготовка полностью размещалась на этой поверхности. Так будет более рентабельно и удобно.
- На материал станина, показатели ее жесткости. Если этот элемент недостаточно жесткий, то точность обработки будет невысокой. Причина: большая вибрация.
- На мощность двигателя, перемещающего портал.
- На наличие систем охлаждения – это касается оборудования, которое будет эксплуатироваться в тяжелых условиях.
- На способ крепления заготовки – они удерживаются механически, с помощью вакуума. Первый вариант более экономичный, второй необходим при обработке заготовок большого размера, серийном производстве.
- На качество шпинделя, количества подшипников – их должно быть три, если меньше, то появится вибрация, из-за которой гравировка, любая другая операция будет некачественной.
Что влияет на цену
Стоимость гравировально-фрезерного станка всегда зависит от:
- Количества настраиваемых параметров;
- Размера рабочего стола – от этого компонента зависят габариты всего агрегата;
- Типа, конструкции направляющих;
- Варианта крепления заготовки – бывает вакуумный, механический, последний способ более экономичный. Но он больше подходит для мелкосерийной, разовой обработки;
- Материала опорной станины – на котором можно экономить только, когда качество изготовления детали не столь важно;
- Качества шпинделя, количества подшипников;
- Высоты арки.
Станок с ЧПУ своими руками
Фрезерно гравировальные станки можно сделать в домашних или гаражных условиях, а при наличии мастерской тем более, причем гравировка, фрезерование будут такими же качественными, как у оборудования, произведенного на заводе. При этом изготовить нужно будет только рабочий стол, портал, все остальное можно будет купить, так как для таких целей изготавливается достаточное количество комплектующих. Поэтому можно будет собрать даже сложные 3-х осевые фрезерно-гравировальные станки с ЧПУ разных размеров и мощности.

Перед тем, как делать самодельный станок следует разобраться для каких целей нужен агрегат, рассчитать его мощность, размеры, определить функциональность. Также необходимо выбрать тип портала. Он бывает подвижным, неподвижным.
Для небольших помещений оптимальный первый вариант, что он из себя представляет понять можно с помощью фотографий.
Направляющие должны быть круглыми – это облегчит размещение шпинделя. Для перемещения этого элемента нужно использовать линейные подшипники, а не популярные в последнее время пластиковые втулки – они недорогие, но быстро изнашиваются. При изготовлении самодельного агрегата можно использовать фото, как подсобный материал.
vseochpu.ru
Фрезерно-гравировальные станки с ЧПУ – виды, изготовление своими руками
Среди многообразия универсального оборудования фрезерной группы фрезерно-гравировальный станок с ЧПУ выделяется целым рядом преимуществ. Особенно актуально использование такого устройства в тех ситуациях, когда необходимо выполнить высокоточную обработку деталей, отличающихся сложной конфигурацией. К слову сказать, добиться таких результатов обработки, используя станки с ручным управлением, достаточно сложно.

Компактный фрезерно-гравировальный станок
Цена на оборудование данной категории определяется такими параметрами, как функциональность, технические характеристики, торговая марка, под которой выпущен станок. Чтобы серьезно сэкономить на приобретении такого функционального устройства, можно изготовить его своими руками, что уже реализовали многие домашние умельцы.
Область применения фрезерно-гравировальных станков
Фрезерно-гравировальный станок, оснащенный системой ЧПУ, можно встретить на предприятиях многих отраслей промышленности. Такая высокая популярность объясняется не только техническими возможностями и функциональностью данного оборудования, но еще и тем, что его использование сводит практически к нулю брак при обработке заготовок.
Изначально оборудование данного типа стали применять машиностроительные предприятия. На таких предприятиях из металлообрабатывающих станков формировались производственные линии, на которых осуществлялась обработка однотипных деталей. Именно по такому пути шла автоматизация процесса производства.
Активный рост спроса на потребительские товары различного назначения привел к тому, что на рынке стали появляться многочисленные производственные предприятия, работающие в сфере малого бизнеса. Такие предприятия или индивидуальные предприниматели, как правило, производят свою продукцию мелкими сериями или в единичных экземплярах, а именно для таких условий производства оптимально подходят фрезерно-гравировальные станки, оснащенные системой ЧПУ.
Целесообразность применения станков фрезерно-гравировальной группы в условиях мелкосерийного и единичного производства объясняется следующими преимуществами данных устройств:
- исключительной функциональностью;
- удобством и простотой обслуживания;
- высоким качеством обработки;
- высоким уровнем производительности;
- надежностью.
Благодаря таким характеристикам фрезерно-гравировальные станки успешно применяются в различных сферах деятельности. С их помощью производят мебель и ювелирные изделия, сувенирную и рекламную продукцию, а также изделия любого другого назначения. Посредством таких станков можно выполнять сложнейшую гравировку на поверхности металла, стекла, древесины, камня, пластика и слоновой кости, что не могло остаться без внимания современных производителей.

Более крупная модель фрезерно-гравировального станка в сравнении с вариантом на первом фото
Отдельную категорию составляют лазерные гравировальные станки, рабочим инструментом которых является луч лазера. Используя такой инструмент, можно выполнять надписи и рисунки даже на таких материалах, как ткани, искусственная и натуральная кожа, картон, шпон, различные виды пластика, резина и др.
Как устроен фрезерный станок
На современном рынке представлено большое разнообразие оснащенных ЧПУ фрезерно-гравировальных станков, с помощью которых можно выполнять надписи, рисунки и узоры на поверхности изделий, изготовленных из различных материалов, а также осуществлять раскрой листового металла. Стоимость такого оборудования зависит от ряда факторов: конструктивных особенностей станка, его функциональных возможностей и торговой марки.
Выделяют три типа таких станков:
- настольные станки, фиксация заготовки на которых осуществляется механическим способом;
- автоматические станки, фиксирующие заготовку за счет пневматических прижимов;
- автоматические станки с пневматической фиксацией заготовки, на которых установлена трехшпиндельная головка.
На предприятиях машиностроительной отрасли используются фрезерно-гравировальные аппараты с ЧПУ, у которых рабочая головка может быть расположена в разных плоскостях – это горизонтально- и вертикально-фрезерные станки. Изготовить такие сложные станки самостоятельно возможно, но для этого вам потребуется дополнительное оборудование и комплектующие.
Для решения серьезных производственных задач по обработке металла желательно приобрести серийное устройство. В том же случае, если вам требуется небольшой настольный станок фрезерно-гравировального типа, с помощью которого вы планируете выполнять работы по алюминию и другим мягким материалам, есть смысл самостоятельно изготовить такое оборудование.
Сборка станка своими руками
К планированию работ по изготовлению фрезерно-гравировального станка с ЧПУ следует подходить очень ответственно. Прежде всего, необходимо определить, для решения каких задач вам необходимо такое оборудование. От ответа на этот вопрос будет зависеть выбор конструктивных элементов для вашего станка, его электрической и электронной составляющих. Соответственно, влиять такой выбор будет и на конечную стоимость вашего будущего настольного оборудования.
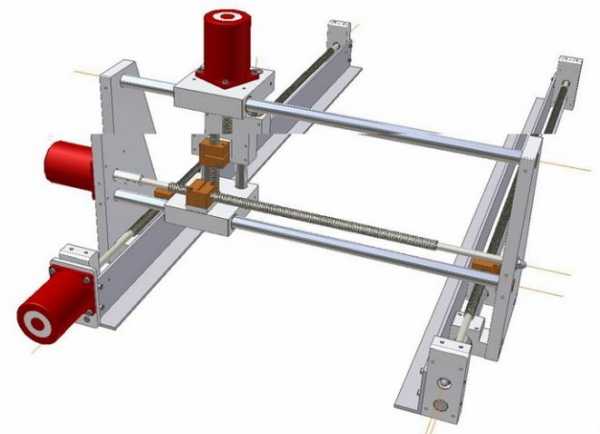
Схема каркаса и расположения двигателей в портальном фрезерном станке с ЧПУ
Станок, который используется для обработки древесины и металла, отличается не только своим конструктивным наполнением, но и степенью жесткости, что, естественно, оказывает непосредственное влияние на выбор комплектующих для его изготовления. Определившись с назначением, можно выбрать вариант конструктивного исполнения и приступить к подготовке чертежей.
Конструктивное исполнение оборудования
Настольный станок фрезерно-гравировального типа, оснащенный системой ЧПУ, может быть собран по двум конструктивным схемам:
- станок с подвижным рабочим столом;
- станок, подвижной частью которого является портал.

Пример сделанного своими руками фрезерного станка с ЧПУ
В первом случае рабочий стол фрезерно-гравировального станка с закрепленной на нем заготовкой совершает перемещение по горизонтальным направляющим. По вертикальной оси перемещается рабочая головка устройства, закрепленная на неподвижном портале.
Станки подобного типа отличаются простотой и высокой жесткостью своей конструкции, но имеют и ряд существенных недостатков (необходимость в достаточно большой свободной площади вокруг оборудования; невозможность обработки заготовок, обладающих большим весом и значительными габаритами).
Подобных недостатков лишен станок с подвижным порталом. Такое устройство можно с успехом использовать даже в небольших мастерских. На обладающих высокой жесткостью и неподвижных рабочих столах фрезерно-гравировальных станков этого типа можно размещать даже очень тяжелые заготовки. Высокой жесткостью также отличаются элементы подвижного портала такого устройства и направляющие, по которым он совершает свои перемещения.
При изготовлении своими руками фрезерно-гравировального станка с подвижным порталом следует очень ответственно подходить к выбору комплектующих для него: они должны обладать исключительным качеством и надежностью.
Разбираемся в механической части станка
Важнейшим элементом фрезерно-гравировального станка с подвижным порталом является рабочая головка с режущим инструментом, которая перемещается по специальным направляющим, имеющим форму рельса или круглое сечение. Для самодельного устройства преимущественно выбираются направляющие круглого сечения, которые обладают достаточно высокой жесткостью. Используя направляющие такого типа, можно собрать настольный станок для нанесения гравировки на изделия из алюминия, меди и их сплавов.
Перемещение рабочей головки фрезерно-гравировального станка по направляющим может осуществляться за счет пластиковых втулок или подшипников линейного типа. Важный момент: втулки при перемещении рабочей головки не перекатываются, а скользят по направляющим, что требует дополнительных затрат мощности со стороны привода. Невысокая стоимость таких втулок не является большим преимуществом, так как менять их приходится значительно чаще, чем подшипники. Кроме того, в процессе износа пластиковых втулок в узле перемещения рабочей головки образуется сильный люфт, который значительно уменьшает точность выполнения обработки.
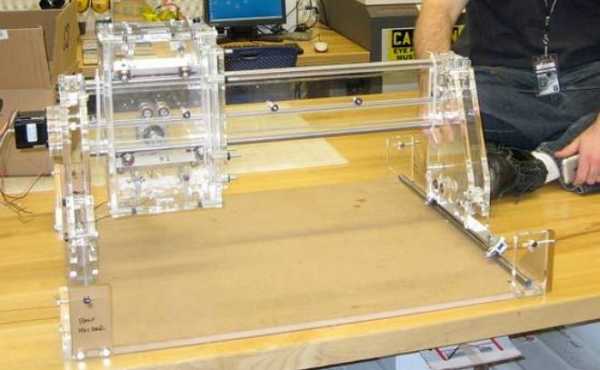
Компактный самодельный станок с корпусом из оргстекла
Именно по этим причинам даже для настольных фрезерно-гравировальных станков с ЧПУ лучше использовать подшипники. Важным преимуществом применения подшипников является и то, что они позволяют оснащать оборудование шаговыми двигателями меньшей мощности, тем самым вы экономите на электроэнергии и на стоимости таких комплектующих.
Пожалуй, важнейшим элементом приводного механизма фрезерно-гравировального станка, в том числе и оснащенного ЧПУ, является ходовой винт, преобразующий крутящий момент шаговых двигателей в поступательное перемещение рабочей головки с инструментом или в движение подвижного стола. Гайка, перемещающаяся по такому винту, может скользить или катиться по нему. Собирая собственноручно такой станок, надо учитывать этот нюанс и выбрать вариант, который будет оптимальным именно для вас.
Кроме того, выбирая ходовой винт и гайку для настольного станка, важно обращать внимание на то, как зависит величина перемещения рабочей головки от числа оборотов шагового двигателя. Данный параметр определяет, насколько мелкие детали гравировки вы сможете выполнять с помощью своего оборудования.
Электронная часть фрезерно-гравировального станка
Работоспособность и эффективность вашего самодельного фрезерно-гравировального станка с ЧПУ будет зависеть от того, насколько правильно вы выполнили все предварительные расчеты и на их основе подобрали соответствующие комплектующие.
Выбор шагового двигателя для станка следует делать только после того, как вся конструкция собрана и вам уже известен шаг резьбы ходового винта. Чем больше будет этот параметр, тем более мощный и, соответственно, более дорогостоящий шаговый двигатель вам потребуется.
Что очень важно, для точного позиционирования положения вала шагового двигателя нет необходимости в датчике обратной связи, оно происходит в соответствии с входным сигналом. Такой сигнал на шаговый двигатель поступает от контроллера или микропроцессора, являющегося неотъемлемым элементом системы ЧПУ.
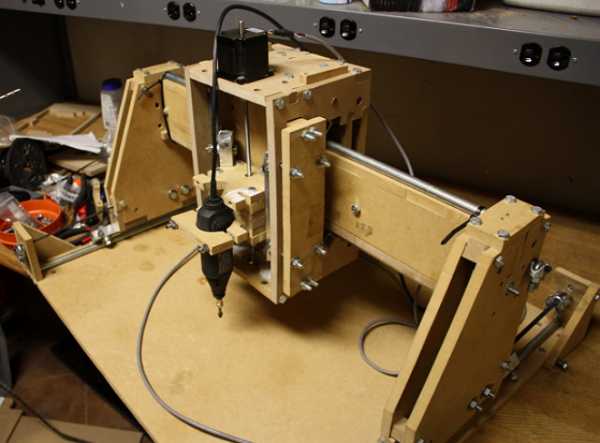
Самоделка с корпусом из дерева
Для оснащения фрезерно-гравировального станка с ЧПУ можно использовать контроллеры, выпущенные китайскими производителями. При достаточно высокой надежности стоят такие контроллеры очень недорого. Для обеспечения работы контроллера вам необходимо будет позаботиться о блоке питания для него.
После окончательной сборки фрезерно-гравировального станка с ЧПУ необходимо настроить его электронную систему управления и выполнить обработку тестовой заготовки. Такую обработку следует выполнять с минимальной нагрузкой на все узлы и механизмы оборудования.
Рекомендации по работе с фрезерно-гравировальным станком
Важным моментом при комплектации и эксплуатации фрезерно-гравировального станка с ЧПУ, сделанного своими руками, является выбор рабочего органа. Так, для нанесения надписей, рисунков и узоров на изделия из металла используют обычную бормашину. Если вы собираетесь обрабатывать на своем самодельном станке детали из древесных материалов, то в качестве инструмента следует использовать фрезу, которая надежно закрепляется в патроне.
Станок, оснащенный системой ЧПУ, выполняет только те рабочие команды, которые заложены в его управляющей программе. Чтобы перенастроить такое устройство на выполнение других технологических операций, необходимо не только время, но и специальное оборудование.
Рабочие органы фрезерно-гравировального станка с ЧПУ, на котором выполняется обработка деталей из алюминия и его сплавов, подвергаются значительному нагреву. Именно поэтому выполнять обработку таких деталей следует только с использованием смазывающе-охлаждающих жидкостей.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Станки фрезерной группы. Устройство фрезерного станка
Фрезерной станок представляет собой один из самых распространённых подвидов оборудования для обработки различных металлических заготовок и деталей. Основной частью станка является фреза – режущий инструмент с несколькими лезвиями, закреплённый на шпинделе. В универсальных фрезерных станках шпиндель располагается под углом 90° к заготовке, однако другие модели (например, широкоуниверсальный станок) имеют дополнительную шпиндельную головку на выдвижной конструкции, позволяющей менять угол наклона фрезы.
Основные виды фрезерных станков
Фрезерные работы по металлу востребованы во многих областях современной промышленности, в связи с чем на рынке представлен широкий спектр модификаций фрезерных станков различной конструкции.
- Универсальные фрезерные станки – оборудованы неподвижным горизонтальным шпинделем и поворотным столом;
- Широкоуниверсальные фрезерные станки – по сравнению с универсальными станками дополнительно оснащены приставным шпинделем, который может поворачиваться вокруг горизонтальной и вертикальной оси;
- Горизонтальные фрезерные станки – имеют горизонтальный шпиндель и консоль, которая может перемещаться перпендикулярно шпинделю в нескольких направлениях. Используются для работы с изделиями среднего веса и небольшого размера;
- Вертикальные фрезерные станки – в данных моделях шпиндель и фреза располагаются вертикально и могут поворачиваться вокруг своей оси. Рабочая консоль может двигаться как перпендикулярно к режущему инструменту, так и вертикально;
- Бесконсольные фрезерные станки – оборудованы шпинделем со фрезой, которые перемещаются только вертикально, и столом, который может двигаться лишь в продольном и поперечном направлениях;
- Продольные фрезерные станки. Изготовляются в двух- и одностоечном вариантах, могут быть оборудованы двумя вертикальными и двумя горизонтальным фрезами. Стол продольных станков может двигаться только в продольном направлении, шпиндели двигаются как вертикально, так и поперечно;
- Копировальные фрезерные станки – наиболее современные модели, траектория движения и скорость перемещения шпинделя и стола контролируются за счёт программного управления, для копирования образец детали ощупывается специальным копировальным инструментом;
- Шпоночные фрезерные станки – характеризуются наличием автоматизированного рабочего цикла и оснащены двигающимся в продольном направлении столом и вертикальным шпинделем, способным совершать так называемые планетарные движения заданного диаметра;
- Карусельные фрезерные станки – оборудованы вертикальными шпинделями с фрезами и непрерывно вращающимся круглым столом, позволяющим не прерывать работу над деталью;
- Обрабатывающие центры – сочетают функционал токарного и фрезерного станков, позволяя в короткий срок осуществлять комплексные токарно-фрезерные работы над металлическими деталями и изделиями сложной конфигурации.
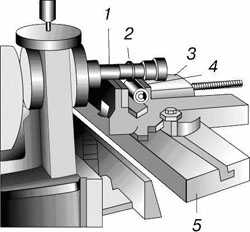
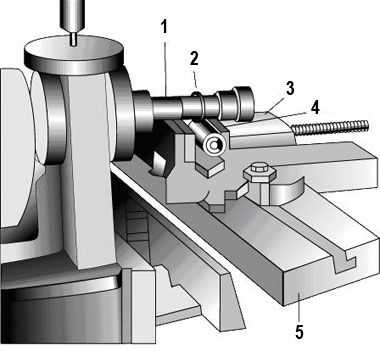 |
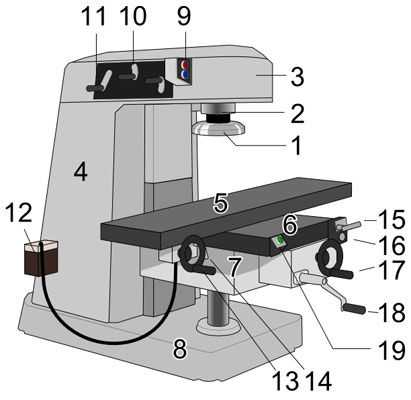
Рис.5. Основные конструктивные элементы горизонтально-фрезерного станка: 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол
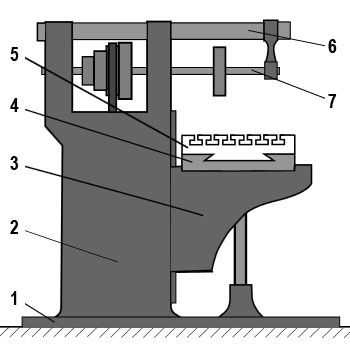 |
Рис 6. Устройство горизонтально-фрезерного станка:
1 – фундаментная плита; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – хобот; 7 – оправка с фрезой
Основой фрезерного станка является станина – устойчивая база, на которой закрепляются прочие части устройства. Внутри станины располагаются коробка скоростей и полый вал шпиндельного механизма. Фреза станка поддерживается при помощи “хобота” – специальной конструкции с подвесками.
В процессе работы консоль с коробкой подач движется по вертикальным направляющим станины. В это же время салазки с поворотным механизмом, несущим продольный стол, перемещаются в поперечном направлении по направляющим консоли. Стол может поворачиваться вокруг вертикальной оси и таким образом менять своё положение и в горизонтальной плоскости (по отношению к оси шпинделя).
После запуска двигателя станка при помощи коробки передач крутящий момент передаётся на шпиндель. На переднем торце шпинделя монтируется фрезерная оправка, обычно представляющая собой так называемый конус Морзе – стержень конической формы, на котором с помощью колец и гаек фиксируется режущий инструмент (фреза). У моделей станков с расширенным функционалом шпиндельных головок может быть несколько – как правило, дополнительная головка более подвижна и может работать как отдельно, так и параллельно с основной, осуществляя фрезеровку изделий сложной конфигурации, а также такие виды работ, как сверление, растачивание и пр.
|
Рис 7. Устройство вертикально-фрезерного станка:
1 — фреза, 2 — шпиндель; 3 — хобот; 4 — станина; 5 — стол; 6 — салазки;
7 — консоль; 8 — фундаментная плита; 9 — панель запуска шпинделя;
10 — регулировка передач шпинделя; 11 — регулировка скорости вращения шпинделя; 12 — подача СОЖ; 13 — продольное перемещение стола;
14,15,16 — ускоренные перемещения стола; 17 — поперечное перемещение стола
Особенности фрезерных станков с ЧПУ
Главное отличие современного оборудования с ЧПУ от стандартных станков – автоматизация управления скоростью фрезы и перемещением стола в процессе обработки детали. На предприятиях, осуществляющий серийных выпуск деталей со сложной криволинейной поверхностью (лопасти воздушных винтов, лопатки самолётных турбин) используются станки ЧПУ со шпинделем на отдельных салазках, позволяющих режущему инструменту самостоятельно двигаться вертикально и вокруг своей оси.
Отдельный класс также представляют собой копировальные фрезерные станки с ЧПУ, которые задействуются для обработки деталей сложной конфигурации (матриц для штамповки листовых изделий из металла, форм для литья и др.). Подобные модели оборудованы специальным щупом-индикатором, который изучает фигурный профиль детали-образца и передаёт полученные данные через рабочую фрезу для создания аналогичного изделия.
Измерительный инструмент, применяемый на производстве.
Когда дело касается деталей и составляющих готовых изделий, ошибок в расчетах размеров быть не должно. Ведь от этого будет зависеть в конечном итоге качество выпускаемой продукции. К примеру, несоответствие диаметра крепежного элемента размеру отверстия станет причиной ненадежности всей конструкции. Именно поэтому на большинстве предприятий проводятся контрольные измерения.
Рассмотрим подробнее следующие измерительные приборы.
Линейка измерительная — инструмент, с помощью которого
измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
Рис. 8 Линейка измерительная
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места.
Рис. 9 Малка
При производстве слесарных разметочных работ применяют металлическую малку.
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
Рис.10 Микрометр
Нутромер — инструмент, с помощью которого определяют внутренние
размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Рис. 11 Нутромер
Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рис. 12 Плита разметочная
Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Рис. 13 Штангенциркуль
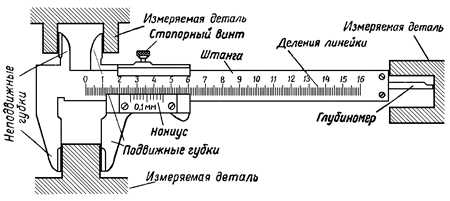
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое – 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге.
Контроль калибрами.Для выполнения операций технического контроля в условиях массового и крупносерийного производства широко используют контрольные инструменты в виде калибров.
Калибры— это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6… 17 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми. При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
Выбор детали для курсового проекта по дисциплине «Технология машиностроения»
Служебное назначение детали
Название детали: Вал.
Материал детали: Сталь 40.
Габаритные размеры: Ø8,8×27,8.
Неуказанные предельные отклонения размеров: Н12.
Вал — деталь, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор.
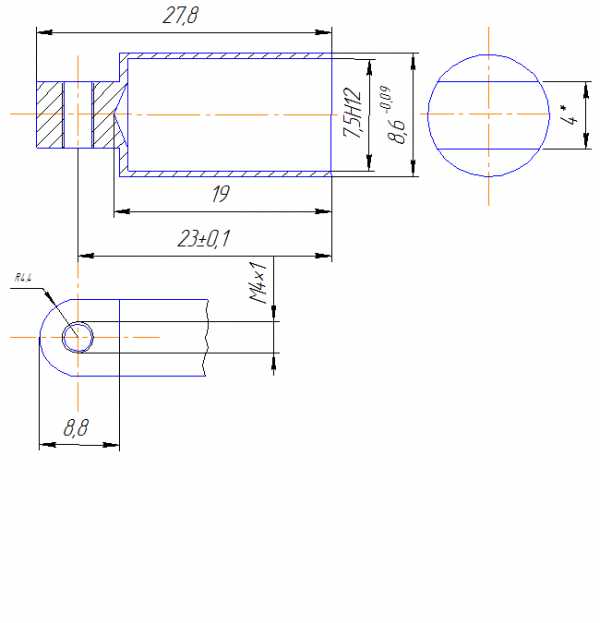
Технологичность заготовки
Деталь – вал изготавливается из стали 45 ГОСТ 1050-74 прутков фасонного проката. Конфигурация наружного контура и отверстия не вызывает значительных трудностей при получении заготовки.
Таким образом, заготовку можно считать технологичной.
Назначение
Валы, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностей термообработке детали, от которых требуется повышенная прочность.
Обоснование выбора оборудования
Выбор станка должен основываться на следующих правилах:
· Мощность, производительность и точность должны быть минимальными, но достаточно для выполнения требования предоставляемых к операции
· Обеспечение концентрации производства с целью уменьшения числа операций, количества оборудования, повышения производительности и точность за счет уменьшения числа переустановок заготовки
· В среднесерийном производстве следует применять высокопроизводительные станки-автоматы, агрегатные станки, станки с ЧПУ
· Оборудование должно отвечать требования безопасности, Эргономики и экологии.
Данные по выбору оборудованию занесены в таблицу.
Технологический маршрут обработки детали
| № операции | Наименование операции | Станок |
| Токарная чистовая | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT | |
| Резьбонарезная | MCFV-2080NT | |
| Токарная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT |
Обоснование выбора режущего инструмента
При выборе режущего инструмента следует руководствоваться правилами:
· Режущий инструмент выбирается исходя из метода обработки, оборудования, расположения обрабатываемой поверхности
· Следует отдавать стандартным и нормализованным инструментам и только при их отсутствии применять нестандартные
· Материал режущего инструмента выбирается исходя из обрабатываемого материала, состояния поверхности и вида обработки.
Выбор инструмента
| № операции | Наименование операции | Режущий инструмент | Мерительный инструмент |
| Токарная черновая | Резец токарный проходной прямой левый ГОСТ-18869-73 P9K5 | Калибр-скоба ГОСТ 18355-73 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71 Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Сверление | Сверло метчик | Калибр-пробка ГОСТ 18355-73 | |
| Резьбонарезная | Сверло-метчик | Калибр-пробка ГОСТ 18355-73 | |
| Отрезная | Резец отрезной двухсторонний ГОСТ-18883-73 Т5К10 | Штангенциркуль ШЦЦ-150-0,01 электронный ГОСТ 166-89 | |
| Сверлильная | Сверло по металлу с коническим хвостовиком ГОСТ 10903-77 Ø7,5 Р6М5 | Калибр-скоба ГОСТ 18355-73 |
Техпроцесс изготовления вала
| № | Наименование | Обор- ние | Инст-т | Приспособление |
| Заготовительная | ||||
| Токарная. Точение заготовки на l = 27,8 t = 0,7 | MCFV-2080NT | Резец проходной ГОСТ 18880-73 | Трехкулачковый самоцентрирующий патрон | |
| Фрезерная. Снятие лысок l = 8,8, t = 2,3 | Фреза концевая ГОСТ 17025-71 | |||
| Сверлильная. Сверление перпендикулярного отверстия ø3, на t=4 | Сверло-метчик | |||
| Резьбонарезаная Нарезание резьбы M4×1 | Сверло-метчик | |||
| Токарная Отрезание заготовки на l=27,9 | Резец отрезной двухсторонний ГОСТ 18884-73 | |||
| Сверлильная. Сверление осевого отверстия Ø7,5, на t =19 | Сверло по металлу ГОСТ 10903-77 | |||
| Моечная | Ванна моечная | |||
| Измерительная | Стол | Калибр-скоба | ||
| Гальваническая | Электрохим. | |||
| Контрольная измерительная | Стол ОТК |
После обработки детали на станке, производится контрольно – измерительная операция контролером ОТК. Для проверки деталей применяют калибры, шаблоны, штангенциркуль, специальные и др. контрольные приспособления. Если деталь соответствует требуемым параметрам, то её отправляю дальше, согласно маршрутному листу.
Заключение
В ходе прохождения производственной практики мной были рассмот-рены вопросы, касающиеся структуры предприятия, цеха, изучен процесс работы отделов.
Во время практики появилась возможность применить полученные знания в учебном заведении в реальной рабочей обстановке. Также были получены первичные профессиональные умения и навыки. Принимал участие в рабочих процессах.
Список используемой литературы
1. Инструкции предприятия по охране труда, технологии выполнения работ.
2. Фещенко В.Н., Махмутов Р.Х. Токарная обработка.: Учеб. для проф. учеб. заведений. – 3 изд. испр. М. Высшая школа; Изд. центр «Академия».: 2004.
3. Черпаков Б.И. Технологическая оснастка.: Учеб. для сред. Образова-ния/Б.И. Черпаков. – М.: «Академия». 2004.
4. http://politexno.ru/koninstr.html
5. http://prom-nadzor.ru/content/instrukciya-po-ohrane-truda-dlya-tokarya
6. http://infopedia.su/3x4f0.html
Рекомендуемые страницы:
lektsia.com
Фрезерный станок с ЧПУ по металлу: нюансы работы
Предположим, у вас есть рабочий станок с ЧПУ, который был только что приобретен, но пока знаний о нем недостаточно. Предположим теперь, что это фрезерный станок с ЧПУ по металлу, и что в первую очередь вам будет интересна именно фрезеровка металла, который легко поддается обработке.
Скорее всего, вам уже не терпится начать фрезерование различных интересных деталей, построить магазин для инструмента или, может быть, скомпоновать пистолет Colt 1911. С ЧПУ вы можете построить практически все, и вы полны идей для начала работы над своими любимыми проектами.

Один мой знакомый уже некоторое время режет металл своим станком с Числовым Программным Управлением из Китая, имеющим рабочее поле 400х600 мм. Как он это делает? Необходимо всего лишь соблюдать такие параметры, как:
- глубину за проход;
- скорость подачи;
- правильно подбирать концевую фрезу и ее охлаждение.
Впрочем, металлы можно резать и без охлаждения.
При фрезеровке металла нужно быть предельно внимательным, особенно с алюминием, этот материал начинает плавиться при температуре около 648 градусов Цельсия, а при использовании концевой фрезы, вращающейся с высокой скоростью (примерно 13 000 об / мин), она будет очень сильно греться и расплавит торец заготовки во время процесса обработки. Алюминий – легкоплавкий металл. Сравнив его со сталью, которая плавится при 1150 градусах Цельсия, некоторые операторы, обслуживающие станки с ЧПУ по металлу, скажут, что мягкую сталь резать легче, чем алюминий просто потому, что фреза может работать при более медленной подаче и «выгрызать» материал.

Способы контроля температуры режущего инструмента
- Первым, и наиболее широко используемым методом является подача охлаждающей жидкости на торцевую фрезу во время ее работы. Это специальное вещество, которое в сочетании с режущей жидкостью обеспечивает наилучшую эффективность резания.
- Второй способ заключается в том, что на фрезу может быть распылена только охлаждающая жидкость, которая обычно делается вручную. Обычно для таких целей используют изопропиловый спирт, который в то же время отлично очищает режущий инструмент.
- Третий способ построен на подаче струи сжатого воздуха на фрезу. Этот метод заключается в создании вихревой системы, в которой из одного сопла подается поток холодного воздуха, температура которого около -50 градусов Цельсия, а с другого подается воздух с высокой температурой (выше 100 градусов).
- Последний метод состоит в нахождении правильного баланса глубины за проход, скорости вращения шпинделя, скорости подачи, выбора конечной фрезы и угла наклона вихревого охлаждения для достижения сухого резания.
Достижение такого равновесия непросто, и по последнему утверждению, что промышленность движется в этом направлении, создается впечатление, что люди еще не знают, как этого добиться. Ну, на самом деле, это практикуется, но не с идеальными параметрами, и найти эти идеальные параметры – это святой Грааль резки металла.

Резка алюминия и как получить хорошие результаты
Баланс: Фрезерный станок по металлу с высокой скоростью подачи и очень малой глубиной за проход позволяет хорошо охлаждать фрезу. Она будет проходить по заготовке из алюминиевого сплава достаточно быстро, чтобы охладить себя, но, если инструмент задержится слишком долго (медленная подача и глубокая глубина за проход) в одном и том же месте, он будет нагреваться и плавить место реза на заготовке из-за трения. Следует учитывать, что фрезерные станки с ЧПУ практически любого типа могут успешно разрезать алюминий.
Рассмотрим такую аналогию: взрослый может выкопать яму довольно быстро и набирать большое количество песка в лопату за раз. Ребенок может копать песок тоже, но только царапать поверхность раз за разом, а не набирать полную лопату. Ребенок, в конце концов, достигнет такой же глубины, что и взрослый, но это займет немного больше времени.
Проблема: ребенок не использует лопату наиболее эффективно, потому что острый кончик лопаты будет затупляться быстрее, чем верхняя часть лопаты, тогда как взрослый будет равномерно работать всей лопатой. Так обстоит дело и с торцевыми фрезами. Чем глубже вы сможете пройти по заготовке фрезой, тем более равномерно она будет изнашиваться, продлевая свой срок службы.

Итак, какие же параметры должны быть соблюдены? Это важный вопрос, потому что результат может вылиться в копеечку. У нас есть хороший пример. Как уже было написано выше, используется компактный фрезерный станок по металлу с ЧПУ и вихревая система для продувки фрезы воздухом с температурой -50 градусов. Разрезаемый материал марки 6061, который является структурным сортом алюминия, а его толщина составляет 5 мм, но не важно, так как резка производится с большим количеством проходов. Чем толще материал, тем дольше потребуется времени на обработку, впрочем, это и так ясно.
Для резки используется китайский шпиндель со скоростью 13 000 оборотов в минуту. Скорость подачи (скорость, с которой концевая фреза проходит через разрез) устанавливается между 300 и 430 мм/мин. Глубина за проход – это важный параметр, который следует тщательно подбирать. Компания Onsrud, имеющая большой опыт в производстве торцевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущей части фрезы. Для 3 мм концевой фрезы — это около 1,5 мм, но для чистовой обработки все же лучше брать глубину, равную четверти диаметра режущего инструмента.
В концевых фрезах врезка, как правило, наиболее вредна для инструмента, поэтому предпочтение отдается медленной скорости погружения в заготовку. Обычно для алюминия устанавливают скорость погружения до 150 мм/мин. Если погружение планируется на большую глубину, то лучше предварительно просверлить в этом месте отверстие при помощи сверлильного станка. При погружении в начало какого-то профиля, лучше всего сначала перейти к материалу (придав фрезе горизонтальное движение, когда ось z опускается или поднимается).
При резке металла вибрация заготовки является основной проблемой, которую необходимо устранить. В домашних условиях можно использовать самые различные способы фиксации, начиная от струбцин и заканчивая специальным вакуумным столом. Независимо от того, какой метод зажима или закрепления используется, убедитесь, что он вообще не будет двигаться и что зажим (винты, хомут) находится как можно ближе к месту реза.

Подведем итоги
Исходя из вышесказанного, можно выделить такие пункты, запомнив которые фрезеровать металл станет гораздо проще:
- Не торопитесь. Лучше потратить больше времени на обработку, чем убить гору недешевого инструмента и испортить не одну заготовку.
- Используйте твердосплавные фрезы. Именно они будут служить очень долго при правильно подобранных режимах резания. И желательно покупать фрезы проверенных производителей и в специализированных магазинах.
- Используйте фрезы меньшего диаметра. Лучше сделать больше проходов и получить красивое место реза, чем снять килограмм алюминия за один рез, выбросить «сгоревший» инструмент и увидеть оборванные края заготовки.
- Не параноить по поводу чистки мест реза. Не нужно стоять со щеткой или пылесосом над заготовкой, которую обрабатываете, достаточно в конце просто смести все отходы или собрать их магнитом (если это ферромагнитный материал).
- Смазывать рабочий инструмент туманом из охлаждающей жидкости. Эффект «тумана» достигается при использовании специального штуцера на подающем жидкость патрубке.
- Не замедляйте подачу слишком сильно. При слишком медленной подаче фреза вместо того, чтобы резать материал, начинает тереться о него и очень сильно греться, что приводит к перегреву инструмента и оплавлению места реза (если заготовка из легкоплавкого материала).
- Если ваши станки по металлу не имеют достаточно быстрой подачи, используйте меньшее количество проходов и увеличьте диаметр фрезы.
Режимы фрезерования для алюминия и его сплавов
Как всем известно, главными параметрами при резании является скорость оборотов шпинделя и скорость подачи. Диаметр фрезы подбирается исходя из двух параметров – ширины и глубины обработки. Ширина реза, или ширина прохода, рассчитывается обычно при разработке чертежа и напрямую зависит от размера детали или поля обработки. Если производится одновременная фрезеровка на ЧПУ не одной заготовки, то ширина обработки увеличивается кратно размеру заготовки.
Приведем данные для фрезеровки алюминия и его сплавов:
Фреза | Подача мм/мин | Скорость шпинделя | Глубина за проход |
| Торцевая 6 мм | 800-1000 | 14 000 – 18000 | 0,6 |
| Торцевая 3 мм | 500-800 | 13 000-15 000 | 0,3 |
vseochpu.ru